
改善大断面低碳高硫易切削钢铸坯表面质量的方法.pdf

猫巷****婉慧

1/10
2/10
3/10
4/10

5/10
6/10
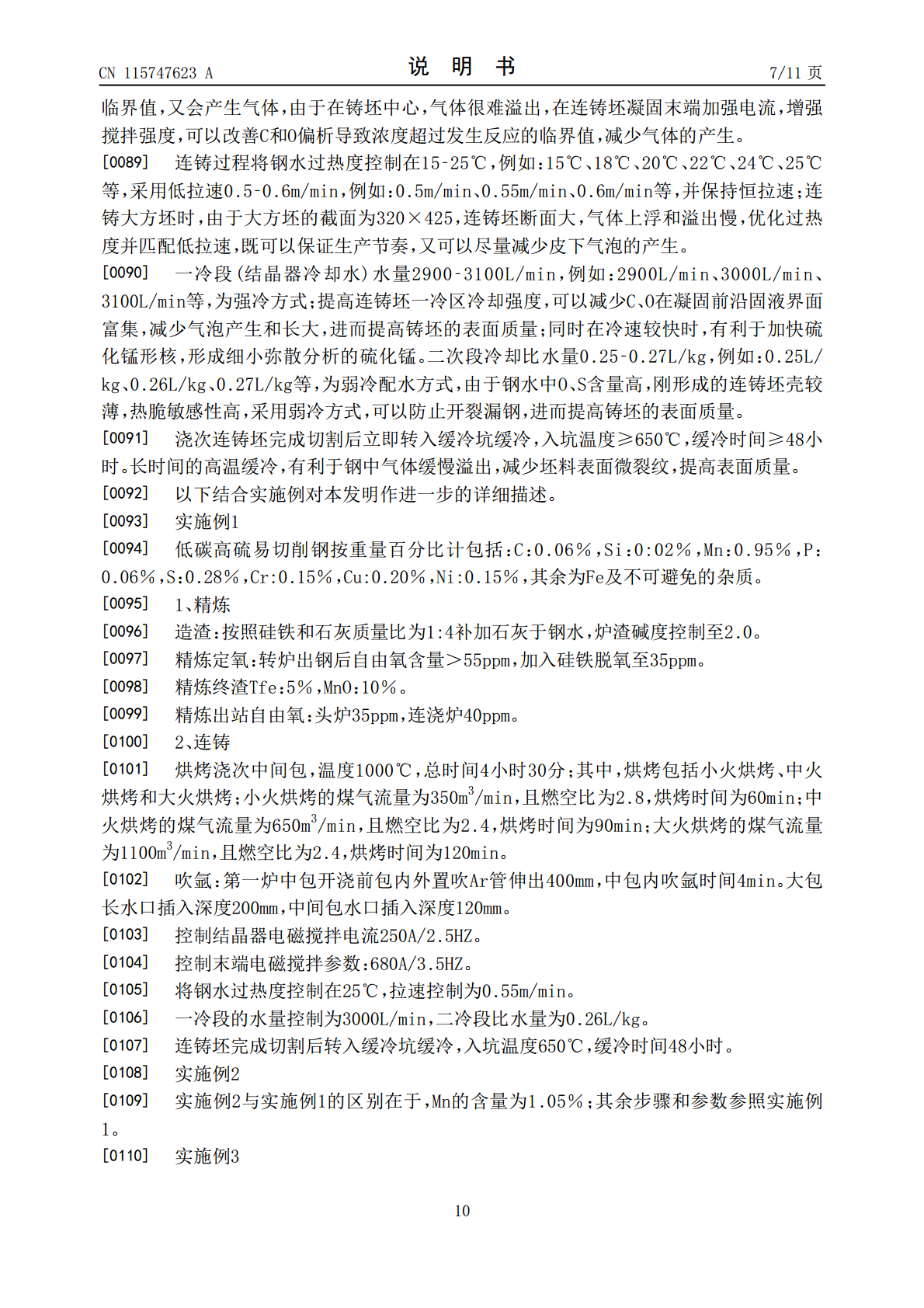
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
改善大断面低碳高硫易切削钢铸坯表面质量的方法.pdf
本发明涉及钢铁冶炼技术领域,具体而言,涉及改善大断面低碳高硫易切削钢铸坯表面质量的方法;该方法用于低碳高硫易切削钢,其成分按重量百分比计为:C:0.01‑0.09%,Si≤0.10%,Mn:0.75‑1.05%,P:0.04‑0.09%,S:0.26‑0.35%,Cr≤0.30%,Cu≤0.30%,Ni≤0.30%,其余为Fe及不可避免的杂质;该方法包括:控制LF精炼出站自由氧浓度,其中,浇次第一炉的出站自由氧的浓度控制为25‑35ppm,浇次连浇炉的出站自由氧的浓度控制为25‑40ppm。本发明的方法能
低碳含碲高硫易切削钢铸坯及其生产方法.pdf
本发明公开了一种低碳含碲高硫易切削钢铸坯及其生产方法,该生产方法包括:1)在转炉或电炉中,采用高硫高磷铁水并配铁水冷料进行吹炼,控制吹炼终点C含量和终点温度;2)出钢过程加入硅锰合金、合金、白灰和化渣剂对钢水进行预脱氧;3)出炉后,吹氩站平台通过喂入铝线控制钢水氧含量;4)LF精炼过程通过加硅铁粉或氧化铁皮对钢水进行控氧;LF精炼过程通过加白灰、电石进行造低碱度渣;5)LF通电结束喂入硫线和含碲包芯线,接着进行软吹;6)连铸采用易切削钢专用保护渣,匹配过热度和拉速;7)使用结晶器电磁搅拌和末端电磁搅拌;8
一种低碳高硫易切削钢的生产方法.pdf
本发明公开了一种低碳高硫易切削钢的生产方法,所述易切削钢含有下述质量分数的化学成分:C:0.14‑0.20%,Si:0.17‑0.37%,Mn:1.30‑1.60%,P:≤0.040%,S:0.080‑0.130%,Cr:0.30‑0.40%,Mo≤0.15%,Cu≤0.25%,Ni≤030%,其余为Fe及不可避免杂质;所述易切削钢的生产方法,包括铁水→转炉/电炉冶炼→氩站处理→LF精炼→浇铸→铸坯缓冷→合型轧制→剪切→打捆包装→入坑缓冷→入库;本发明就是在低碳高硫钢中加入硫化亚铁合金代替硫磺包芯线,增加
一种降低转炉高硫易切削钢铸坯表面气孔的控制方法.pdf
本发明是一种降低转炉高硫易切削钢铸坯表面气孔的控制方法,原辅料烘烤时间大于2小时,烘烤温度200℃以上;转炉炼钢止吹时C含量控制到0.05-0.08%;碱度的控制≥1.0;不搅拌静置,时间15min以上;连铸:150mm小方坯;水口浸入深度70-80mm;结晶器保护渣的成分:CaO+SiO2:60%-85%,Fe2O3:1.0-1.4%,Al2O3:2%-16%,MgO:2%-14%,Na2O+BaO+F:8%-26%,Ca-Si:1%-8%,操作需遵循从水口四个方向加入,少量勤加。本发明可使连铸坯的表面
一种低碳高硫易切削钢的冶炼工艺.pdf
本发明是一种低碳高硫易切削钢的冶炼工艺,包括以下步骤:㈠转炉出钢时后搅,转炉出钢要求终点氧≤600ppmm;㈡采用先倒渣后出钢;㈢精炼渣系为Al