
V法造型电石冶炼炉出炉嘴工艺.pdf

曾琪****是我

1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
V法造型电石冶炼炉出炉嘴工艺.pdf
一种V法造型电石冶炼炉出炉嘴工艺是一种干砂负压铸造工艺,通过V法造型铸造出的出炉嘴表面光滑、无气孔、夹砂、缩松,尺寸精度、密度比较高,经过多家电石厂使用试验,平常的炉嘴使用寿命为2至3个月,利用本发明制造出的出炉嘴使用寿命可达4至6个月,如此采用本发明可制造出使用寿命比较长且无气孔、夹砂、缩松,尺寸精度、密度比较高的出炉嘴。

短流程V法造型工艺.pdf
本发明公开了一种短流程V法造型工艺,首先制作模型,将其开口向下放置在预留有抽气孔的平板上;用厚度0.02mm的高压聚乙烯薄膜膜套套装在模型上;启动真空泵对模型抽真空,使外套紧贴到模型外表面上;喷涂耐高温涂料;将制作完成的模型开口向上放入充填有干砂的砂箱中,砂箱表面采用封口膜进行封闭;用真空泵将砂箱内干砂中的空气抽出,留出冒口,封口膜与周边的高压聚乙烯薄膜自动贴合;取出模型,得到符合要求的型腔。本发明创造性的采用厚度0.02mm的高压聚乙烯薄膜替代了常规使用的EVA负压铸造膜,降低了薄膜的使用成本,省去了封
一种电石出炉工艺.pdf
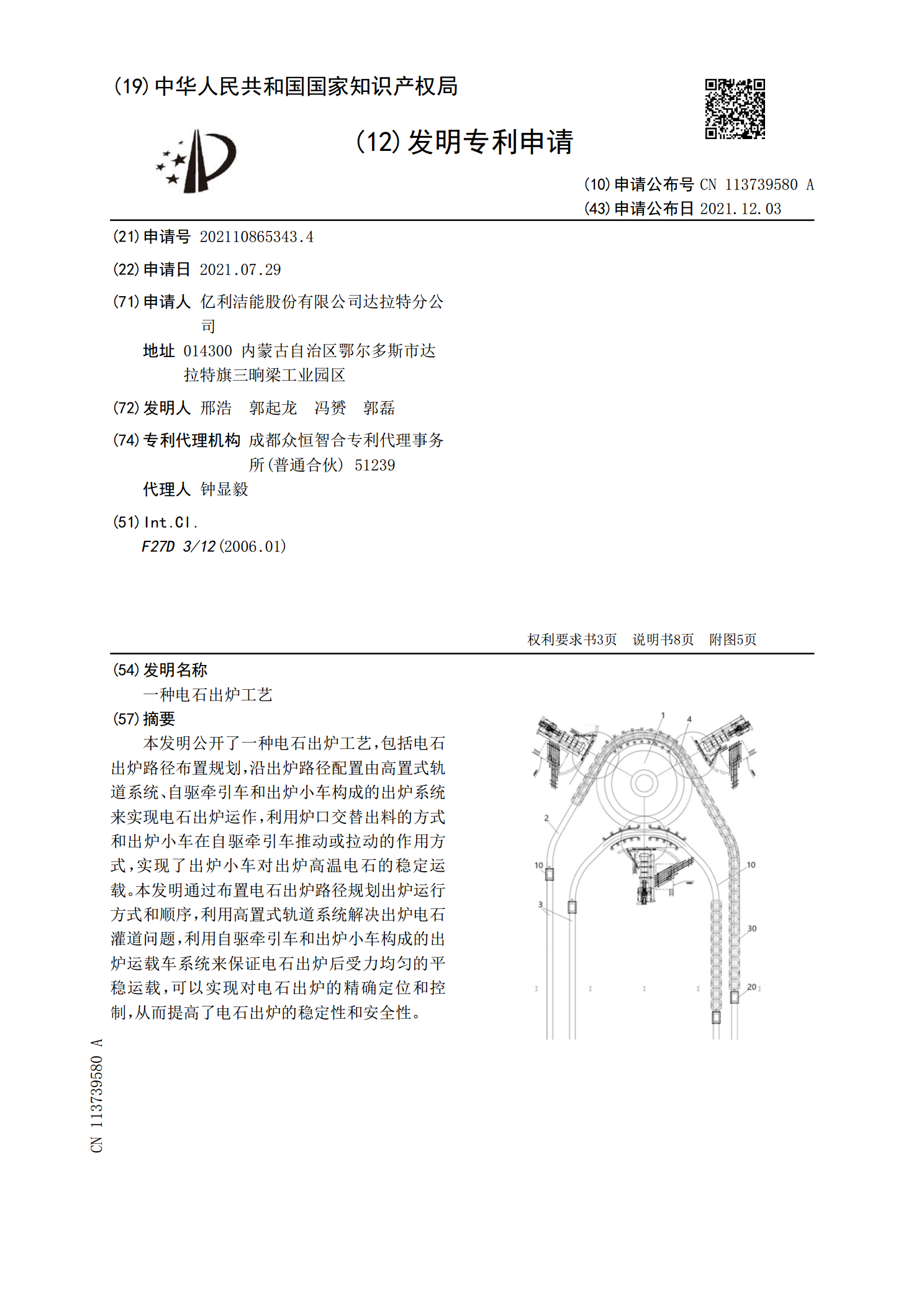
本发明公开了一种电石出炉工艺,包括电石出炉路径布置规划,沿出炉路径配置由高置式轨道系统、自驱牵引车和出炉小车构成的出炉系统来实现电石出炉运作,利用炉口交替出料的方式和出炉小车在自驱牵引车推动或拉动的作用方式,实现了出炉小车对出炉高温电石的稳定运载。本发明通过布置电石出炉路径规划出炉运行方式和顺序,利用高置式轨道系统解决出炉电石灌道问题,利用自驱牵引车和出炉小车构成的出炉运载车系统来保证电石出炉后受力均匀的平稳运载,可以实现对电石出炉的精确定位和控制,从而提高了电石出炉的稳定性和安全性。

一种V法垂直造型工艺和铸造工艺.pdf
本发明提供了一种V法垂直造型工艺,包括:分别在正压板和反压板带有模样的表面吸贴薄膜并喷涂涂料;使覆膜后的正压板、反压板和砂箱形成封闭的造型室,所述砂箱位于正压板和反压板之间通过液压系统压紧使造型室中形成垂直的型腔,所述砂箱顶面开设有射砂口;通过射砂装置向造型室内垂直射入干砂,然后对造型室进行抽真空处理,所述射砂装置位于射砂口上方;待造型室内的干砂紧实后使正压板和反压板离开砂箱,得到两侧具有型腔的型块;将型块与上一个型块进行合箱,得到砂型,重复上述操作制备得到由多个砂型形成的造型线。本发明的造型工艺生产速度
电石炉复合型出炉嘴及制备方法.pdf
本发明公开了一种电石炉复合型出炉嘴及制备方法,该制备方法包括步骤一:制备消失模模型,所述的消失模模型使用面为非平面,将制备好的消失模模型浸泡在玻璃水中;步骤二:将水玻璃砂、铁粉、稀土、硅粉混合,填充至浸泡后的消失模模型使用面形成耐火层;步骤三:将步骤二中处理后的消失模模型埋入砂型铸造中;步骤四:浇注铁水,形成复合型出炉嘴,形成的出炉嘴使用寿命长,性能稳定,节约了维修成本、提高了生产效率。