
一种V法垂直造型工艺和铸造工艺.pdf

努力****振宇

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种V法垂直造型工艺和铸造工艺.pdf
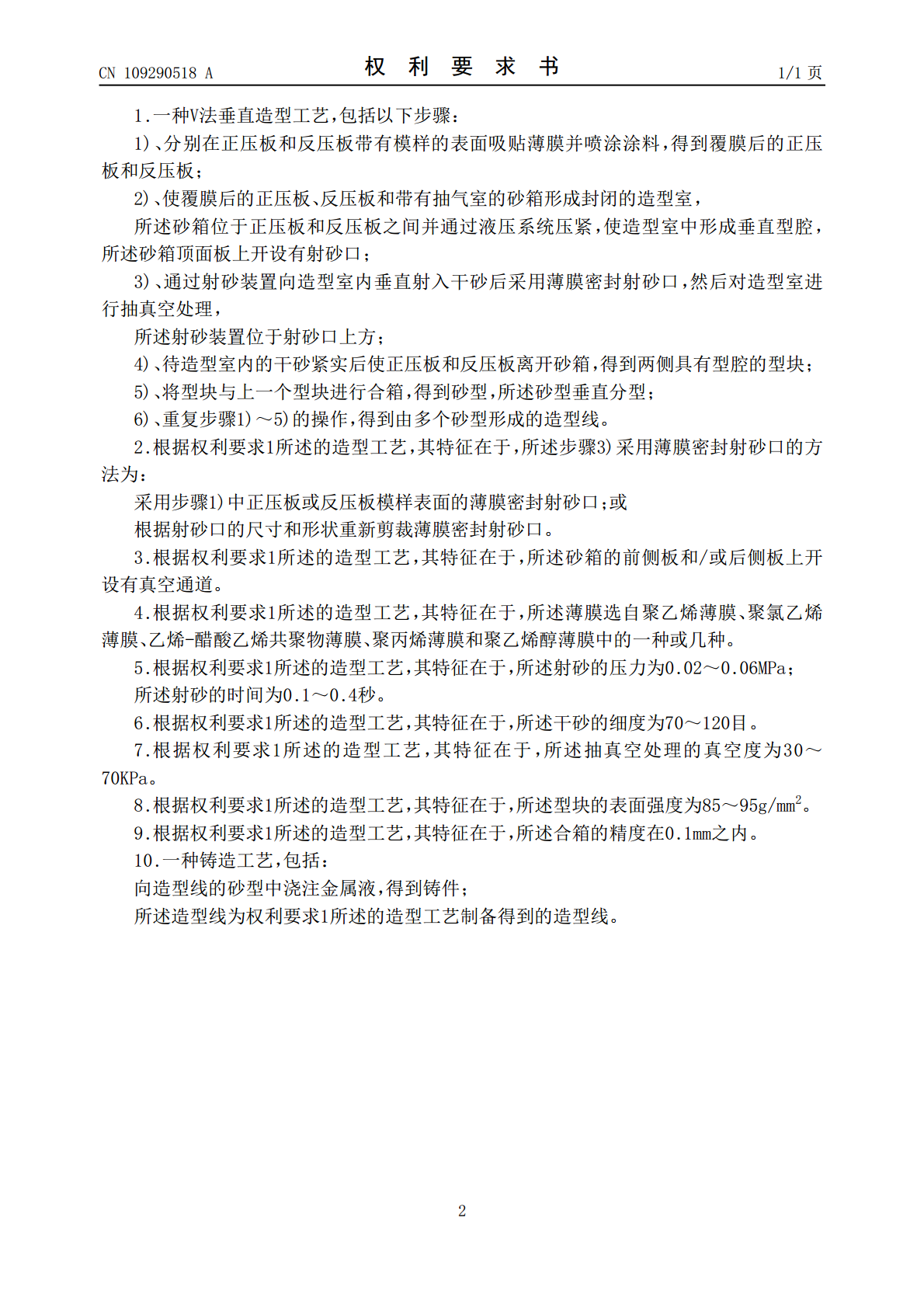
本发明提供了一种V法垂直造型工艺,包括:分别在正压板和反压板带有模样的表面吸贴薄膜并喷涂涂料;使覆膜后的正压板、反压板和砂箱形成封闭的造型室,所述砂箱位于正压板和反压板之间通过液压系统压紧使造型室中形成垂直的型腔,所述砂箱顶面开设有射砂口;通过射砂装置向造型室内垂直射入干砂,然后对造型室进行抽真空处理,所述射砂装置位于射砂口上方;待造型室内的干砂紧实后使正压板和反压板离开砂箱,得到两侧具有型腔的型块;将型块与上一个型块进行合箱,得到砂型,重复上述操作制备得到由多个砂型形成的造型线。本发明的造型工艺生产速度
V法造型工艺铸造生产玻璃模具毛坯的方法.pdf
V法造型工艺铸造生产玻璃模具毛坯的方法,采用耐热合金铸铁材料铸造玻璃模具毛坯,在可替换型板芯上组装铝合金模芯并修芯,在真空砂箱的上砂箱及下砂箱内分别放置可替换型板芯,经过覆膜、烤模、真空浇注和热处理等工艺。本发明通过工艺控制和炉前孕育处理,添加Mo、V、Ti、Cr、Cu、Al等合金元素及采用激冷铁芯等方法获得了毛坯内腔部位石墨形态为D型,毛坯外型其他部位为A型的模具毛坯。A型石墨形态结构具有良好的静态和动态强度,具有更高的热导率且加工性能稳定;而D型石墨形态结构具有更好的致密性和抗拉强度,更加耐磨、耐热,

用V法(真空密封)造型工艺铸造机床大板.docx
用V法(真空密封)造型工艺铸造机床大板近年来,工业生产中机床铸件的质量越来越受到重视。为了保证机床铸件的质量,在制造过程中采用了一些高效、高精度、环保、节能的创新技术。其中,真空密封(V法)铸造技术在制造机床铸件中发挥了重要作用。一、真空密封(V法)铸造技术简介真空密封(V法)铸造技术是将液态金属注入真空环境中,减少了其与空气的接触,从而减少了氧化、夹杂和气孔等缺陷,保证铸件的内部质量。该技术适用于各种铸造材料,如铝合金、钢、铜等。在V法铸造中,先在铸造室内产生真空状态,然后将金属进入铸造腔。随后,通过注

V法铸造工艺.docx
V法铸造工艺、设备和质量摘要:介绍了利用真空V法工艺生产铸铁件、铸钢件的实际应用过程,总结了V法造型工艺的优缺点和操作技巧。关键词:真空密封造型,负压造型,V法造型,工艺特点1概述真空密封造型是一种物理造型工艺方法,型砂中不加入粘结剂、水和其它附加物,因而减轻了砂处理的工作量,而且使造型和铸件落砂清理劳动量也大大减轻,旧砂回用率可达95%。这种铸造工艺是利用塑料薄膜密封砂箱,依靠真空泵抽出型内空气,造成铸型内外有压力差,使干砂紧实,以形成所需型腔的一种物理造型方法。因此,真空密封造型又名“负压造型法”,或

“V”法铸造工艺及应用.doc
“V”法铸造工艺及应用中国海洋大学王树杰一、概述1.工作原理、工作过程真空密封造型,是一种物理造型法,在铸造的各类造型法中,被称为第三代造型法。它是利用塑料薄膜密封砂箱,并依靠真空泵抽出型内空气,造成铸型内外有压力差,使干砂紧实,以形成所需型腔的一种物理造型方法。因此,真空密封造型又名“负压造型法”或“减压造型法”。国外取英文Vacuum(真空)一词的字头,而简称之为V法。V法的造型工艺过程如下:1)制造带有抽气箱和抽气孔模板。2)将烘烤呈塑性状态的塑料薄膜覆盖在型板上、真空泵抽气使薄膜密贴在型板上成型。