
一种H型钢热挤压成型方法.pdf

是你****盟主


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种H型钢热挤压成型方法.pdf
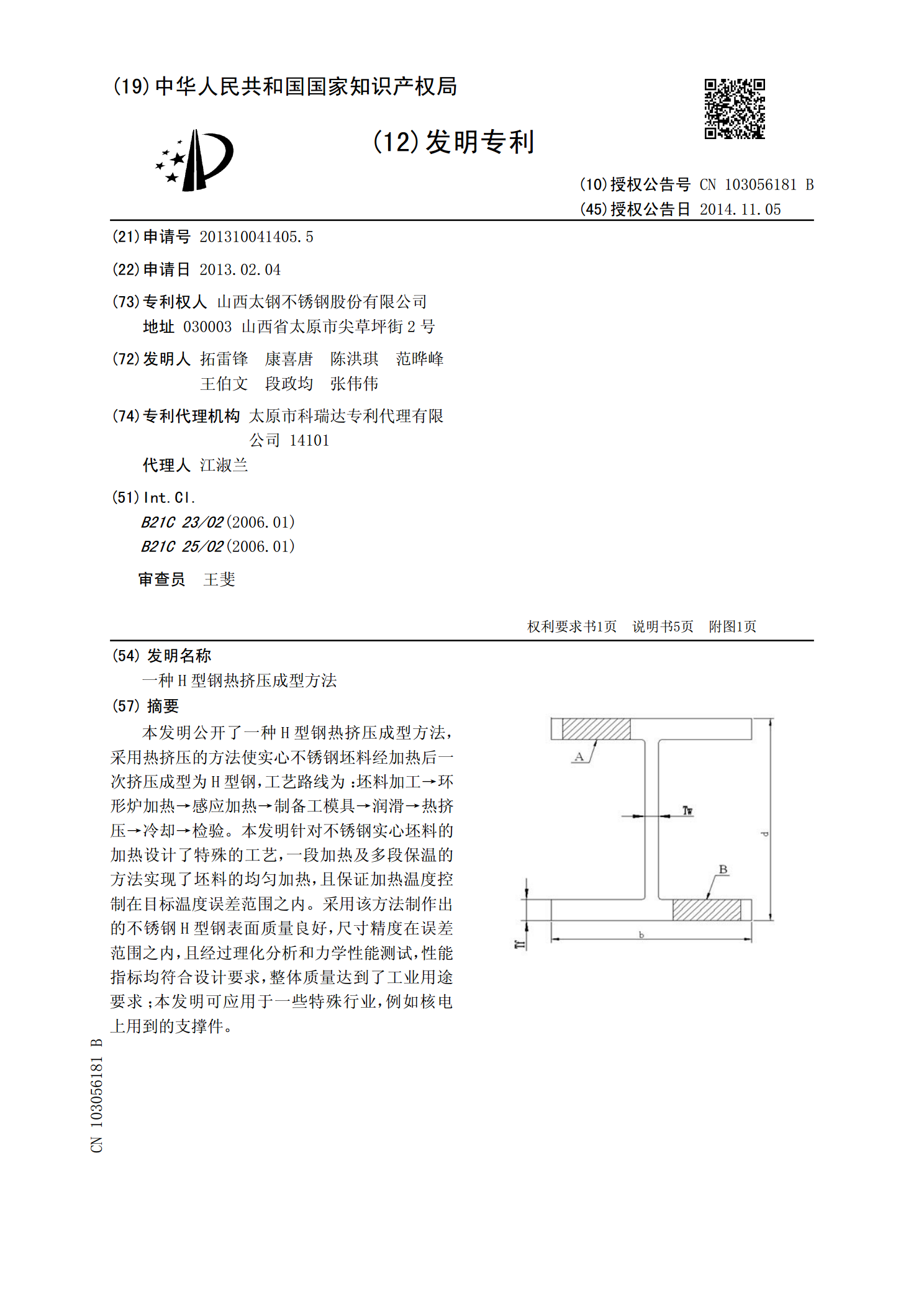
本发明公开了一种H型钢热挤压成型方法,采用热挤压的方法使实心不锈钢坯料经加热后一次挤压成型为H型钢,工艺路线为:坯料加工→环形炉加热→感应加热→制备工模具→润滑→热挤压→冷却→检验。本发明针对不锈钢实心坯料的加热设计了特殊的工艺,一段加热及多段保温的方法实现了坯料的均匀加热,且保证加热温度控制在目标温度误差范围之内。采用该方法制作出的不锈钢H型钢表面质量良好,尺寸精度在误差范围之内,且经过理化分析和力学性能测试,性能指标均符合设计要求,整体质量达到了工业用途要求;本发明可应用于一些特殊行业,例如核电上用到
一种热轧H型钢的UR孔型及热轧H型钢轧制方法.pdf
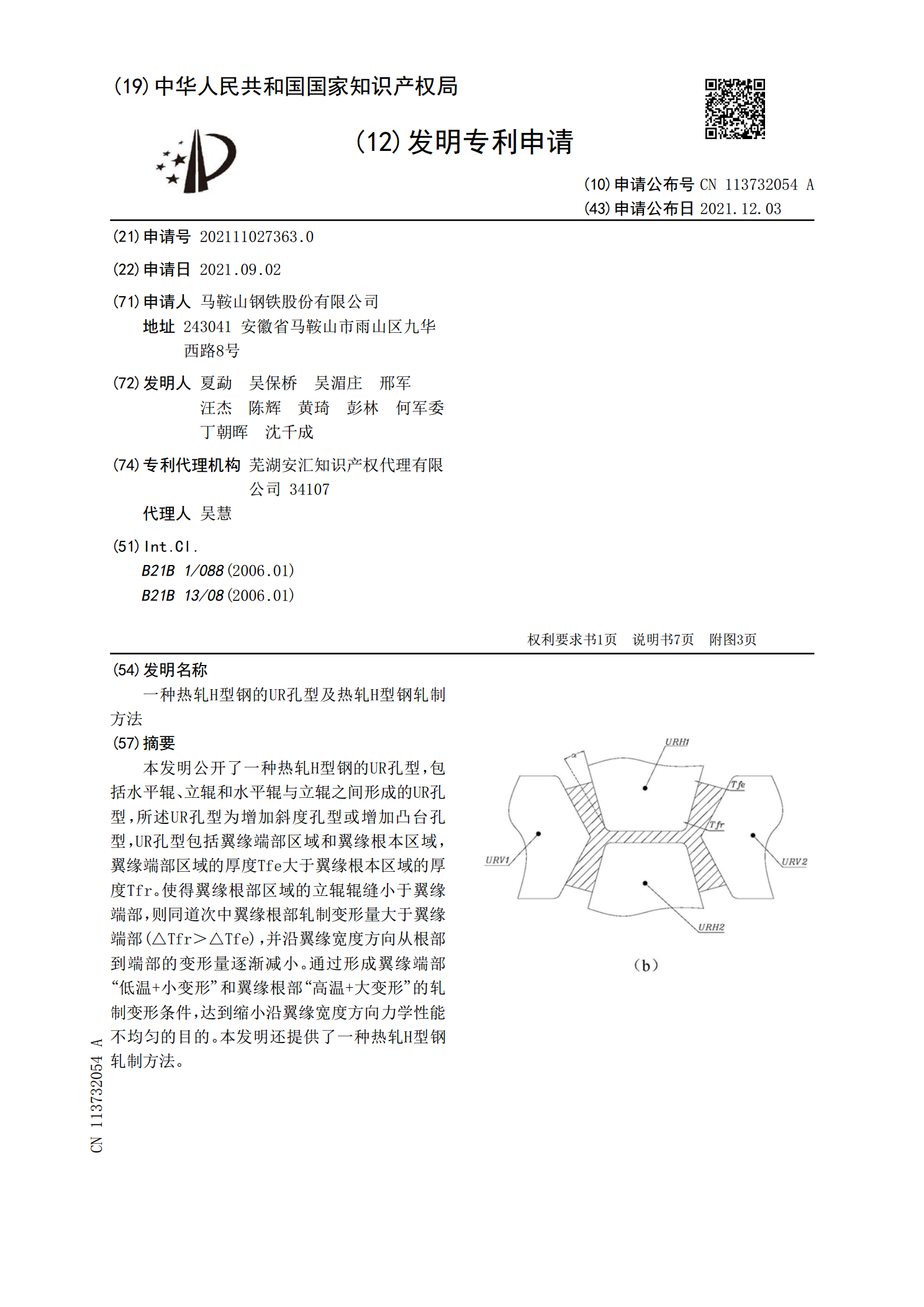
本发明公开了一种热轧H型钢的UR孔型,包括水平辊、立辊和水平辊与立辊之间形成的UR孔型,所述UR孔型为增加斜度孔型或增加凸台孔型,UR孔型包括翼缘端部区域和翼缘根本区域,翼缘端部区域的厚度Tfe大于翼缘根本区域的厚度Tfr。使得翼缘根部区域的立辊辊缝小于翼缘端部,则同道次中翼缘根部轧制变形量大于翼缘端部(△Tfr>△Tfe),并沿翼缘宽度方向从根部到端部的变形量逐渐减小。通过形成翼缘端部“低温+小变形”和翼缘根部“高温+大变形”的轧制变形条件,达到缩小沿翼缘宽度方向力学性能不均匀的目的。本发明还提供了一种
一种基于异型坯轧制成型的热轧H型钢及其制备方法.pdf
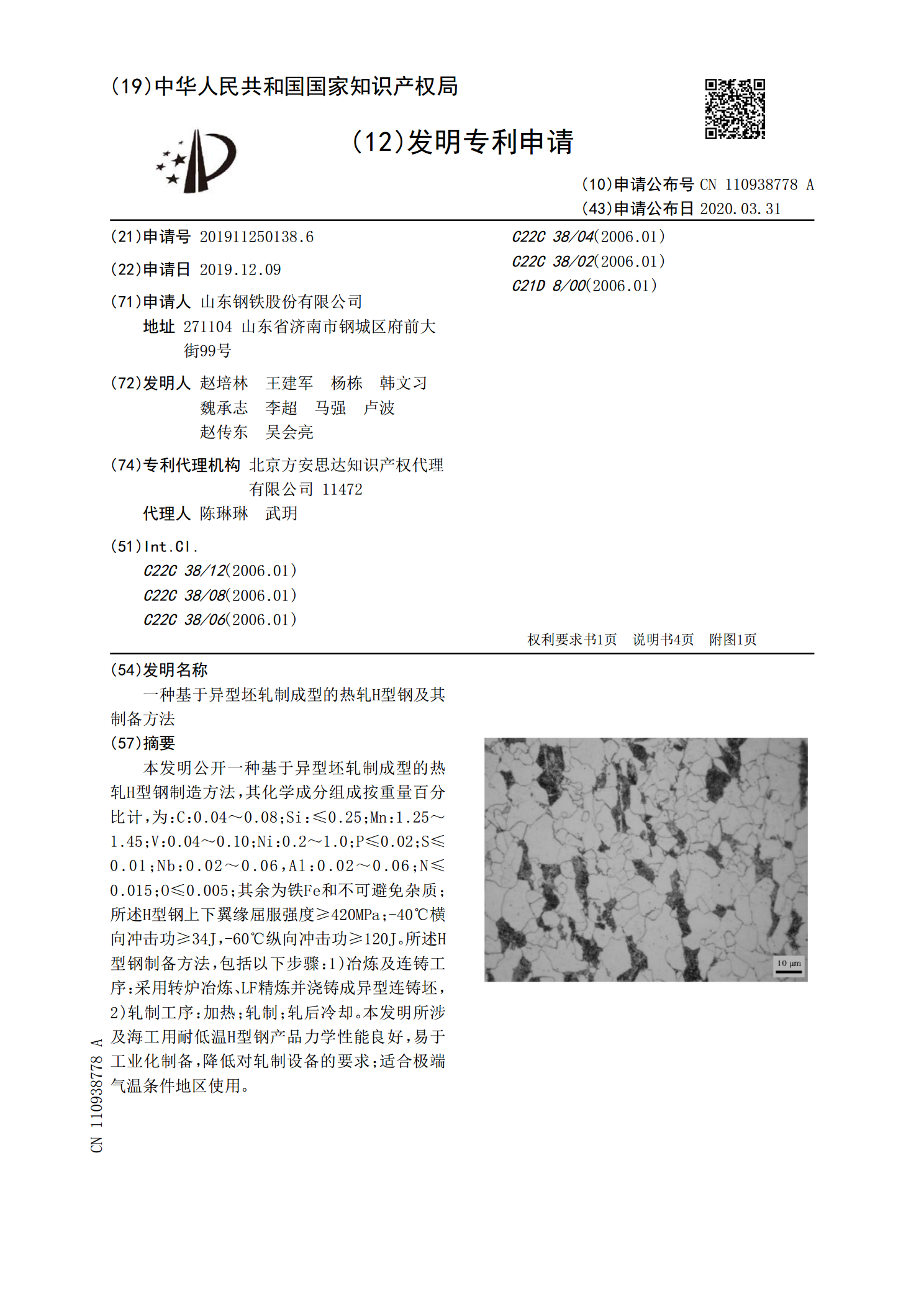
本发明公开一种基于异型坯轧制成型的热轧H型钢制造方法,其化学成分组成按重量百分比计,为:C:0.04~0.08;Si:≤0.25;Mn:1.25~1.45;V:0.04~0.10;Ni:0.2~1.0;P≤0.02;S≤0.01;Nb:0.02~0.06,Al:0.02~0.06;N≤0.015;O≤0.005;其余为铁Fe和不可避免杂质;所述H型钢上下翼缘屈服强度≥420MPa;‑40℃横向冲击功≥34J,‑60℃纵向冲击功≥120J。所述H型钢制备方法,包括以下步骤:1)冶炼及连铸工序:采用转炉冶炼、

一种C型滑轨热挤压成型的方法.pdf
本发明涉及C型滑轨热挤压成型的方法,成型系统包括坯料加工设备、加热炉、润滑设备、热挤压机、热处理炉、矫直机和定尺及检验设备。成型步骤为:⑴坯料加工:加工外表面及圆角;⑵坯料加热:分段加热、保温法加热;⑶润滑:坯料外表面、工件与挤压模具之间玻璃粉润滑;⑷制备工模具:热挤压模具包括具有C型滑轨外部轮廓的模腔套;⑸热挤压:对坯料热挤压成型;⑹热处理:保护气氛下810℃退火;⑺矫直:热处理后的产品进行矫直;⑻定尺:产品定切到要求的长度;⑼检验:检验表面质量、尺寸和性能。本发明通过合理配置成型系统的设备,优化了生产

一种碲化铋热电材料热挤压成型方法.pdf
一种碲化铋热电材料热挤压成型方法,所述方法包括步骤:获取Bi、Te、Sb和Se的单质原料;将所述单质原料破碎成预设直径的块状体;按照预设化学计量比称量所述块状体;混合所述块状体后并在第一保护气体环境下置于真空高频感应熔炼炉中熔炼成铸锭;将所述铸锭进行球磨并得到粉末体;将所述粉末体用超声波检验筛进行筛选;将筛选后的所述粉末体装入挤压模具中并在第二保护气体环境下进行热挤压并得到碲化铋棒材;将所述碲化铋棒材置于管式气氛炉中并在第三保护气体环境下进行热处理并得到碲化铋热电材料。本申请将粉末冶金与热挤压工艺相结合,