
一种用工业微波炉固化炭/炭复合材料坯体的方法.pdf

猫巷****志敏

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用工业微波炉固化炭/炭复合材料坯体的方法.pdf
一种用工业微波炉固化炭/炭复合材料坯体的方法,将含树脂的炭/炭复合材料的坯体或带有定成型坯体模具的坯体放入工业微波炉中,在空气气氛或惰性气体保护下加热,加热温度为80℃~100℃,加热时间为55~65min,温升控制在1℃~1.5℃/min,80~90℃保温60min~130min,再置于空气中自然冷却至室温,即成。本发明具有以下优点:(1)工艺简单、易控,可靠性高,自动化程度高,运行维护费用低,生产成本低;(2)固化时间短,生产周期短,省时50%~75%,生产效率高,设备使用率高;(3)固化温度低,能耗
一种生产飞机刹车盘用炭-炭复合材料坯体的方法.pdf
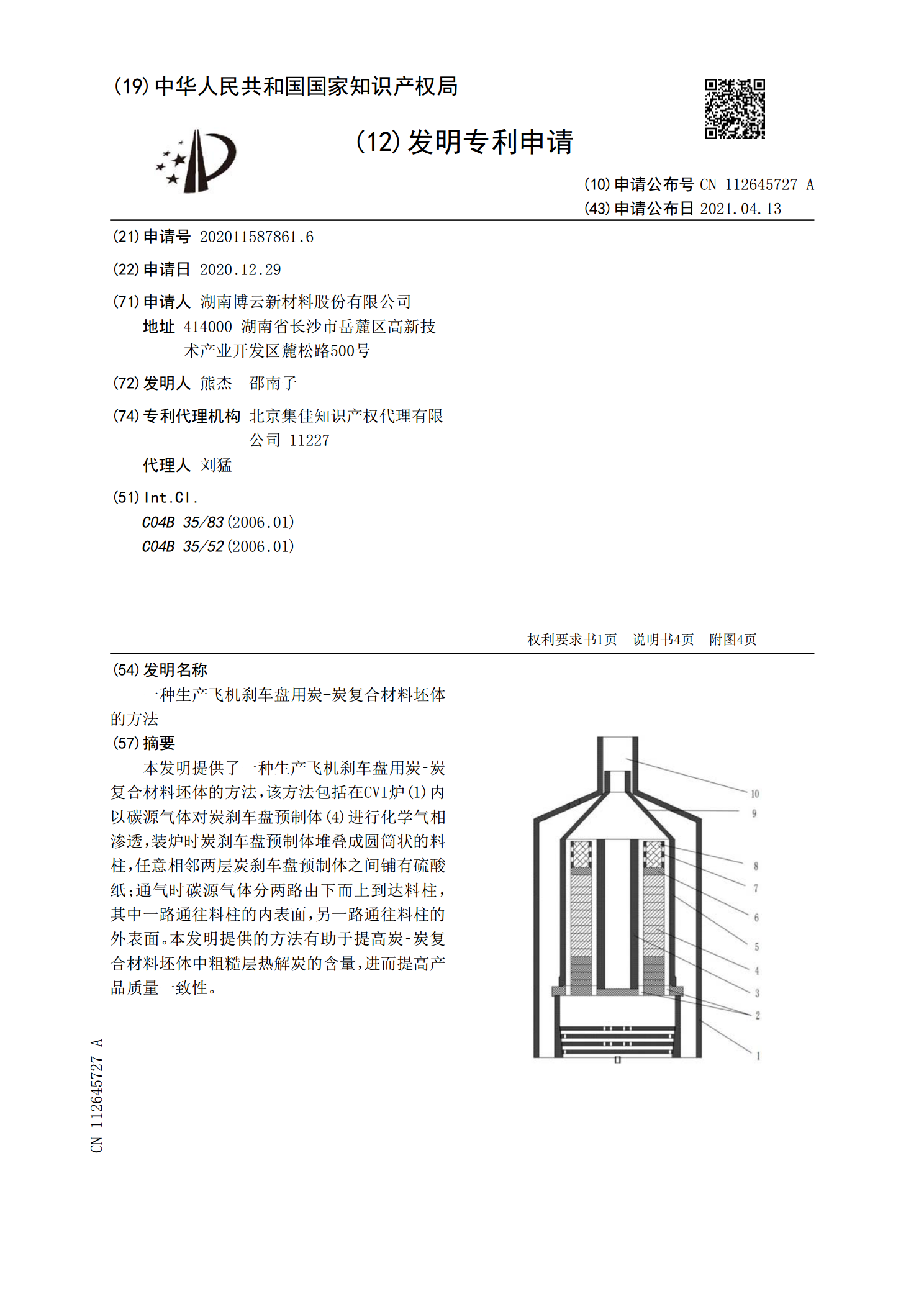
本发明提供了一种生产飞机刹车盘用炭‑炭复合材料坯体的方法,该方法包括在CVI炉(1)内以碳源气体对炭刹车盘预制体(4)进行化学气相渗透,装炉时炭刹车盘预制体堆叠成圆筒状的料柱,任意相邻两层炭刹车盘预制体之间铺有硫酸纸;通气时碳源气体分两路由下而上到达料柱,其中一路通往料柱的内表面,另一路通往料柱的外表面。本发明提供的方法有助于提高炭‑炭复合材料坯体中粗糙层热解炭的含量,进而提高产品质量一致性。
一种高温炉用炭/炭复合材料的制备方法.pdf
本发明提供了一种炭/炭复合材料的制备方法,包括:a)提供炭纤维坯体;所述炭纤维坯体由至少两层炭纤维型材编制而成;b)将所述炭纤维坯体浸入树脂材料中,进行浸渍,得到预制件;c)将所述预制件进行预固化和热压固化成型得到成型件;d)将所述成型件进行炭化处理,得到炭/炭复合材料。本发明提供的制备方法制备的炭/炭复合材料层间结合力强,弯曲强度高,不容易分层开裂。
活性炭、制备活性炭的原料和坯体以及坯体的制备方法.pdf
本发明公开了活性炭、制备活性炭的原料和坯体以及坯体的制备方法,属于活性炭的技术领域。用于制备高成型率活性炭的原料,包括按重量份数计的竹质炭粉55~70份、多孔黏土矿物20~50份、有机粘结剂3~8份、无机粘接剂5~10份、水30~45份。本发明的蜂窝状活性炭采用的原料成本低,不使用有害性原料,无需陈化,显著缩短生产周期,制备得到的蜂窝状活性炭成型率高,无开裂及变形等缺陷,显著提升生产效率。经验证,所得蜂窝状活性炭的碘值和抗压强度高,具有较强的耐水性和耐水冲击性,可稳定应用于有水环境中,具有极强的实用性。
一种炭/炭复合材料的制备方法.pdf
本发明提出的一种炭/炭复合材料的制备方法,利用电镀法在碳纤维布上加载镍催化剂,保证了催化剂的小粒度及分布均匀性,减少了原材料的用量;采用化学气相沉积法制备炭/炭复合材料时,借助镍催化剂加速源气体的芳构化过程,提高源气体的转化率并加速沉积过程,缩短炭/炭复合材料的制作周期,降低炭/炭复合材料的制备成本。本发明涉及一种以镍板为阳极,碳布为阴极在碳纤维上镀镍;烘干后叠层穿刺制成预制体;将预制体置于化学气相沉积炉中,用窄缝沉积法制备炭/炭复合材料。本发明借助Ni催化剂加速源气体的芳构化过程,提高源气体的转化率,可