
任务二车外圆、端面及倒角.ppt

sy****28

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

任务二车外圆、端面及倒角.ppt
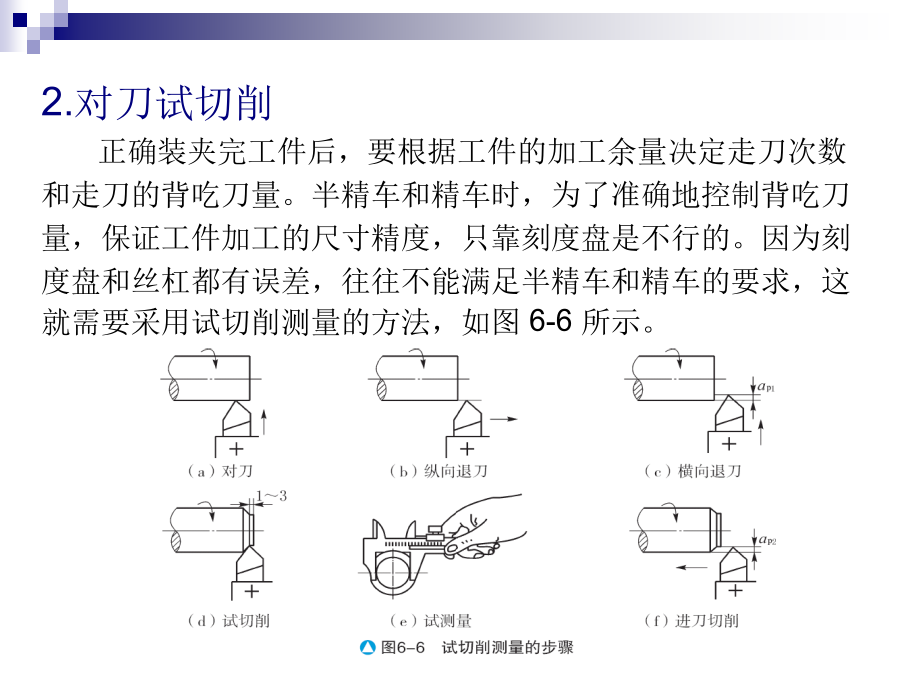
项目6车外圆、端面和倒角任务二车外圆、端面及倒角一、车外圆的步骤与方法1.加工准备(1)根据图样检查工件的加工余量和要求,选择合适的切削用量。在零件材料为45钢的情况下粗车外圆时,通常背吃刀量为1.5~3mm,主轴转速为500~800r/min,进给量为0.2~0.4mm/r。精车外圆时,通常余量为0.5mm(直径方向),主轴转速为900~1200r/min,进给量为0.1mm/r左右。(2)合理刃磨并正确安装车刀,按要求校正并夹紧工件。2.对刀试切削正确装夹完工件后,要根据工件的加工余量决定走刀次数和走

实训课题二 车外圆和端面.doc
实训课题二车外圆和端面一、技能训练要求1、掌握车刀的种类、用途和安装方法2、掌握工件的装夹方法3、掌握钢直尺和卡钳和使用方法4、掌握粗车、精车时切削用量的选择方法5、初步掌握车外圆、车端面的方法二、相关理论知识及实训内容安排1、相关理论知识(2课时)①、车刀的种类外圆车刀:用于车削外圆、台阶和端面45O车刀:车削工件的端面和倒角,也可车削短轴的外圆切断刀:用于切断和切沟槽螺纹车刀:加工内外螺纹②、车刀的安装方法A、刀尖应与工件轴线等高B、车刀刀杆应与工件轴线垂直C、刀杆伸出刀架不宜过长,一般为刀杆厚度的1

第二单元 课题二 车外圆、端面和阶台.doc
课堂教案年月日(星期)课题课题二车外圆、端面和阶台教学目的1、掌握工件及车刀的装夹方法2、掌握外圆、端面和阶台的车削方法。教学重点外圆的车削和测量方法课的类型理论、实习一体化教学教学方法讲授、示范、指导训练教具游标卡尺、千分尺、中心钻、外圆车刀教学内容课前准备:1、检查教案、教具的准备情况2、检查学生出勤情况,精神面貌教案进程:复习旧课导入新课一、外圆车刀1、车刀的种类、特征和用途2、常用外圆车刀种类:90°75°45°⑴90°外圆车刀简称偏刀,分为左偏刀和右偏刀。(图2-1)左偏刀:主要用于由左向右纵向

木杆端面倒角装置.pdf
本发明公开了一种木杆端面倒角装置,包括基架,基架的上部倾斜设置,倾斜设置的基架的上、下端均通过转轴安装有链轮并连接动力源,链轮上通过链板安装有输送槽板,输送槽板上开有U型槽;其中上端的转轴两端安装有一组对称设置的偏心切刀,基架的上端连接有弧形支撑板,弧形支撑板内壁上安装有呈弧线设置的一组挤压辊,弧形支撑板的下方基架上通过导料板连接输送轨道。本发明结构设计合理、巧妙,待加工的木杆通过斜置的输送轨道输送、通过弧形的压力结构径向固定,利用偏心设置的切刀来完成对圆木杆的倒角工作,极大的提高了工作效率。

课题二车外圆.doc
数控车床的编程特点(1)在一个程序段中,根据图样上标注的尺寸,可以采用绝对值编程、增量值编程或二者混合编程。(2)由于被加工零件的径向尺寸在图样上和测量时,都是以直径值表示。所以直径方向用绝对值编程时,X以直径值表示,用增量值编程时,以径向实际位移量的二倍值表示,并附上方向符号(正向可以省略)。(3)为提高工件的径向尺寸精度,X向的脉冲当量取Z向的一半。(4)由于车削加工常用棒料或锻料作为毛坯,加工余量较大,所以为简化编程,数控装置常具备不同形式的固定循环,可进行多次重复循环