
一种铜箔的压延方法.pdf

瀚玥****魔王

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铜箔的压延方法.pdf
本发明公开一种铜箔的压延方法,包括以下步骤:a、将厚度为0.08~0.12mm的铜带进行热处理;b、铜带在冷轧机上冷轧,制得铜箔,所述热处理是将铜带置于真空退火炉中,在500~600℃下,保温2~3小时后,再用含氢气的气体吹冷至室温。本发明的方法能将冷轧前处理时间由原来的12~20小时缩短至3~4小时,而冷轧速度可提高至20~25米/分钟,从而显著提高整个加工效率,一次冷轧压下率在85%以上,成品率可达到98%以上。

一种压延铜箔粗化处理方法.pdf
本发明公开了一种压延铜箔粗化处理方法,压延铜箔开卷后依次经过电解脱脂、化学脱脂、活化、粗化、水洗、烘干及收卷;可在生产流水线上进行。通过在弱酸体系中,对压延铜箔只进行一次粗化处理,在铜箔表面生长一层较牢固的二元或三元金属合金镀层。本发明替代传统的复杂粗化工艺,工艺简单,成本低;在铜箔表面形成微细的粗化颗粒,粗糙度低,且比表面积大,抗剥离强度较大,处理后的铜箔属于超低轮廓,符合高频、高速对低轮廓铜箔的应用要求。
一种压延铜箔的卷收设备.pdf
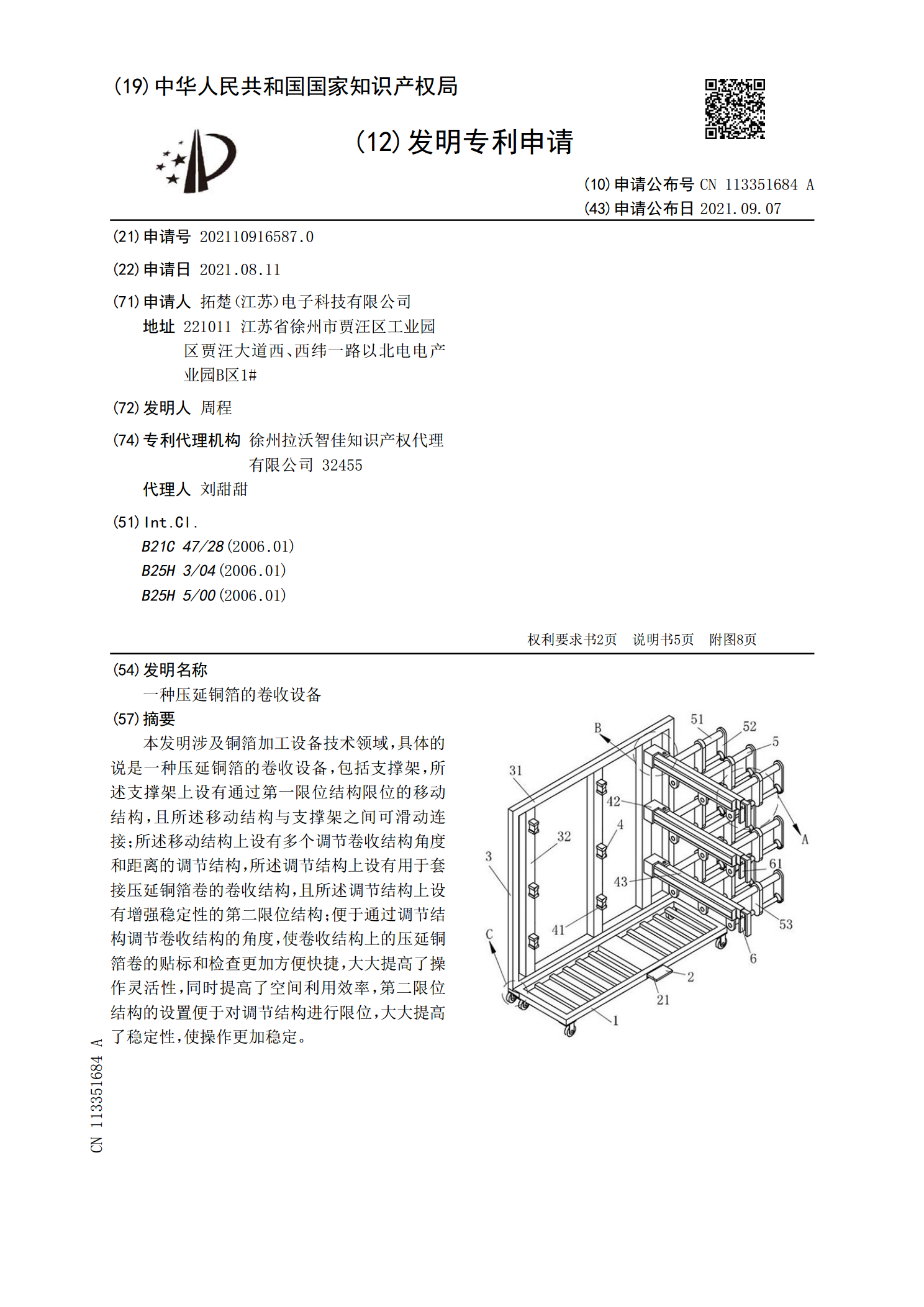
本发明涉及铜箔加工设备技术领域,具体的说是一种压延铜箔的卷收设备,包括支撑架,所述支撑架上设有通过第一限位结构限位的移动结构,且所述移动结构与支撑架之间可滑动连接;所述移动结构上设有多个调节卷收结构角度和距离的调节结构,所述调节结构上设有用于套接压延铜箔卷的卷收结构,且所述调节结构上设有增强稳定性的第二限位结构;便于通过调节结构调节卷收结构的角度,使卷收结构上的压延铜箔卷的贴标和检查更加方便快捷,大大提高了操作灵活性,同时提高了空间利用效率,第二限位结构的设置便于对调节结构进行限位,大大提高了稳定性,使操
一种压延铜箔坯料的加工工艺.pdf
本发明实施例公开了一种压延铜箔坯料的加工工艺,包括以下步骤:采用立式全连铸造生产含氧韧铜熔铸方坯,通过热轧开坯铣面,然后通过双机架冷连轧,轧至粗轧坯;粗轧坯进行切边后,送入钟罩炉退火后清洗,然后进入中轧机,轧至中轧坯;中轧坯通过气垫式退火炉中间退火,再进入精轧机,轧至精轧坯;精轧坯通过气垫式退火炉中间退火,再进入二十辊精轧机,轧至压延铜箔所需坯料厚度;压延铜箔坯料通过气垫式退火炉进行成品退火;通过直拉式纵剪进行剪切;在剪切卷取前通过12辊矫直,最后成品质检,包装。本发明的压延铜箔坯料的加工工艺突破了普通冷

压延铜箔工艺研究.docx
压延铜箔工艺研究一、引言压延铜箔是一种重要的金属薄板材料,广泛应用于电子、通讯、建筑等领域。在电子领域特别是芯片、半导体产业中,压延铜箔是制造PCB板、内层线路以及BGA封装等重要材料,其质量和性能直接关系到整个电子产品的稳定性和可靠性,是保证电子产品品质的重要因素。因此,研究和优化压延铜箔的加工工艺对于改善产品质量、提高生产效率有着重要的意义。二、压延铜箔工艺原理及流程压延铜箔是通过将铜坯加工成铜箔,其工艺流程主要包括原材料配料、熔炼、铜锭制备、预热、轧制、退火、涂覆、剪裁等多个环节。1.原材料配料:铜