
一种压延铜箔坯料的加工工艺.pdf

长春****主a

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种压延铜箔坯料的加工工艺.pdf
本发明实施例公开了一种压延铜箔坯料的加工工艺,包括以下步骤:采用立式全连铸造生产含氧韧铜熔铸方坯,通过热轧开坯铣面,然后通过双机架冷连轧,轧至粗轧坯;粗轧坯进行切边后,送入钟罩炉退火后清洗,然后进入中轧机,轧至中轧坯;中轧坯通过气垫式退火炉中间退火,再进入精轧机,轧至精轧坯;精轧坯通过气垫式退火炉中间退火,再进入二十辊精轧机,轧至压延铜箔所需坯料厚度;压延铜箔坯料通过气垫式退火炉进行成品退火;通过直拉式纵剪进行剪切;在剪切卷取前通过12辊矫直,最后成品质检,包装。本发明的压延铜箔坯料的加工工艺突破了普通冷

压延铜箔工艺研究.docx
压延铜箔工艺研究一、引言压延铜箔是一种重要的金属薄板材料,广泛应用于电子、通讯、建筑等领域。在电子领域特别是芯片、半导体产业中,压延铜箔是制造PCB板、内层线路以及BGA封装等重要材料,其质量和性能直接关系到整个电子产品的稳定性和可靠性,是保证电子产品品质的重要因素。因此,研究和优化压延铜箔的加工工艺对于改善产品质量、提高生产效率有着重要的意义。二、压延铜箔工艺原理及流程压延铜箔是通过将铜坯加工成铜箔,其工艺流程主要包括原材料配料、熔炼、铜锭制备、预热、轧制、退火、涂覆、剪裁等多个环节。1.原材料配料:铜
一种坯料加工工艺及坯料加工生产线.pdf
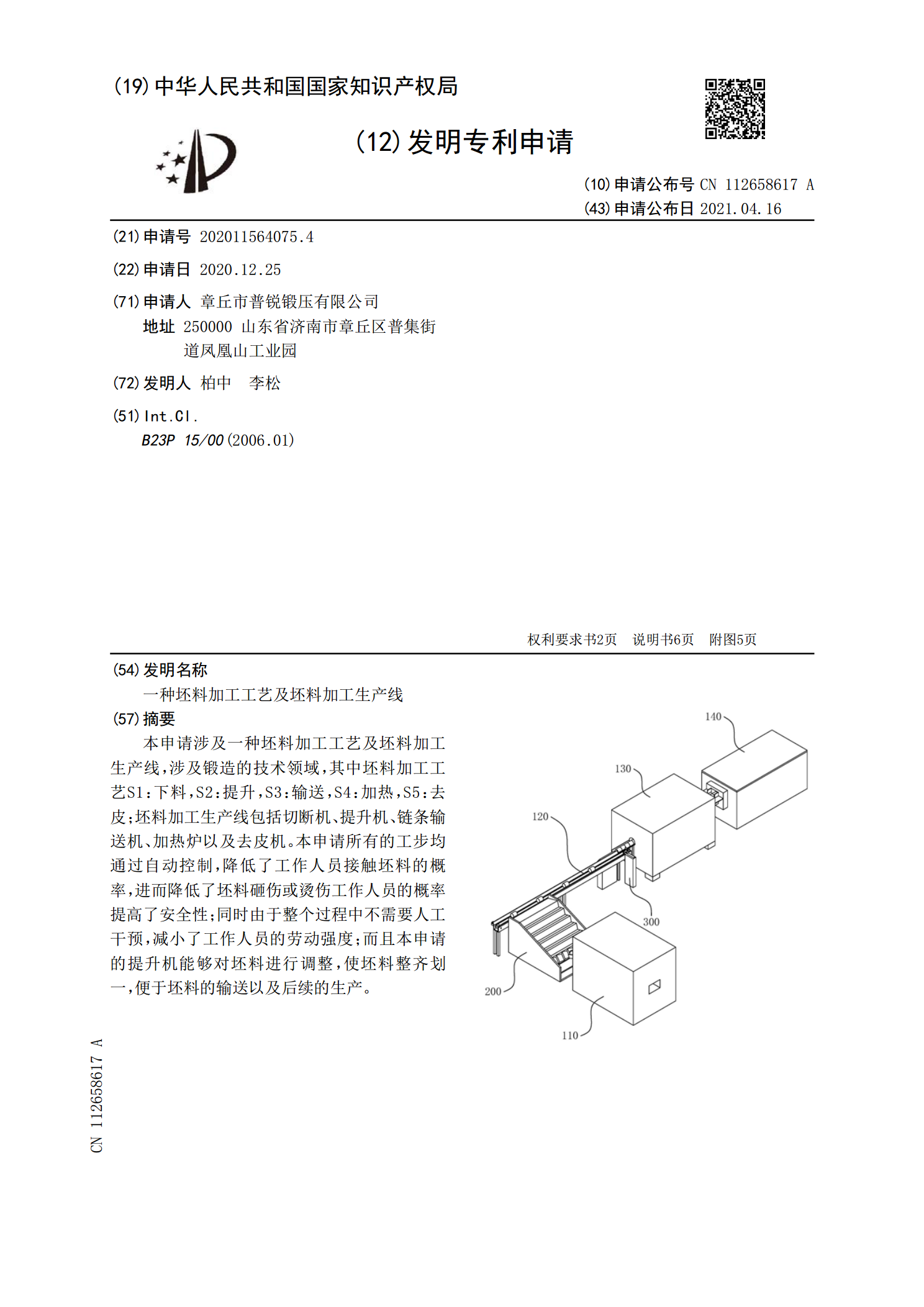
本申请涉及一种坯料加工工艺及坯料加工生产线,涉及锻造的技术领域,其中坯料加工工艺S1:下料,S2:提升,S3:输送,S4:加热,S5:去皮;坯料加工生产线包括切断机、提升机、链条输送机、加热炉以及去皮机。本申请所有的工步均通过自动控制,降低了工作人员接触坯料的概率,进而降低了坯料砸伤或烫伤工作人员的概率提高了安全性;同时由于整个过程中不需要人工干预,减小了工作人员的劳动强度;而且本申请的提升机能够对坯料进行调整,使坯料整齐划一,便于坯料的输送以及后续的生产。
一种铜箔的压延方法.pdf
本发明公开一种铜箔的压延方法,包括以下步骤:a、将厚度为0.08~0.12mm的铜带进行热处理;b、铜带在冷轧机上冷轧,制得铜箔,所述热处理是将铜带置于真空退火炉中,在500~600℃下,保温2~3小时后,再用含氢气的气体吹冷至室温。本发明的方法能将冷轧前处理时间由原来的12~20小时缩短至3~4小时,而冷轧速度可提高至20~25米/分钟,从而显著提高整个加工效率,一次冷轧压下率在85%以上,成品率可达到98%以上。

压延铜箔表面处理工艺的初步研究.docx
压延铜箔表面处理工艺的初步研究压延铜箔是一种广泛应用于电子、通讯、航空航天和国防等领域的重要材料。其表面处理工艺对于提高铜箔的表面平整度、表面质量和耐腐蚀性能具有至关重要的作用。本文将就压延铜箔表面处理工艺的初步研究进行探讨。一、压延铜箔表面处理方法分类压延铜箔的表面处理方法主要包括机械抛光、电化学抛光和电化学研磨等几种。其中,机械抛光是指通过机械磨削的方式,去除铜箔表面的微小凸起和表面氧化物等杂质。电化学抛光是指通过电化学反应的方式,使表面的氧化物、碳化物以及其他杂质得以去除,同时能够使表面变得更加平滑