
一种辊棒式球化退火生产线及等温球化退火方法.pdf

小凌****甜蜜

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种辊棒式球化退火生产线及等温球化退火方法.pdf
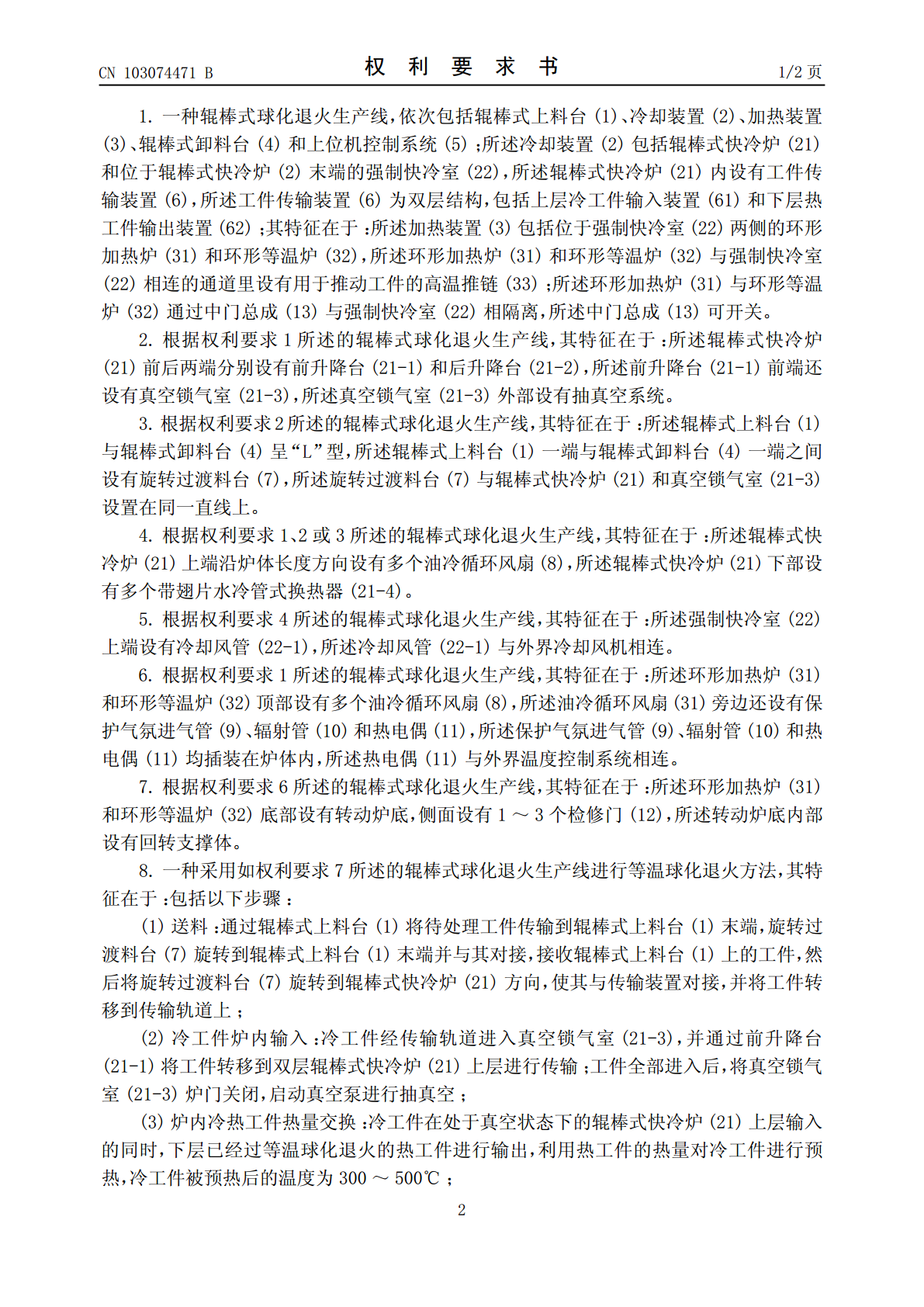
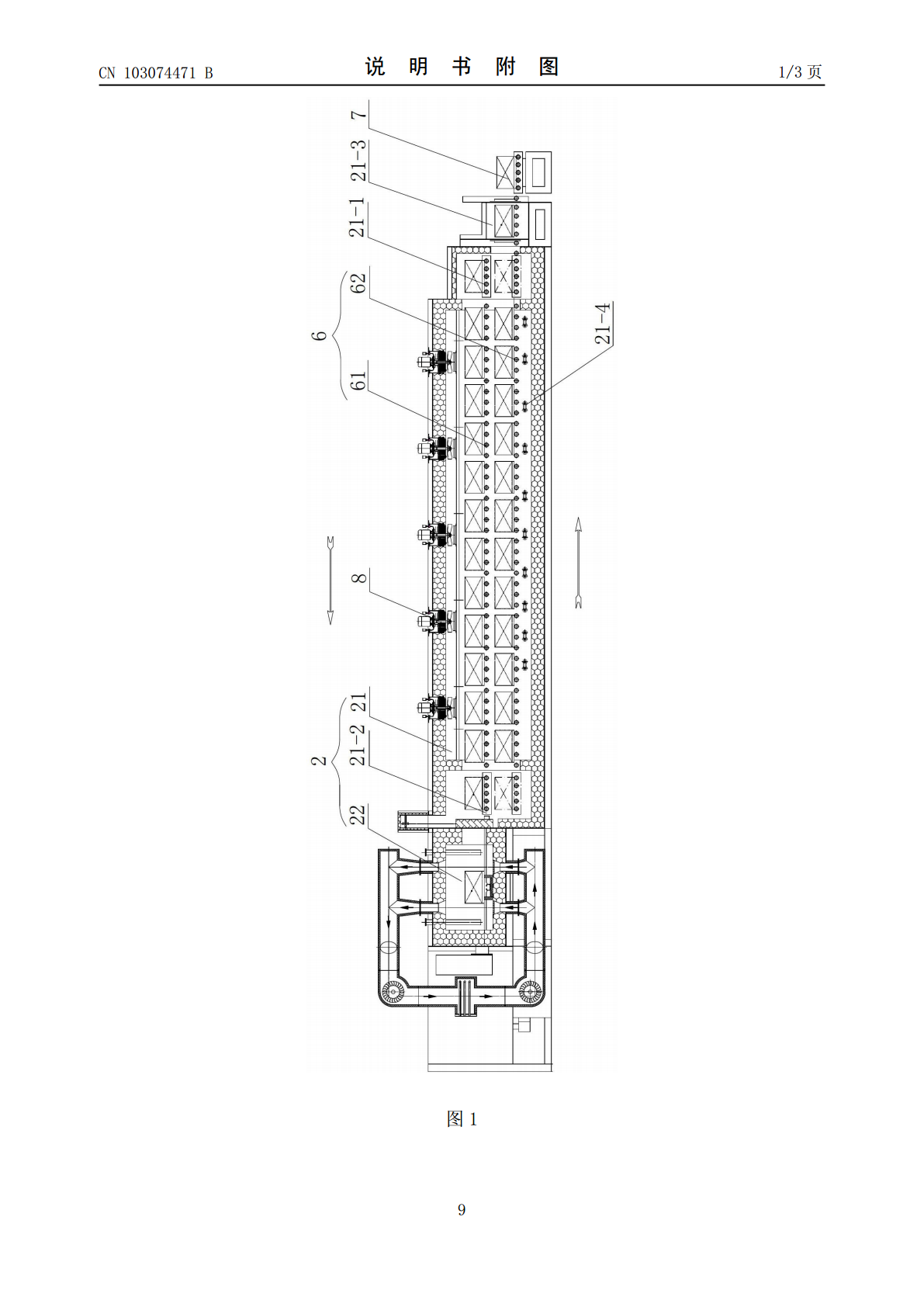
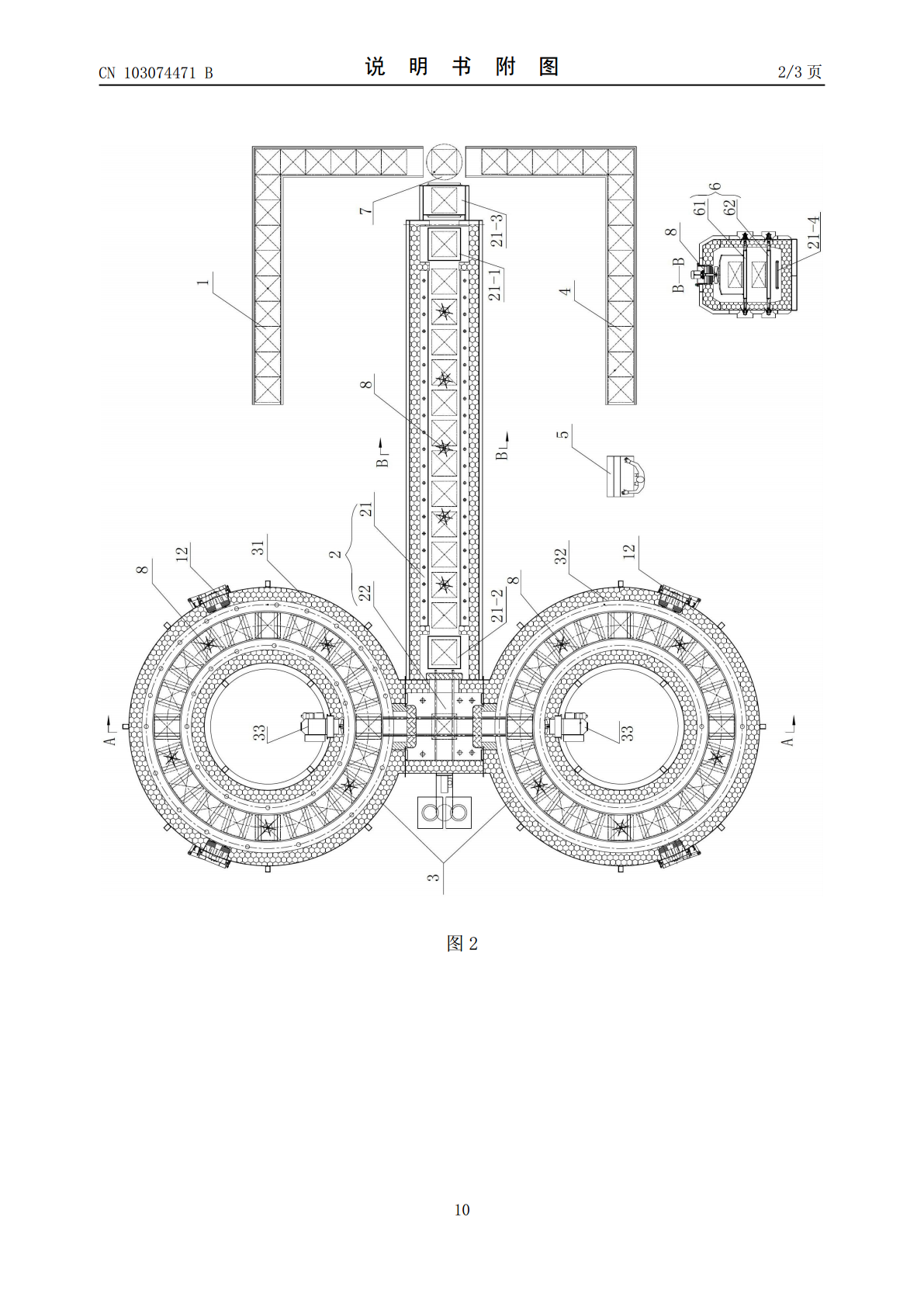
本发明涉及一种环形等温球化退火生产线和运用该生产线进行等温球化退火的方法,该生产线依次包括辊棒式上料台、冷却装置、加热装置、辊棒式卸料台和上位机控制系统;冷却装置包括辊棒式快冷炉和位于辊棒式快冷炉末端的强制快冷室,辊棒式快冷炉内设有工件传输装置,工件传输装置为双层结构,包括上层冷工件输入装置和下层热工件输出装置;该球化退火方法包括送料、炉内冷热工件热量交换、工件奥氏体化、等温处理、工件的冷却及输出和卸料等步骤;本发明用途广泛,可用于大批量零件或原材料的球化退火处理,也可用于零件的等温正火处理,且本发明生产
一种等温球化退火生产线.pdf
本发明公开了一种等温球化退火生产线,包括上料台、炉体、卸料台和温度、电气控制系统,所述炉体的两端分别连接有前、后真空室,所述前、后真空室均包括上箱体和下箱体,所述前、后真空室均位于外炉门和内炉门之间,所述外炉门处设有抽真空氮气转换系统,所述外炉门和内炉门上方均设有升降系统,所述前、后真空室内设有辊道,本发明所公开的等温球化退火生产线在炉体的两端分别连接有前、后真空室,可以保证工件表面加热过程不继续氧化,提高产品质量,降低企业成本。
一种钢的等温球化退火方法.pdf
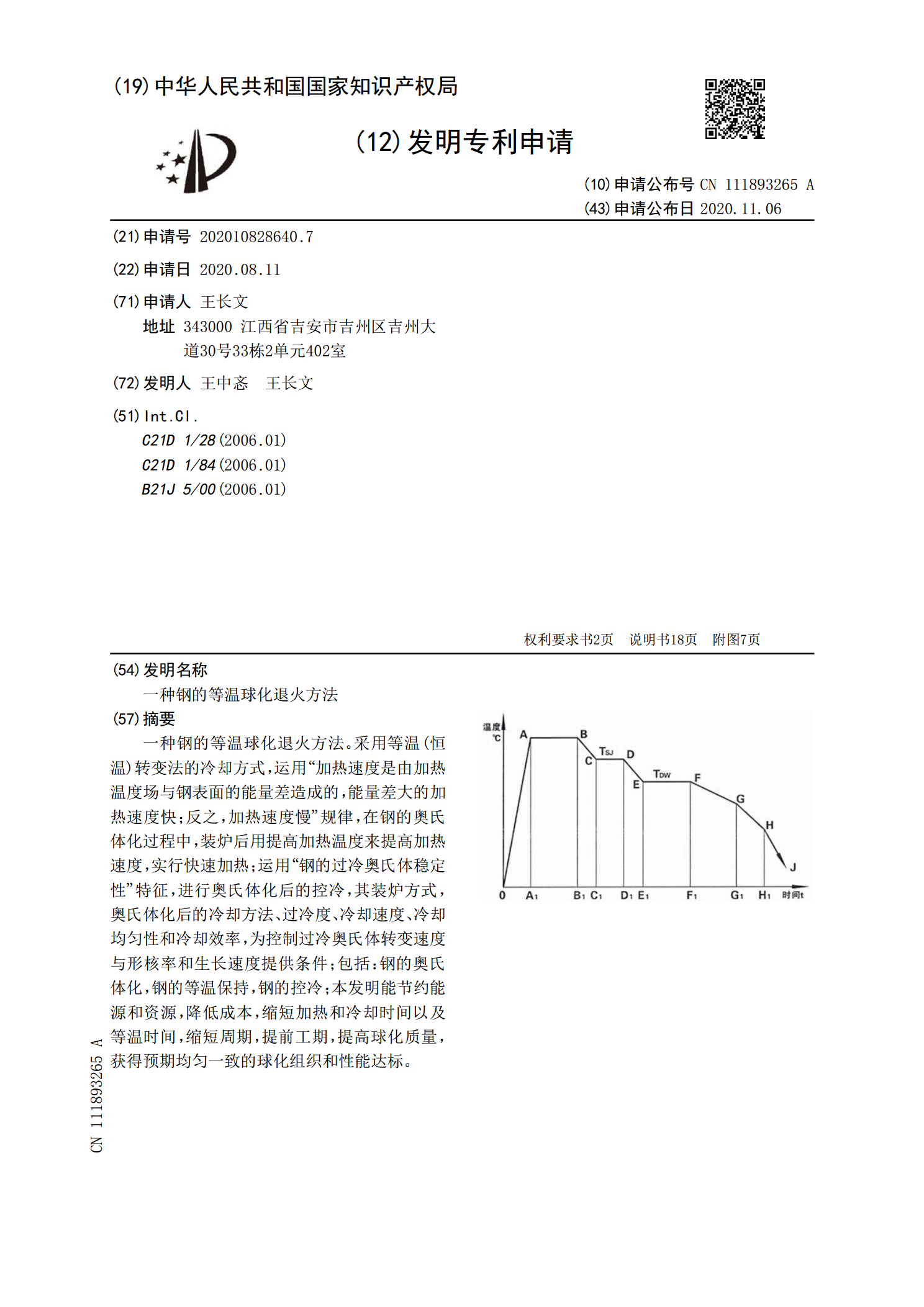
一种钢的等温球化退火方法。采用等温(恒温)转变法的冷却方式,运用“加热速度是由加热温度场与钢表面的能量差造成的,能量差大的加热速度快;反之,加热速度慢”规律,在钢的奥氏体化过程中,装炉后用提高加热温度来提高加热速度,实行快速加热;运用“钢的过冷奥氏体稳定性”特征,进行奥氏体化后的控冷,其装炉方式,奥氏体化后的冷却方法、过冷度、冷却速度、冷却均匀性和冷却效率,为控制过冷奥氏体转变速度与形核率和生长速度提供条件;包括:钢的奥氏体化,钢的等温保持,钢的控冷;本发明能节约能源和资源,降低成本,缩短加热和冷却时间以
一种42CrMoA钢棒的快速等温球化退火方法.pdf
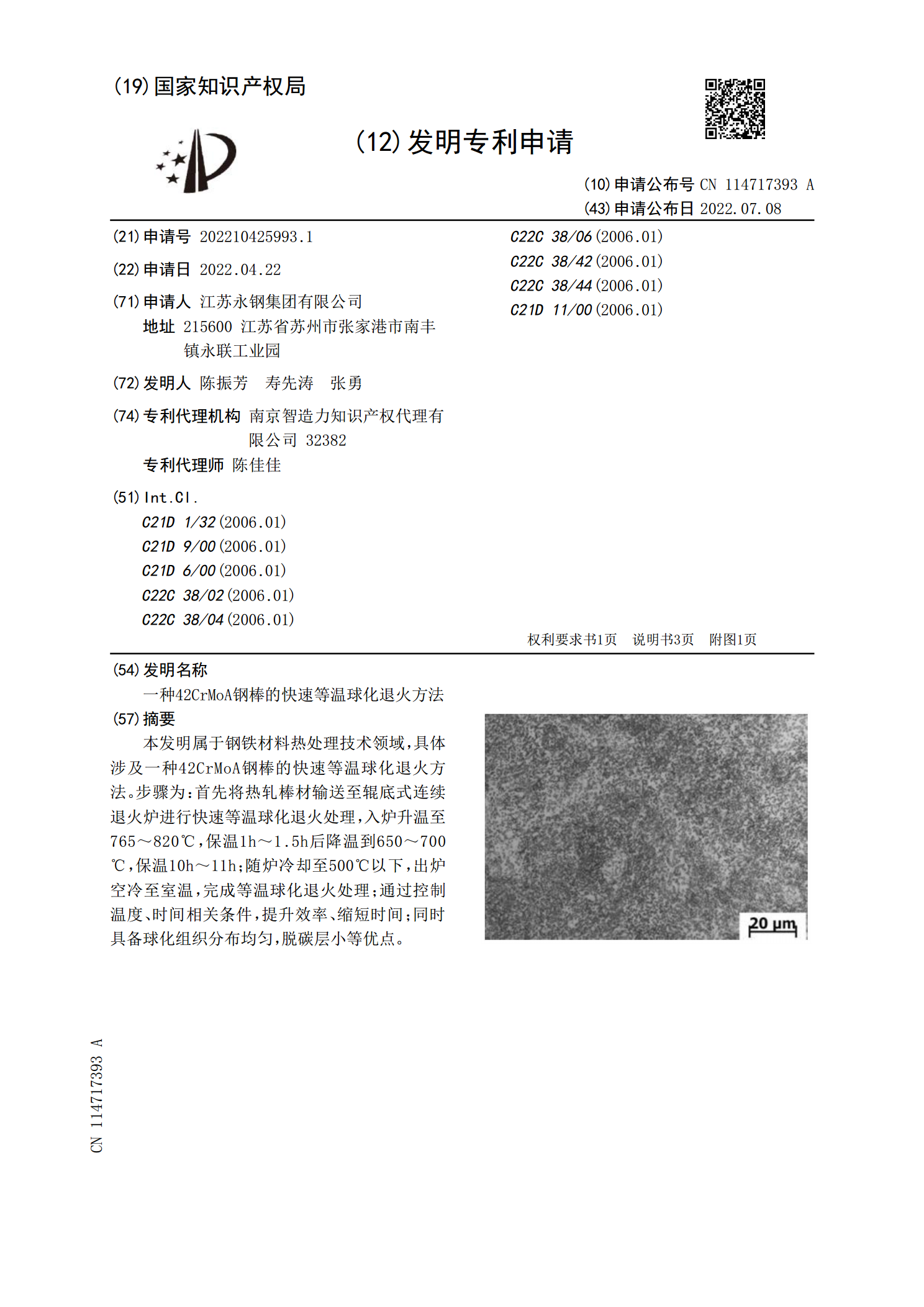
本发明属于钢铁材料热处理技术领域,具体涉及一种42CrMoA钢棒的快速等温球化退火方法。步骤为:首先将热轧棒材输送至辊底式连续退火炉进行快速等温球化退火处理,入炉升温至765~820℃,保温1h~1.5h后降温到650~700℃,保温10h~11h;随炉冷却至500℃以下,出炉空冷至室温,完成等温球化退火处理;通过控制温度、时间相关条件,提升效率、缩短时间;同时具备球化组织分布均匀,脱碳层小等优点。
一种汽车用碳素工具钢辊底式退火炉球化退火方法.pdf
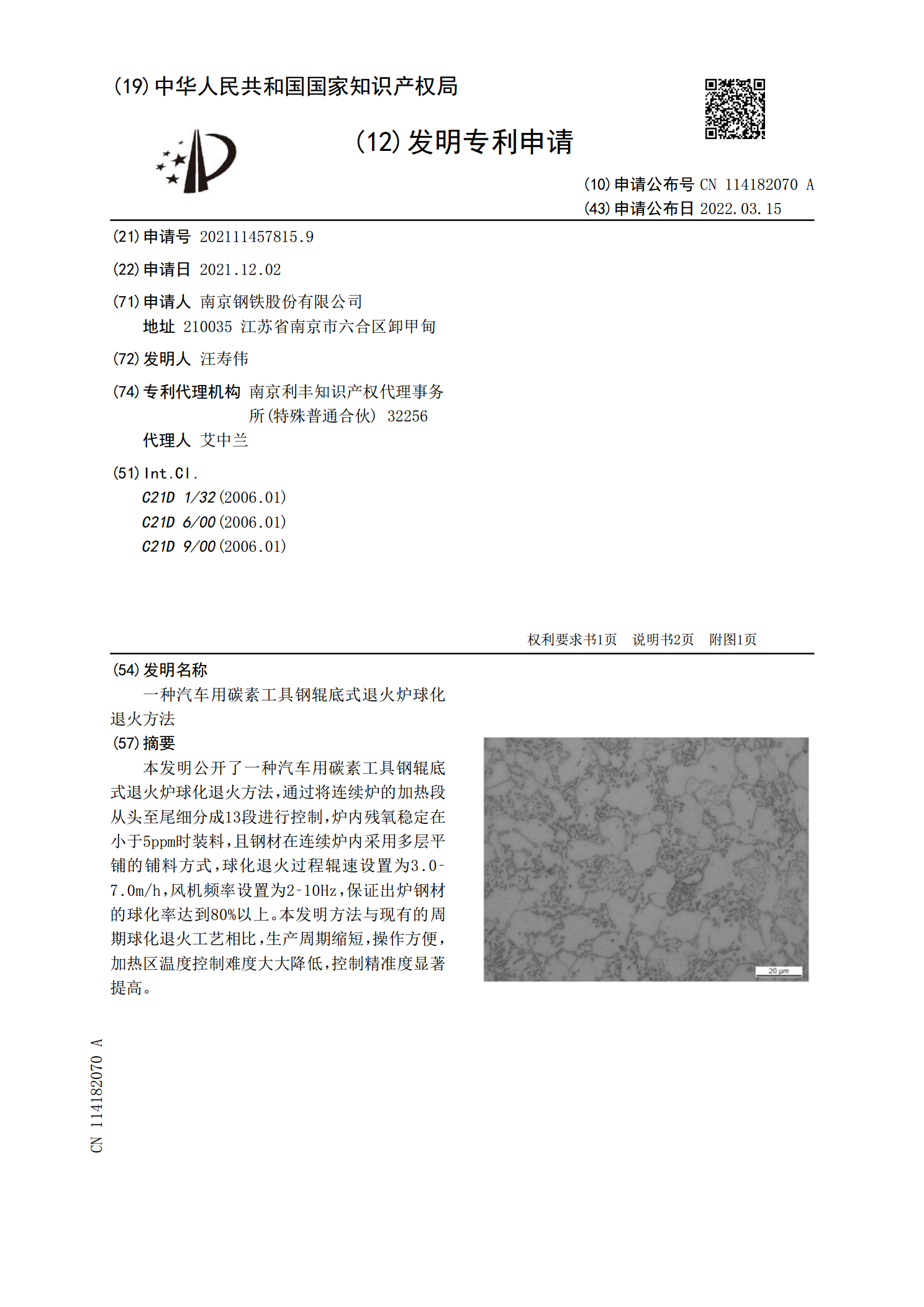
本发明公开了一种汽车用碳素工具钢辊底式退火炉球化退火方法,通过将连续炉的加热段从头至尾细分成13段进行控制,炉内残氧稳定在小于5ppm时装料,且钢材在连续炉内采用多层平铺的铺料方式,球化退火过程辊速设置为3.0‑7.0m/h,风机频率设置为2‑10Hz,保证出炉钢材的球化率达到80%以上。本发明方法与现有的周期球化退火工艺相比,生产周期缩短,操作方便,加热区温度控制难度大大降低,控制精准度显著提高。