
一种汽车用碳素工具钢辊底式退火炉球化退火方法.pdf

一条****杉淑

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车用碳素工具钢辊底式退火炉球化退火方法.pdf
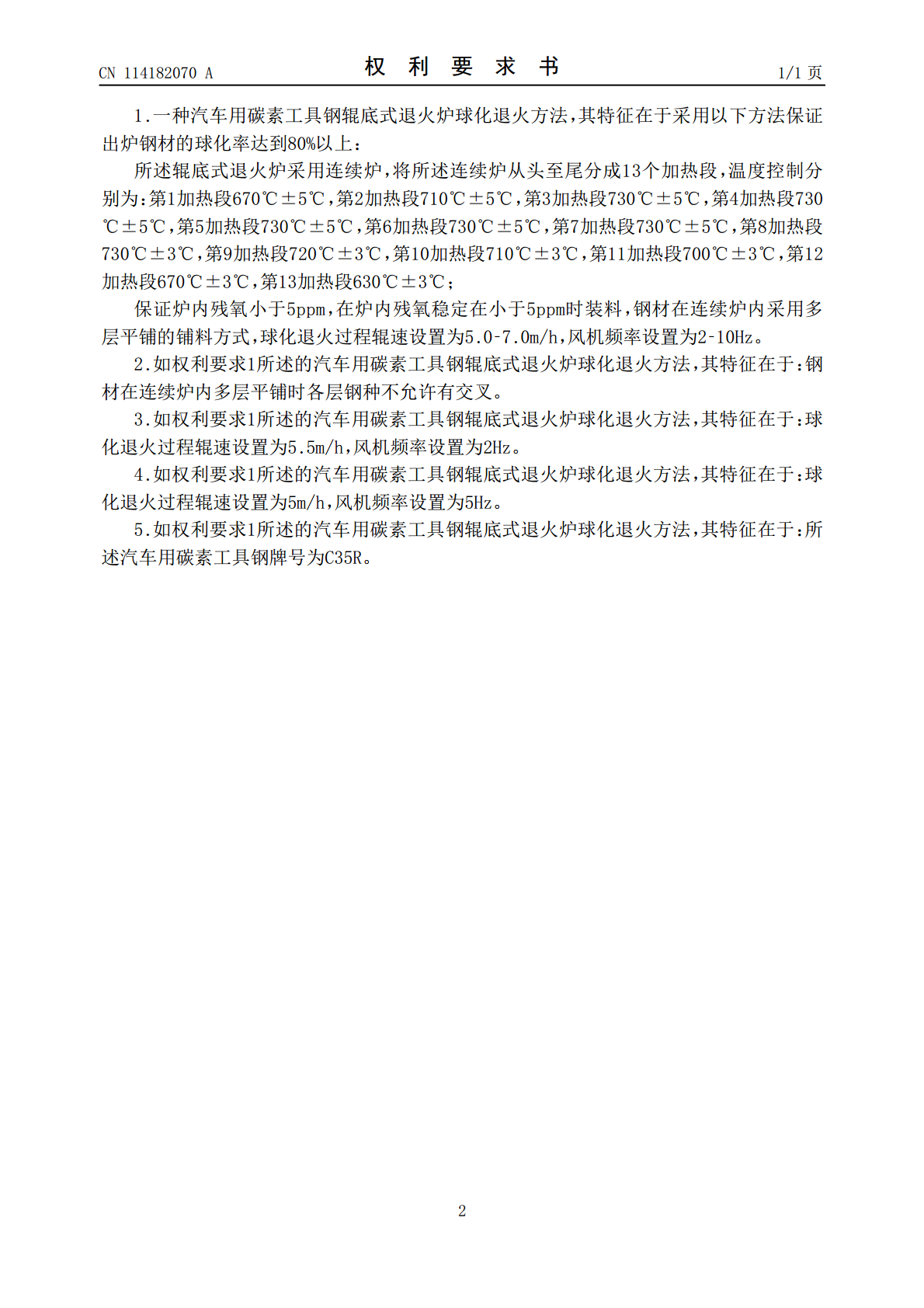
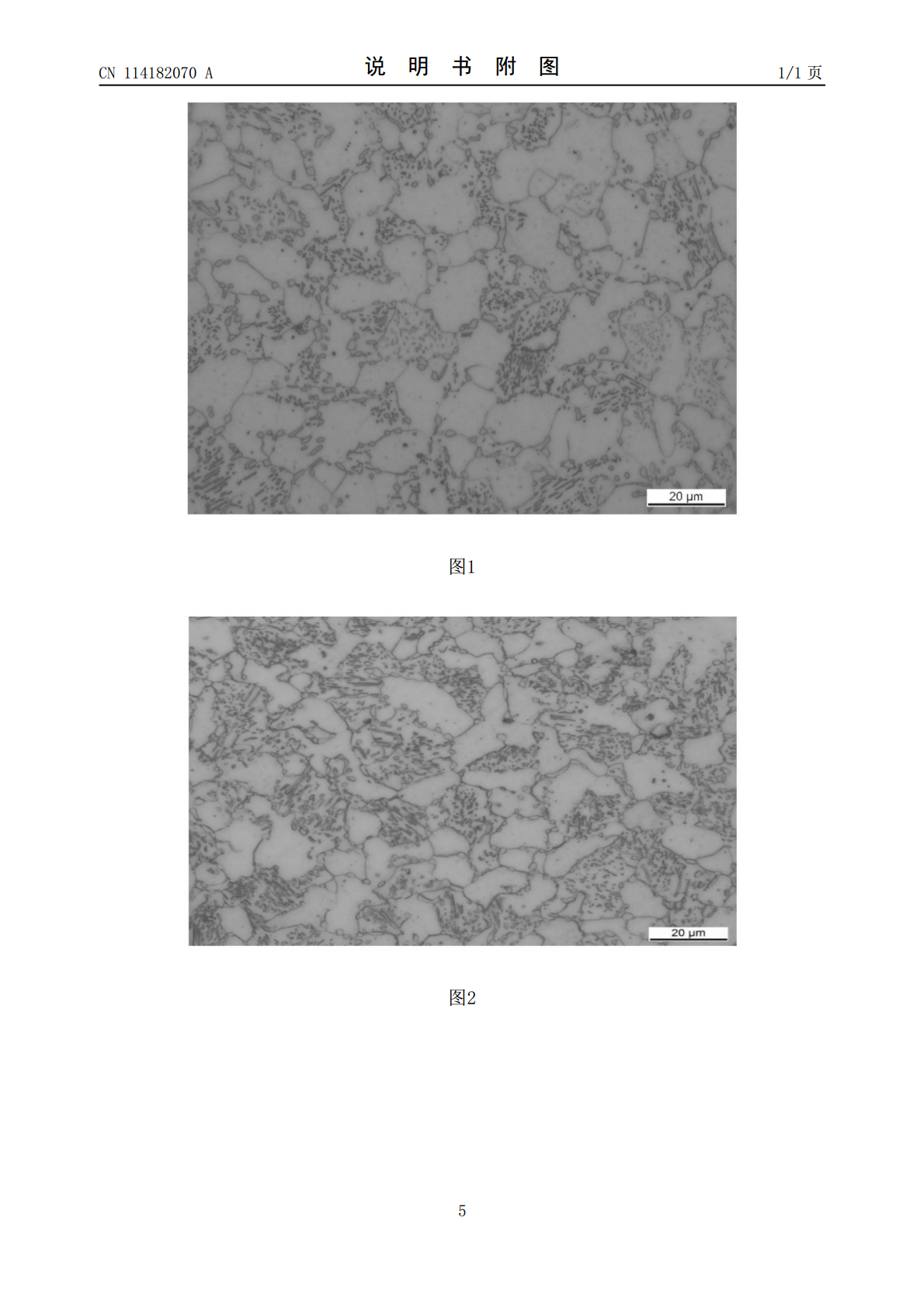
本发明公开了一种汽车用碳素工具钢辊底式退火炉球化退火方法,通过将连续炉的加热段从头至尾细分成13段进行控制,炉内残氧稳定在小于5ppm时装料,且钢材在连续炉内采用多层平铺的铺料方式,球化退火过程辊速设置为3.0‑7.0m/h,风机频率设置为2‑10Hz,保证出炉钢材的球化率达到80%以上。本发明方法与现有的周期球化退火工艺相比,生产周期缩短,操作方便,加热区温度控制难度大大降低,控制精准度显著提高。
清除辊底式连续球化退火炉内积碳的方法.pdf
本发明公开了一种清除辊底式连续球化退火炉内积碳的方法,是在退火炉空炉状态下,关闭退火炉的RX气体进气阀门和两侧炉门,然后加热退火炉,控制炉膛内温度达到650±10℃保持恒温,检测退火炉尾气,当尾气中CO

辊底式两用退火炉.pdf
本发明是辊底式两用退火炉,具有炉体,炉体内部设有由若干炉底辊组成的辊道,炉体的前部进料口端设有密封帘,炉体顶部设有检修口,炉体内部间隔设有挡火板和挡火墙,炉体的两侧侧壁上设有若干加热烧嘴;在炉体的中部设有若干高温段冷却辐射管,在炉体的尾段设有若干缓冷段冷却辐射管;在炉体的尾部与炉体出料口对接设有冷却段,冷却段包括有水冷套炉体钢结构,水冷套炉体钢结构内设有水冷套,水冷套中间设有辊道与炉体内的辊道相对接,水冷套中的辊道的上下两侧设有若干烟气冷却喷吹管;本发明可再结晶与球化处理两种热处理工艺共用,加工成品表面质
一种碳素工具钢球化退火工艺.pdf
本发明公开了一种碳素工具钢球化退火工艺,包括如下步骤:将碳素工具钢放置到球化退火炉内桶中设有的料盘上,关上炉盖;升温阶段;保温2~3小时;将内桶中的温度缓慢降温冷却至680℃,等温3~4.5小时,停止充入甲醇气体;强冷阶段;打开炉盖,将碳素工具钢吊出炉外,使其空气冷却至常温;本发明能够保证被处理工件具有良好的切削性能、硬度低和形变能力大,从而提高产品质量和使用性能。
一种汽车用棒材辊底式退火炉的正火工艺.pdf
本发明公开了一种汽车用棒材辊底式退火炉的正火工艺,它是将棒材置于辊底式退火炉中,经多段加热后完成正火工艺。与现有技术相比,本发明本发明保证出炉钢材的组织均匀以及脱碳合格,去除棒材的内应力,降低棒材的硬度,提高塑性。