
一种等温球化退火生产线.pdf

书生****22

1/6
2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种等温球化退火生产线.pdf
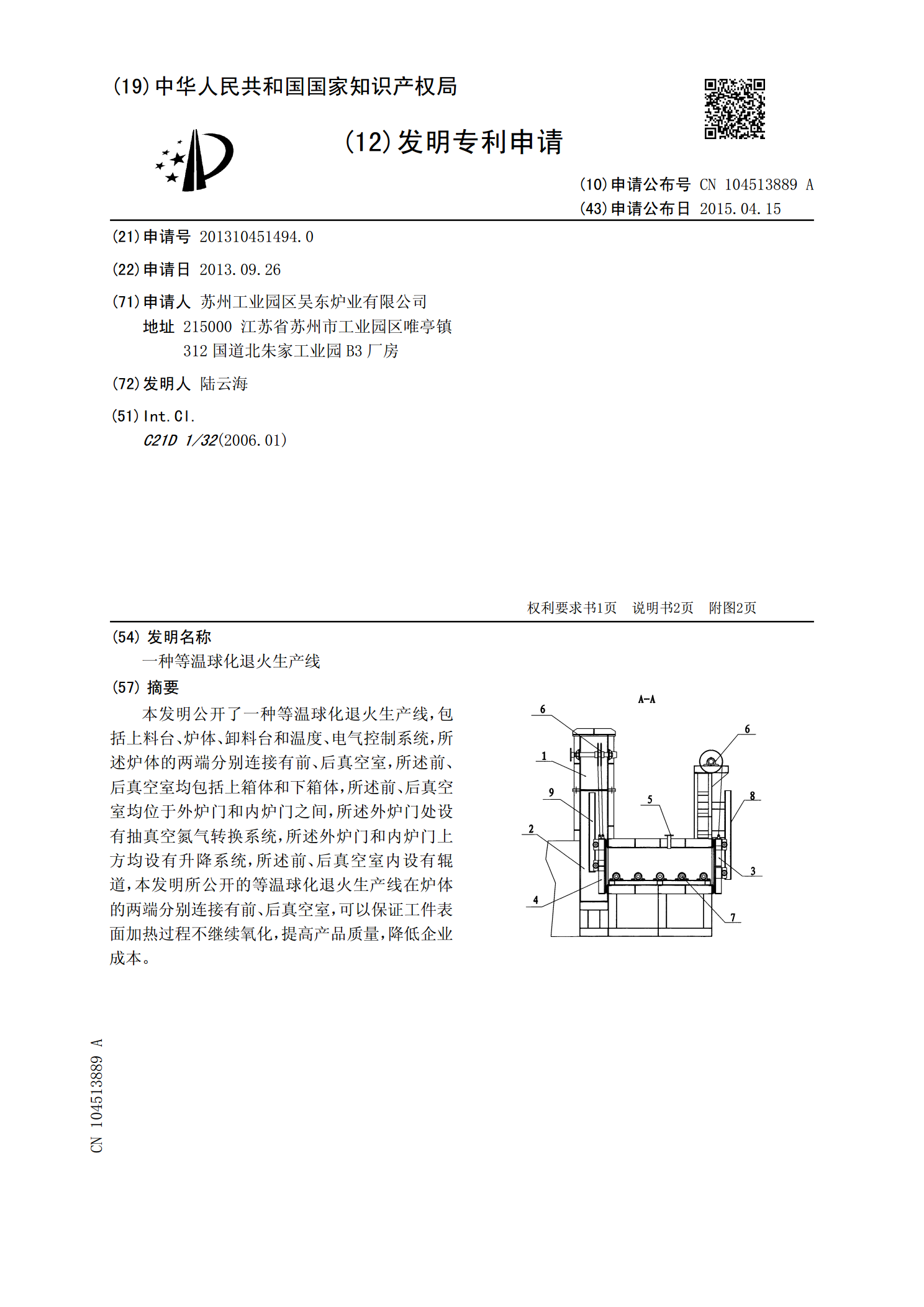
本发明公开了一种等温球化退火生产线,包括上料台、炉体、卸料台和温度、电气控制系统,所述炉体的两端分别连接有前、后真空室,所述前、后真空室均包括上箱体和下箱体,所述前、后真空室均位于外炉门和内炉门之间,所述外炉门处设有抽真空氮气转换系统,所述外炉门和内炉门上方均设有升降系统,所述前、后真空室内设有辊道,本发明所公开的等温球化退火生产线在炉体的两端分别连接有前、后真空室,可以保证工件表面加热过程不继续氧化,提高产品质量,降低企业成本。
一种辊棒式球化退火生产线及等温球化退火方法.pdf
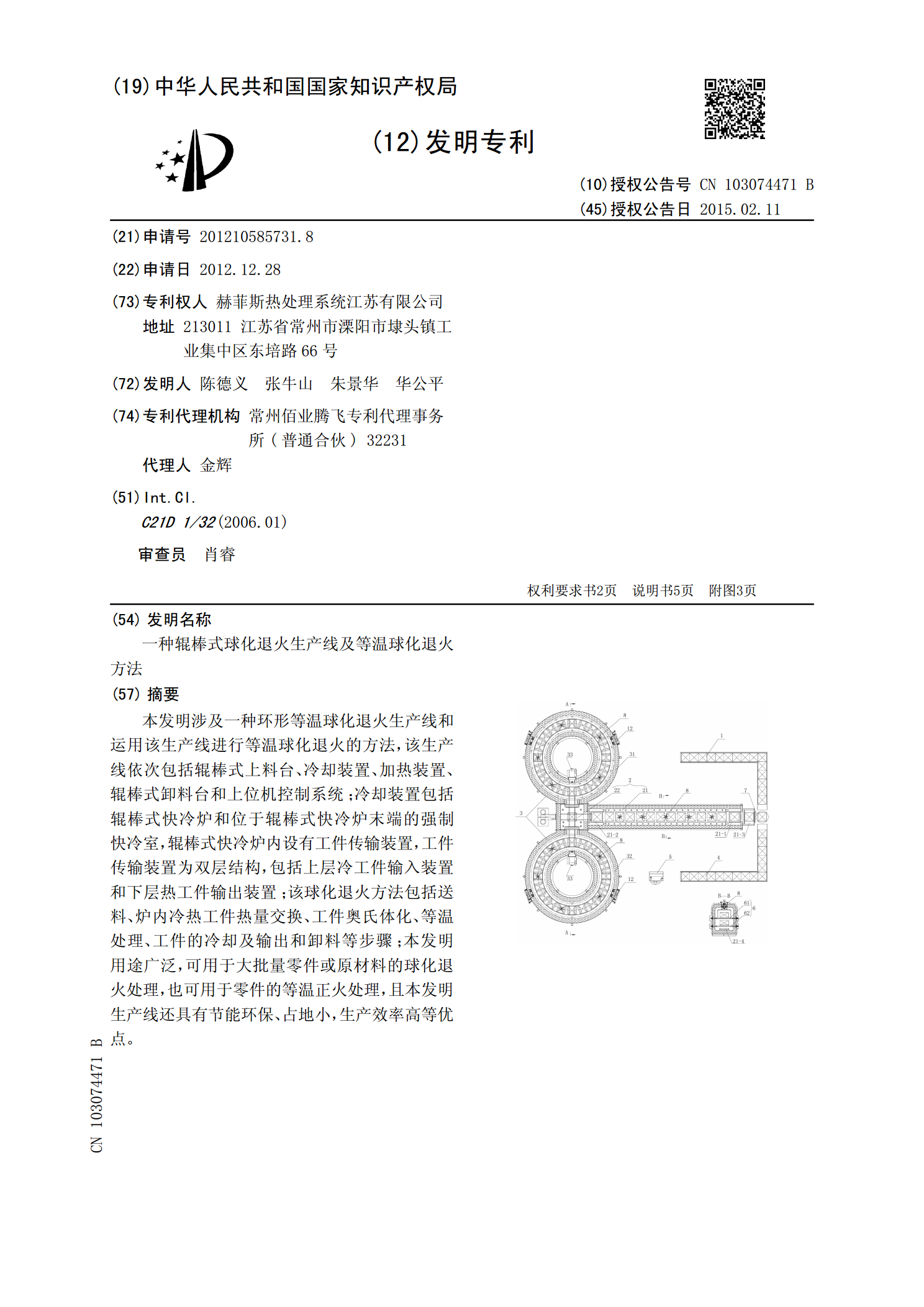
本发明涉及一种环形等温球化退火生产线和运用该生产线进行等温球化退火的方法,该生产线依次包括辊棒式上料台、冷却装置、加热装置、辊棒式卸料台和上位机控制系统;冷却装置包括辊棒式快冷炉和位于辊棒式快冷炉末端的强制快冷室,辊棒式快冷炉内设有工件传输装置,工件传输装置为双层结构,包括上层冷工件输入装置和下层热工件输出装置;该球化退火方法包括送料、炉内冷热工件热量交换、工件奥氏体化、等温处理、工件的冷却及输出和卸料等步骤;本发明用途广泛,可用于大批量零件或原材料的球化退火处理,也可用于零件的等温正火处理,且本发明生产
一种钢的等温球化退火方法.pdf
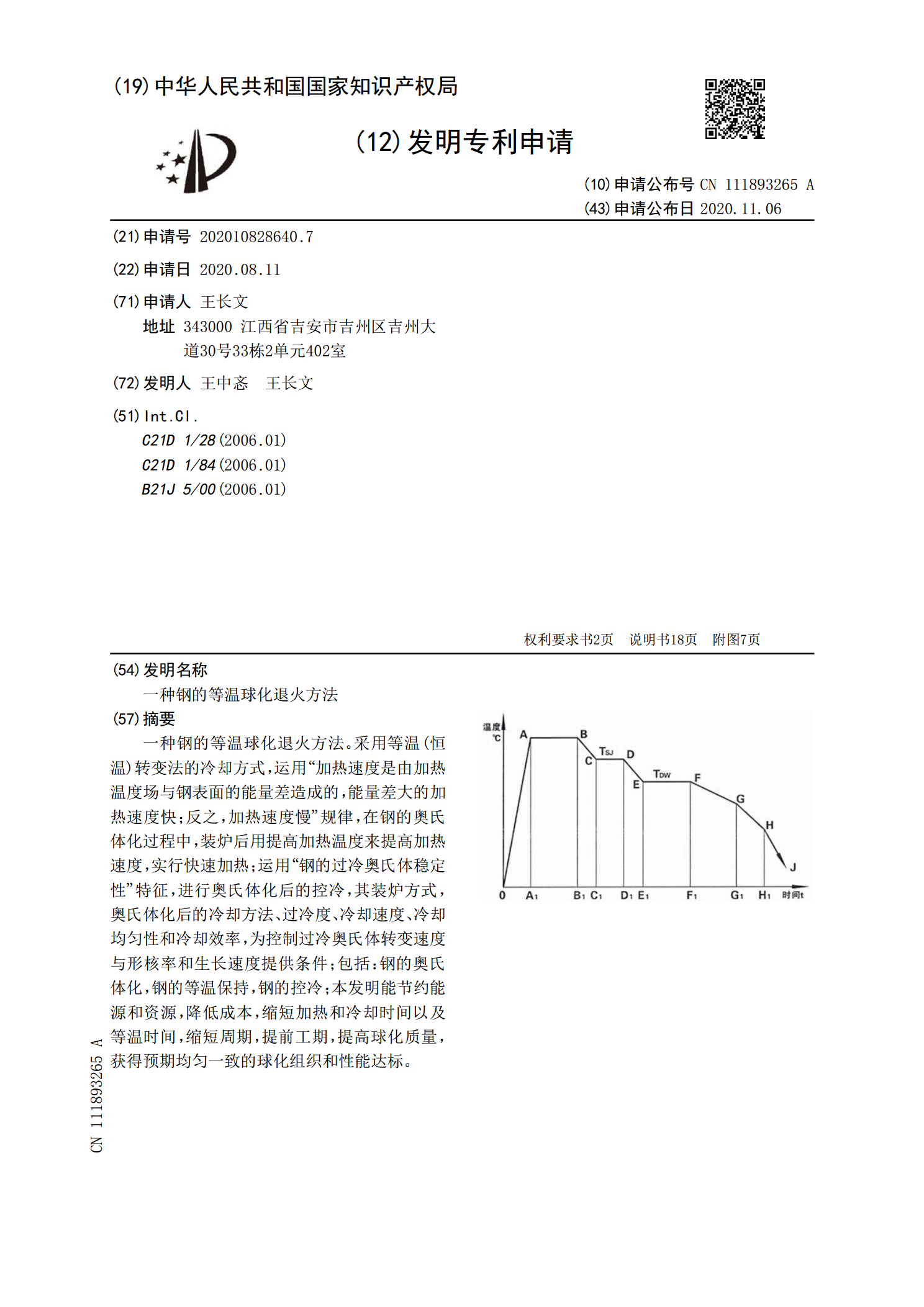
一种钢的等温球化退火方法。采用等温(恒温)转变法的冷却方式,运用“加热速度是由加热温度场与钢表面的能量差造成的,能量差大的加热速度快;反之,加热速度慢”规律,在钢的奥氏体化过程中,装炉后用提高加热温度来提高加热速度,实行快速加热;运用“钢的过冷奥氏体稳定性”特征,进行奥氏体化后的控冷,其装炉方式,奥氏体化后的冷却方法、过冷度、冷却速度、冷却均匀性和冷却效率,为控制过冷奥氏体转变速度与形核率和生长速度提供条件;包括:钢的奥氏体化,钢的等温保持,钢的控冷;本发明能节约能源和资源,降低成本,缩短加热和冷却时间以

一种轴承钢等温球化退火炉.pdf
本发明公开了一种轴承钢等温球化退火炉,该退火炉可以双层双向处理轴承钢,炉膛中余热回收热交换室、等温室、中冷室、加热保温室在沿着前后方向的长度比例为1∶(2~5)∶(0.2~0.5)∶(2~5),这样可以保证双层双向轴承钢的退火处理效果,在余热回收热交换室,上下两层传动辊组其中一层传动辊组上假如传送将要送出炉口的高温轴承钢,则另外一层传动辊组上传送的是刚送入炉口的常温轴承钢(又称为冷料),高温轴承钢与常温轴承钢可以进行热交换,常温轴承钢升温,回收了原本要浪费掉的高温轴承钢的热量,而且减少了后续进入等温室需要
一种用于H13钢等温球化退火工艺.pdf
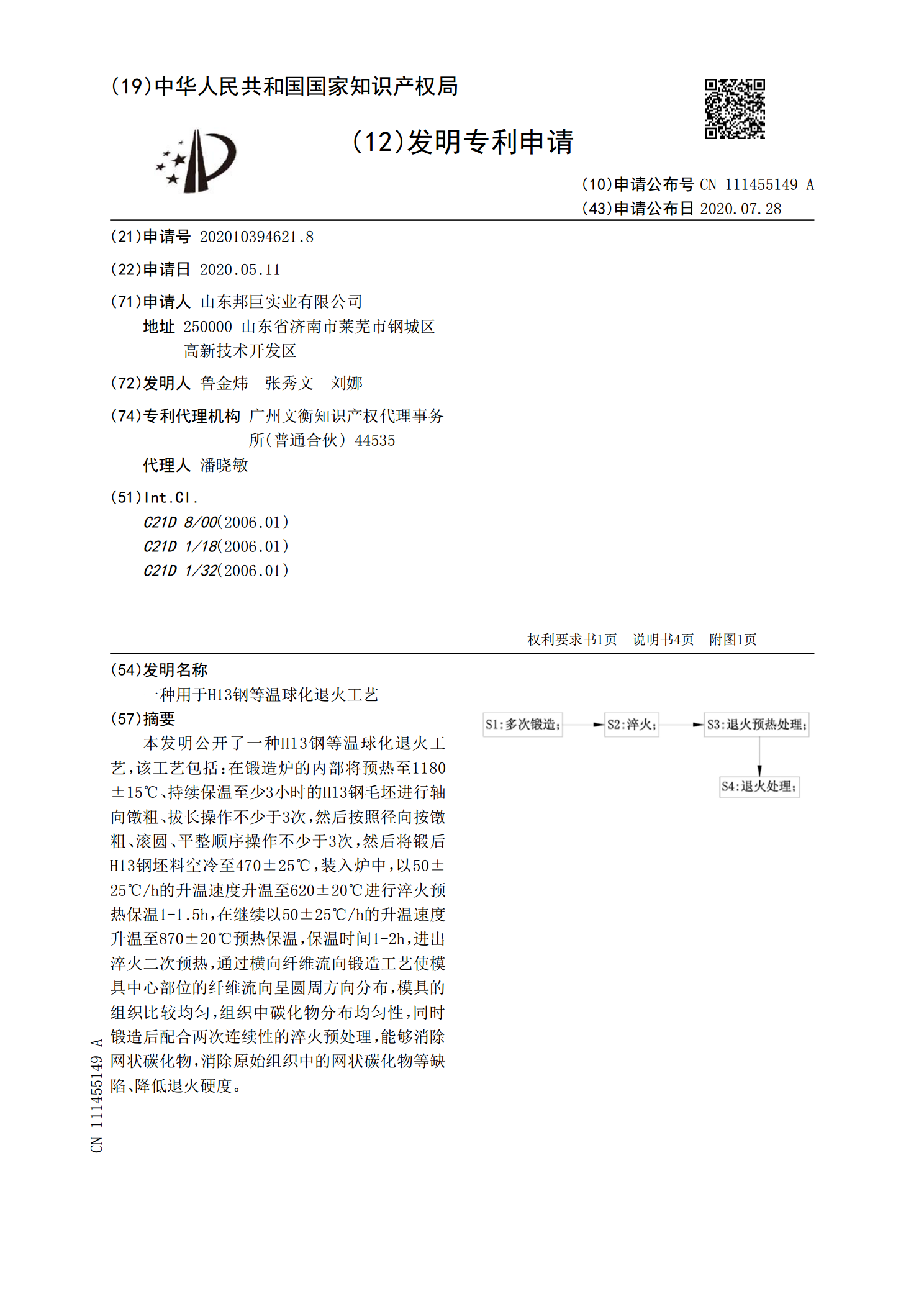
本发明公开了一种H13钢等温球化退火工艺,该工艺包括:在锻造炉的内部将预热至1180±15℃、持续保温至少3小时的H13钢毛坯进行轴向镦粗、拔长操作不少于3次,然后按照径向按镦粗、滚圆、平整顺序操作不少于3次,然后将锻后H13钢坯料空冷至470±25℃,装入炉中,以50±25℃/h的升温速度升温至620±20℃进行淬火预热保温1‑1.5h,在继续以50±25℃/h的升温速度升温至870±20℃预热保温,保温时间1‑2h,进出淬火二次预热,通过横向纤维流向锻造工艺使模具中心部位的纤维流向呈圆周方向分布,模具