
一种非球面玻璃透镜制造方法.pdf

Ja****20

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种非球面玻璃透镜制造方法.pdf
本发明公开了一种非球面玻璃透镜制造方法,其步骤如下:a.将玻璃管材放进炉中加热,加温到1300℃-1600℃,时间为1-2分钟;b.将预热过的玻璃半成品放入下模模芯,在石英玻璃管中通入氮气,防止高温下模具被氧化;接着,模具和玻璃半成品通过红外线灯加热到模压温度;然后,缓缓闭合上模和下模,使玻璃半成品被压缩成型;c.将成型后的产品取出,经风机逐步冷却并释放内应力;d.退火处理温度:500℃-600℃,时间为8~10h;e.修整成型,包括:精磨、抛光、切边。本发明提供了一种工艺简便、生产成本低的非球面玻璃透镜
一种基于离子交换的非球面透镜制造方法及透镜.pdf
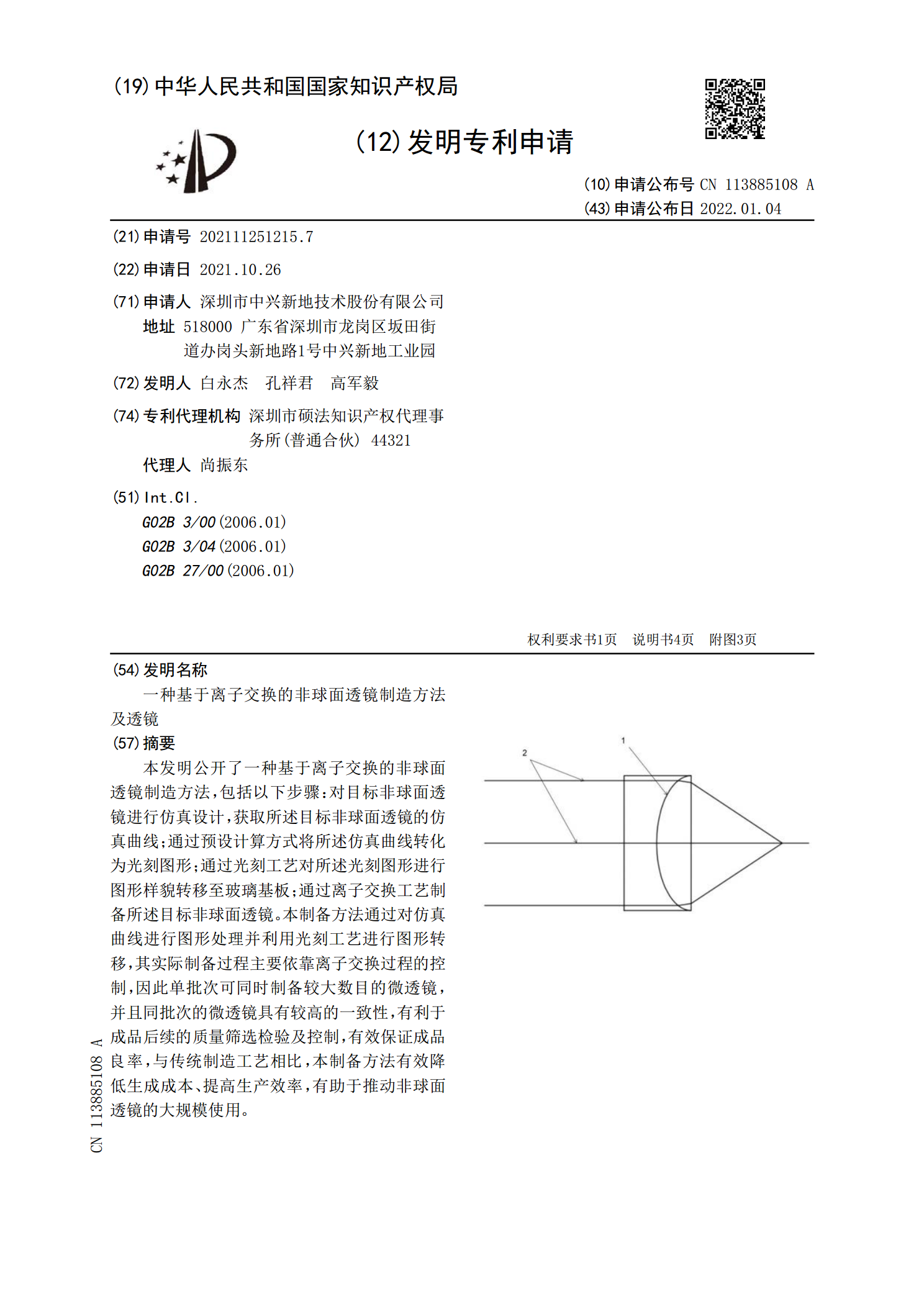
本发明公开了一种基于离子交换的非球面透镜制造方法,包括以下步骤:对目标非球面透镜进行仿真设计,获取所述目标非球面透镜的仿真曲线;通过预设计算方式将所述仿真曲线转化为光刻图形;通过光刻工艺对所述光刻图形进行图形样貌转移至玻璃基板;通过离子交换工艺制备所述目标非球面透镜。本制备方法通过对仿真曲线进行图形处理并利用光刻工艺进行图形转移,其实际制备过程主要依靠离子交换过程的控制,因此单批次可同时制备较大数目的微透镜,并且同批次的微透镜具有较高的一致性,有利于成品后续的质量筛选检验及控制,有效保证成品良率,与传统制
一种非球面透镜制备方法.pdf
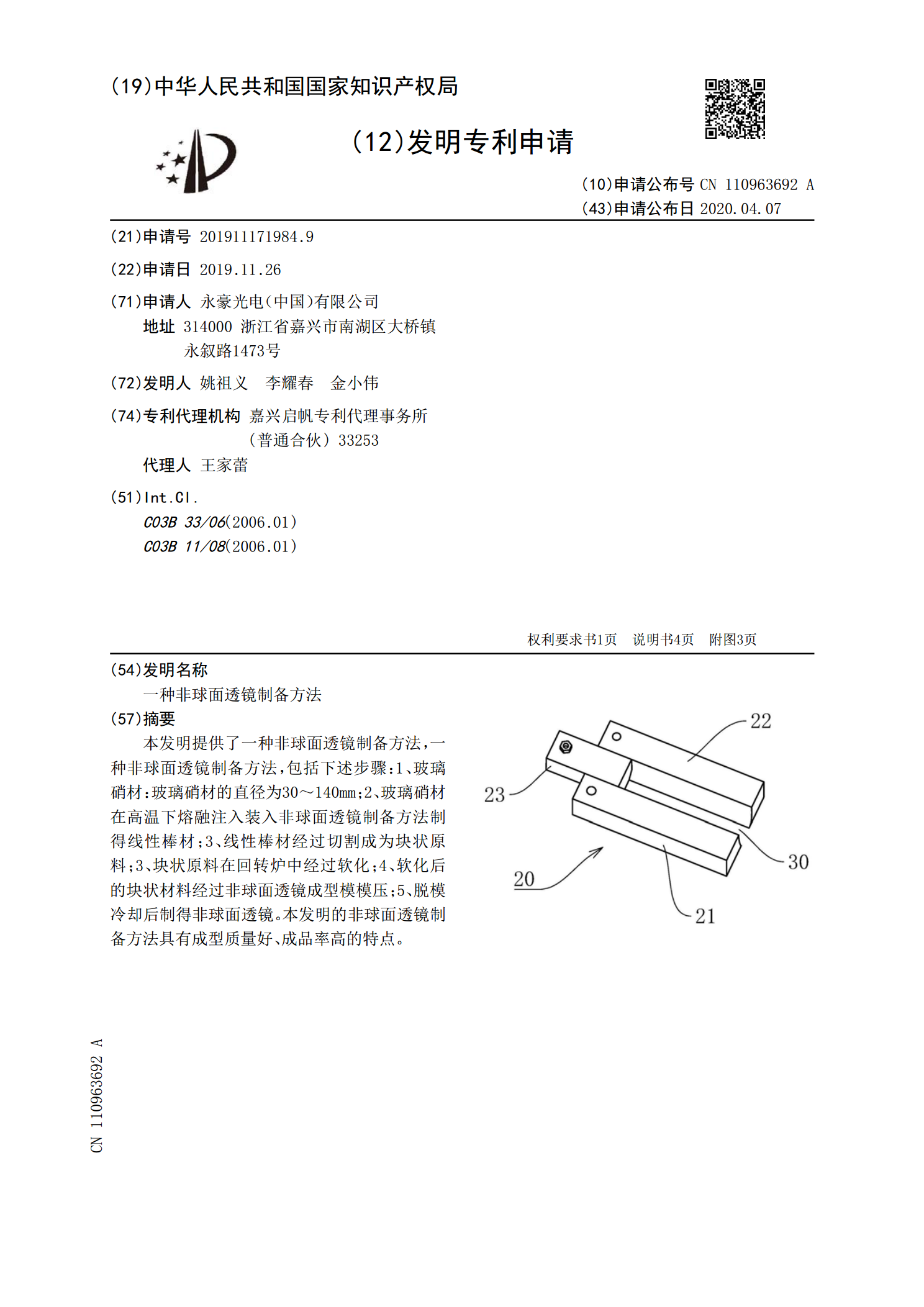
本发明提供了一种非球面透镜制备方法,一种非球面透镜制备方法,包括下述步骤:1、玻璃硝材:玻璃硝材的直径为30~140mm;2、玻璃硝材在高温下熔融注入装入非球面透镜制备方法制得线性棒材;3、线性棒材经过切割成为块状原料;3、块状原料在回转炉中经过软化;4、软化后的块状材料经过非球面透镜成型模模压;5、脱模冷却后制得非球面透镜。本发明的非球面透镜制备方法具有成型质量好、成品率高的特点。
一种大直径非球面透镜制备方法.pdf
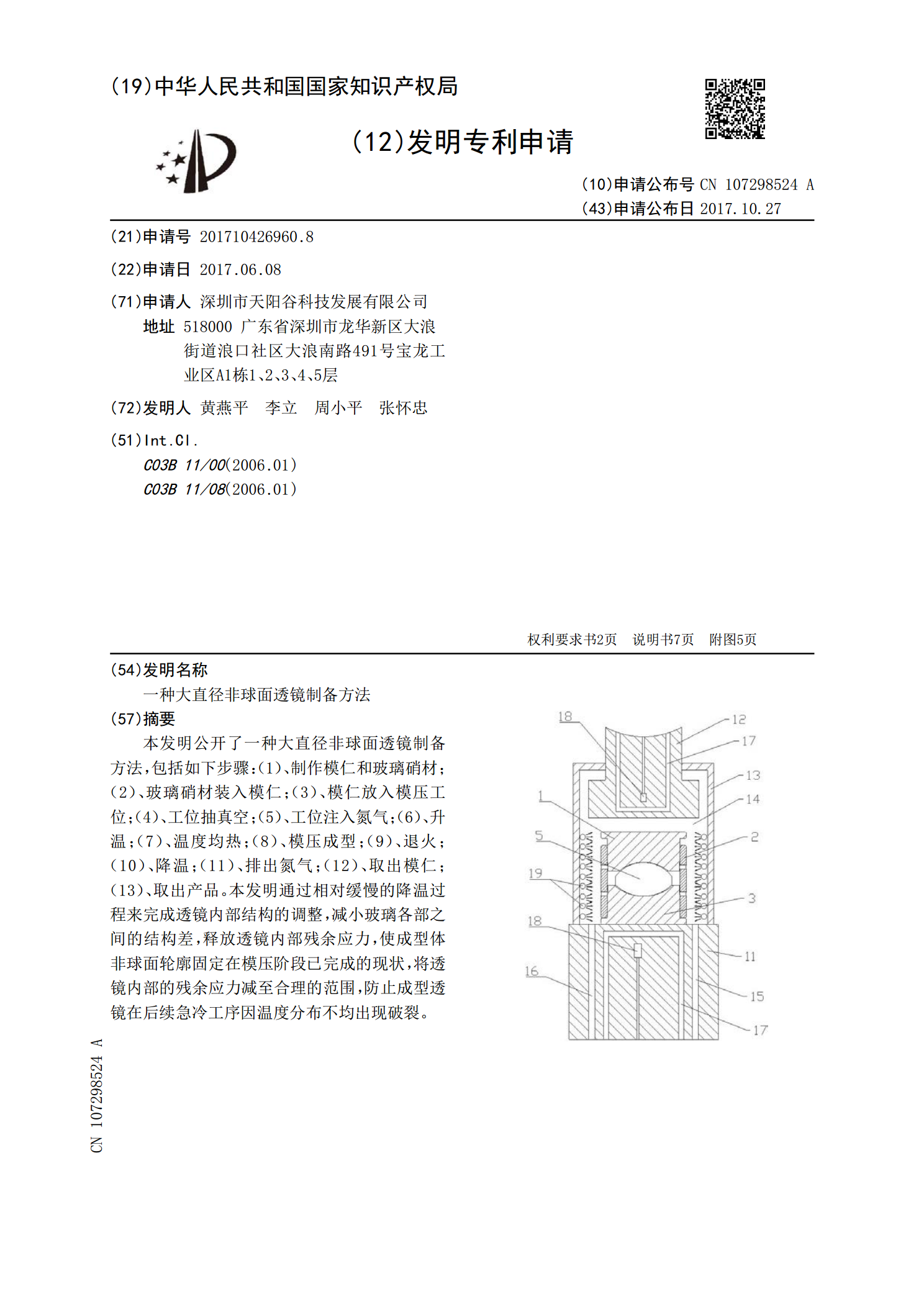
本发明公开了一种大直径非球面透镜制备方法,包括如下步骤:(1)、制作模仁和玻璃硝材;(2)、玻璃硝材装入模仁;(3)、模仁放入模压工位;(4)、工位抽真空;(5)、工位注入氮气;(6)、升温;(7)、温度均热;(8)、模压成型;(9)、退火;(10)、降温;(11)、排出氮气;(12)、取出模仁;(13)、取出产品。本发明通过相对缓慢的降温过程来完成透镜内部结构的调整,减小玻璃各部之间的结构差,释放透镜内部残余应力,使成型体非球面轮廓固定在模压阶段已完成的现状,将透镜内部的残余应力减至合理的范围,防止成型

一种Si非球面透镜的数控加工方法.pdf
本发明属于一种非球面光学元件光学加工方法,具体涉及一种Si非球面透镜数控加工的方法。它包括如下步骤,制作抛光模具;制作套环夹具;计算修整模层的角度,用电镀金刚石修整砂轮修聚氨酯模层;为用制作好的抛光模具、套环和电子纯抛光液粗抛光Si透镜的零件表面;用制作好的抛光模具、套环和电子纯抛光液粗抛光Si透镜;小修磨抛光头,对非球面面形进行修整,直至达到要求。其优点是,每加工一种零件都要制作一套工装夹具,所用的工装具有较强的通用性;选用Si抛光专用的SiO2抛光液,在保证面形精度的条件下提高生产效率达到最佳抛光效果