
曲柄毛坯锻造工艺.pdf

努力****梓颖


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

曲柄毛坯锻造工艺.pdf
本发明公开了一种曲柄毛坯锻造工艺,包括如下步骤:(1)下料:将圆钢棒料切割成规格为Φ19×200的圆钢棒料;(2)感应加热制坯:将步骤(1)中制得的45#或20Cr圆钢棒料放入中频炉中,中频加热至1000-1150℃,采用红外线测温仪控温;在950-1100℃下对加热后的棒料抽坯,制得曲柄毛坯件;(3)成型:对曲柄毛坯件进行粗模锻,控制温度为800-950℃,使曲柄的柄部和杆部成型;在850-900℃下进行精模锻,去除曲柄表面的氧化层,使曲柄的具体尺寸与设计尺寸相符;(4)冷却:在空气中自然冷却。采用该锻

一种割草机用曲柄毛坯锻造工艺.pdf
本发明公开了一种割草机用曲柄毛坯锻造工艺,其特征在于,包括以下步骤:S1,下料:将毛坯切断为φ20X67的棒料;S2,去毛刺、除杂:通过履带将棒料送入喷丸机内,喷丸15‑20分钟,直至坯料的毛刺、氧化皮抛净;S3,加热:将毛坯棒料送入中频炉加热至1000±50℃,推进频率为8s‑10s/件;S4,锻造:弯曲、预锻、精锻、冲切,锻造温度控制在730℃~1040℃;S5,热处理:对锻件做正火处理;S6,去氧化皮:通过履带将冷却后的棒料送入喷丸机内,喷丸20‑25分钟,直至坯料的毛刺、氧化皮抛净,其技术方案要点

Ⅰ档从动齿轮毛坯锻造工艺.docx
Ⅰ档从动齿轮毛坯锻造工艺1.引言从动齿轮广泛应用于传动装置中,具有传动功率大、输出转矩稳定等特点,因此其制造工艺也成为制约传动装置整体性能的重要因素之一。本文将针对从动齿轮毛坯锻造工艺进行研究和探讨,旨在探索出一种高效稳定的制造工艺,为从动齿轮的制造提供一些参考。2.从动齿轮锻造工艺的现状目前从动齿轮毛坯的制造工艺主要有铸造、锻造、机加工等多种,其中锻造因其具有高密度、高强度等优点而受到广泛应用。但是,传统锻造工艺还存在一些问题,例如:成本高、生产周期长、易产生锻造缺陷等。因此需要针对现有工艺进行改进和优

圆锥轴承套圈毛坯锻造工艺简介.docx
圆锥轴承套圈毛坯锻造工艺简介圆锥轴承套圈是一种常用的机械零件,在机械传动系统中起到支撑和定位轴承的作用。其制造工艺对于提高轴承套圈的质量和性能至关重要。本文将针对圆锥轴承套圈的毛坯锻造工艺进行详细介绍,包括工艺流程、设备和辅助工具、工艺参数以及质量控制措施等方面。一、工艺流程:圆锥轴承套圈的毛坯锻造工艺主要分为以下几个步骤:材料准备、热处理、坯料加热、坯料锻造、修整和光亮处理。1.材料准备:选择合适的钢材作为圆锥轴承套圈的原料,通常选用碳素钢或合金钢。材料应符合相关标准的要求,并进行材质检验。2.热处理:
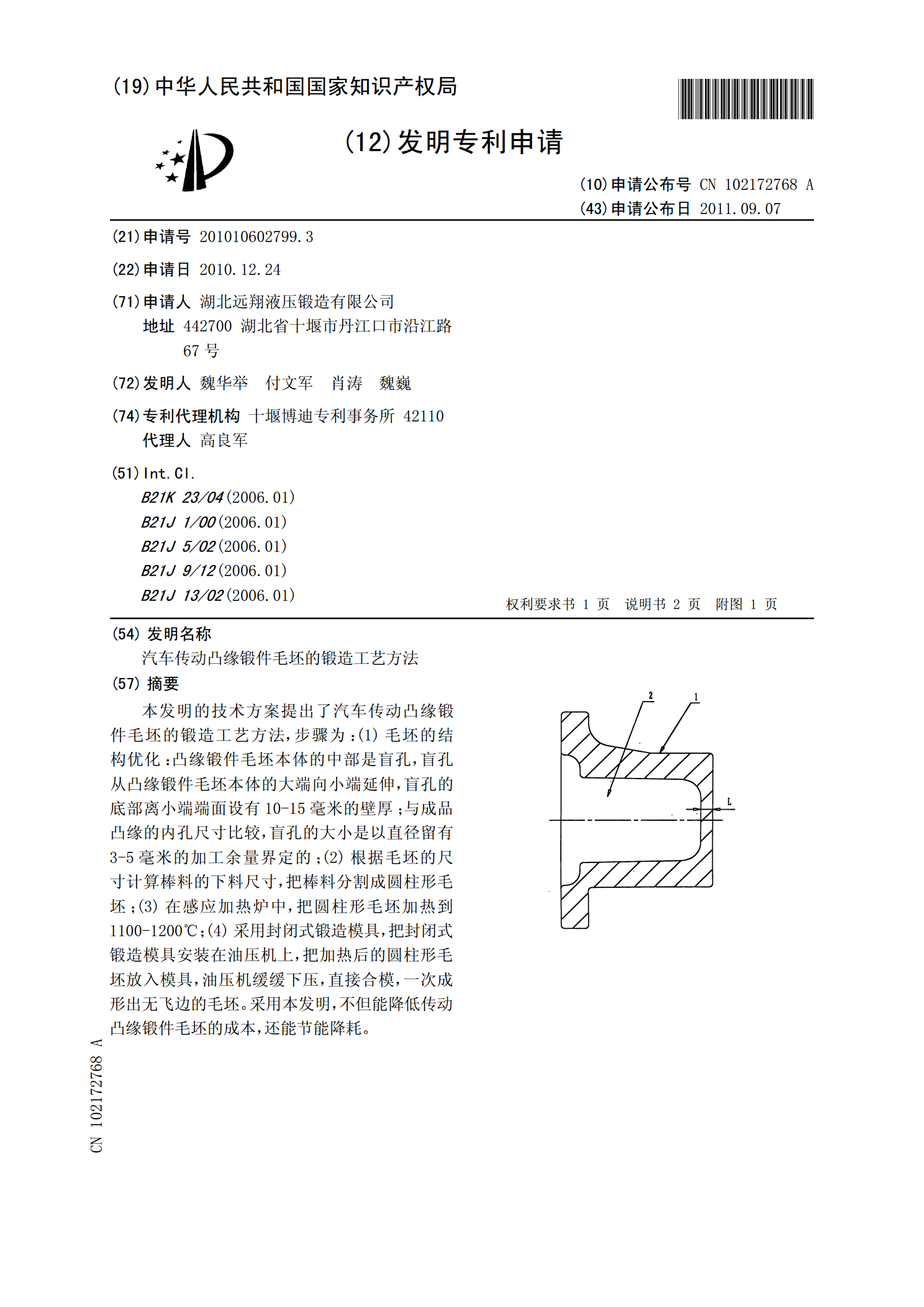
汽车传动凸缘锻件毛坯的锻造工艺方法.pdf
本发明的技术方案提出了汽车传动凸缘锻件毛坯的锻造工艺方法,步骤为:(1)毛坯的结构优化:凸缘锻件毛坯本体的中部是盲孔,盲孔从凸缘锻件毛坯本体的大端向小端延伸,盲孔的底部离小端端面设有10-15毫米的壁厚;与成品凸缘的内孔尺寸比较,盲孔的大小是以直径留有3-5毫米的加工余量界定的;(2)根据毛坯的尺寸计算棒料的下料尺寸,把棒料分割成圆柱形毛坯;(3)在感应加热炉中,把圆柱形毛坯加热到1100-1200℃;(4)采用封闭式锻造模具,把封闭式锻造模具安装在油压机上,把加热后的圆柱形毛坯放入模具,油压机缓缓下压,