
双工位液压模锻加工系统及加工工艺.pdf

一吃****春艳

1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

双工位液压模锻加工系统及加工工艺.pdf
本发明涉及一种双工位液压模锻加工系统及加工工艺,包括保温炉、锻造机、熔汤供给机械手、产品抓取机械手、传送轨道以及存放架,在锻造机一侧设置保温炉,在锻造机与保温炉之间安装有熔汤供给机械手,该熔汤供给机械手从保温炉内舀取熔汤并输送到锻造机进行加工;所述锻造机的另一侧设置传动轨道,锻造机与传送轨道之间安装有产品抓取机械手。本发明可以实现多工位工作全自动化生产,布局合理、操作简便,仅需要1名操作人员既可以胜任两台锻造机工作,最大程度的利用资源,节省人员成本,而且显著提升生产效率,运行稳定,质量可靠。
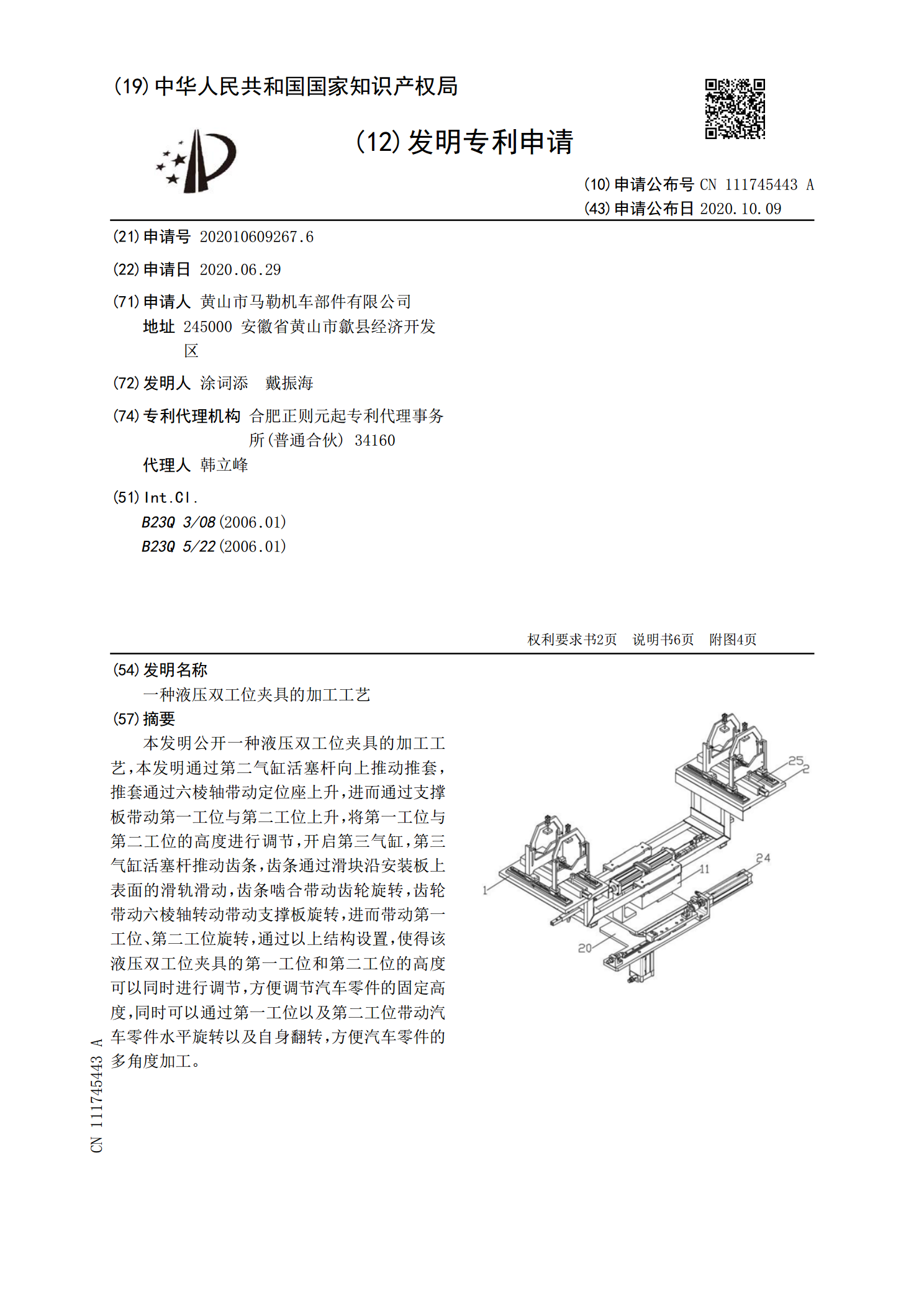
一种液压双工位夹具的加工工艺.pdf
本发明公开一种液压双工位夹具的加工工艺,本发明通过第二气缸活塞杆向上推动推套,推套通过六棱轴带动定位座上升,进而通过支撑板带动第一工位与第二工位上升,将第一工位与第二工位的高度进行调节,开启第三气缸,第三气缸活塞杆推动齿条,齿条通过滑块沿安装板上表面的滑轨滑动,齿条啮合带动齿轮旋转,齿轮带动六棱轴转动带动支撑板旋转,进而带动第一工位、第二工位旋转,通过以上结构设置,使得该液压双工位夹具的第一工位和第二工位的高度可以同时进行调节,方便调节汽车零件的固定高度,同时可以通过第一工位以及第二工位带动汽车零件水平旋

多工位立式加工中心四轴液压夹具.pdf
本发明公开了一种多工位立式加工中心四轴液压夹具,包括安装在机床工作台上的旋转工作台,旋转工作台上安装有定位夹紧组件、预定位组件,相邻的两个定位夹紧组件之间以及旋转工作台与相邻的定位夹紧组件之间均连接有一个预定位组件。本发明为立式加工中心四轴液压夹具,工件竖直放置,利用工件四处工艺定位面中三点构建Y轴定位面,实现6个自由度的限制,并设置辅助支撑,提高加工稳定性,采用弹簧定位销组件确定工件X、Z轴位置,在定位点及辅助支撑点对应位置设置夹紧器对工件进行夹紧。
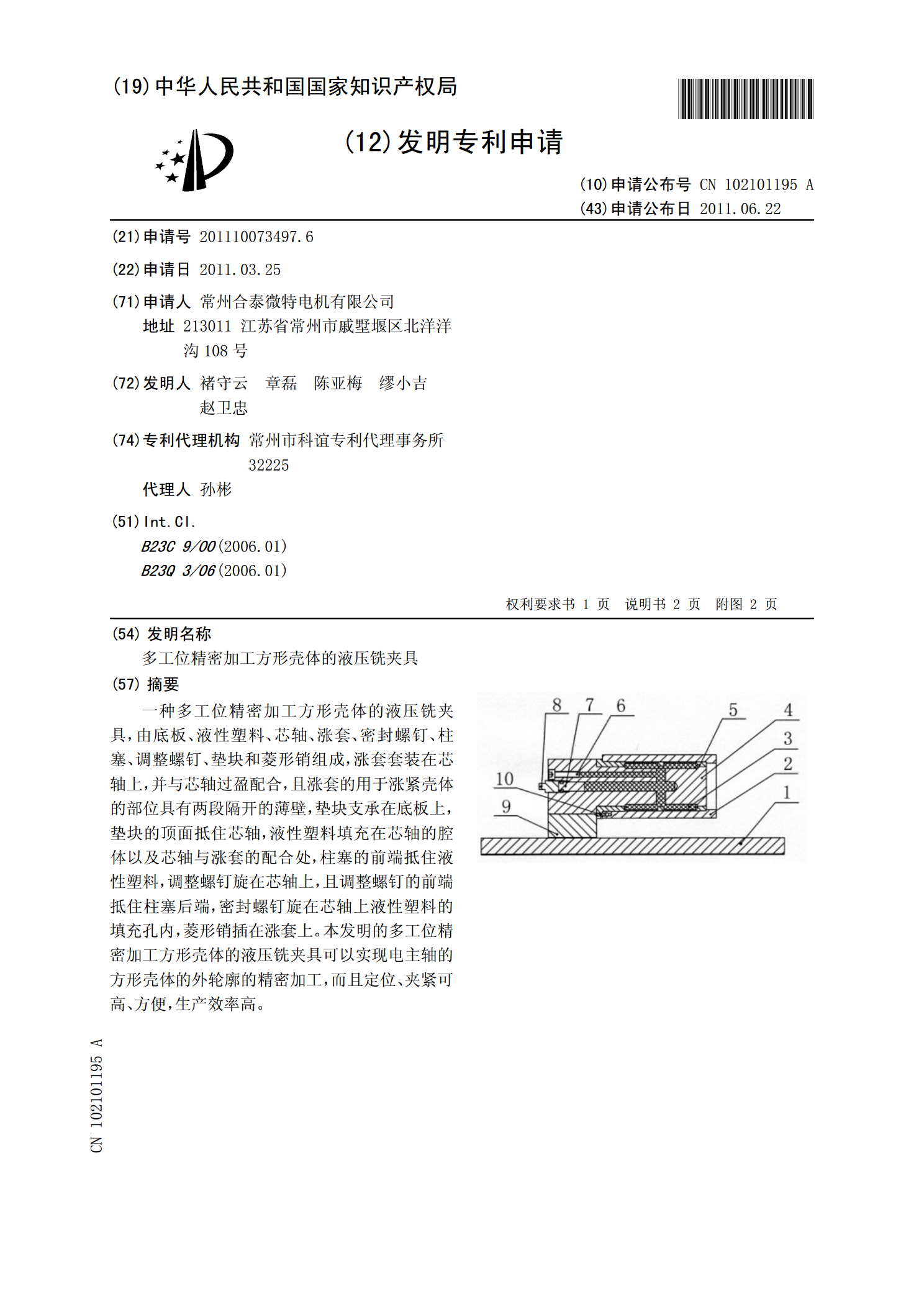
多工位精密加工方形壳体的液压铣夹具.pdf
一种多工位精密加工方形壳体的液压铣夹具,由底板、液性塑料、芯轴、涨套、密封螺钉、柱塞、调整螺钉、垫块和菱形销组成,涨套套装在芯轴上,并与芯轴过盈配合,且涨套的用于涨紧壳体的部位具有两段隔开的薄壁,垫块支承在底板上,垫块的顶面抵住芯轴,液性塑料填充在芯轴的腔体以及芯轴与涨套的配合处,柱塞的前端抵住液性塑料,调整螺钉旋在芯轴上,且调整螺钉的前端抵住柱塞后端,密封螺钉旋在芯轴上液性塑料的填充孔内,菱形销插在涨套上。本发明的多工位精密加工方形壳体的液压铣夹具可以实现电主轴的方形壳体的外轮廓的精密加工,而且定位、夹
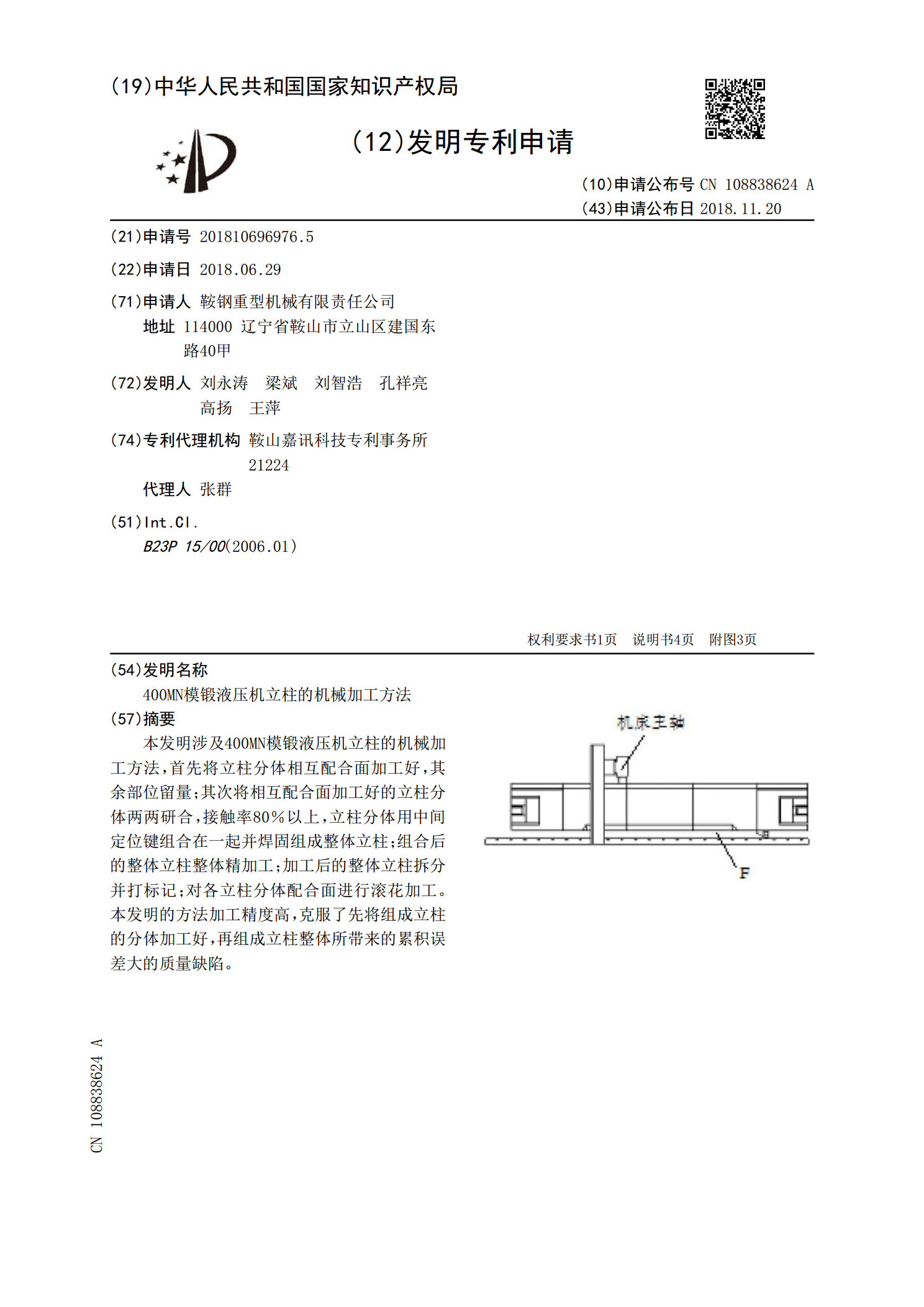
400MN模锻液压机立柱的机械加工方法.pdf
本发明涉及400MN模锻液压机立柱的机械加工方法,首先将立柱分体相互配合面加工好,其余部位留量;其次将相互配合面加工好的立柱分体两两研合,接触率80%以上,立柱分体用中间定位键组合在一起并焊固组成整体立柱;组合后的整体立柱整体精加工;加工后的整体立柱拆分并打标记;对各立柱分体配合面进行滚花加工。本发明的方法加工精度高,克服了先将组成立柱的分体加工好,再组成立柱整体所带来的累积误差大的质量缺陷。