
金属-陶瓷预制件复合增强耐磨件及其制备方法.pdf

文库****坚白


1/10

2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属-陶瓷预制件复合增强耐磨件及其制备方法.pdf
本发明公开了一种金属-陶瓷预制件复合增强耐磨件,制备方法是:将陶瓷颗粒与自熔性合金粉末用聚乙烯醇混合均匀得混合物;将混合物填充于压机模具型腔内,采用压力压制,成型脱模后,素坯连同垫片一并放入干燥箱中干燥;将干燥后的素坯连同垫片一并放入真空炉烧结,冷却出炉后得金属-陶瓷复合预制件;该预制件经喷砂处理后,在预制件表面喷涂一层镍基自熔性合金粉末;将处理后的预制件放在铸型型腔的端面,然后把熔炼金属母体材料形成的金属液浇注到铸型型腔底部进行浇注,得到金属-陶瓷预制件复合增强耐磨件。本发明的既提高了复合耐磨件的耐磨性
陶瓷颗粒增强复合耐磨件及其制造方法.pdf
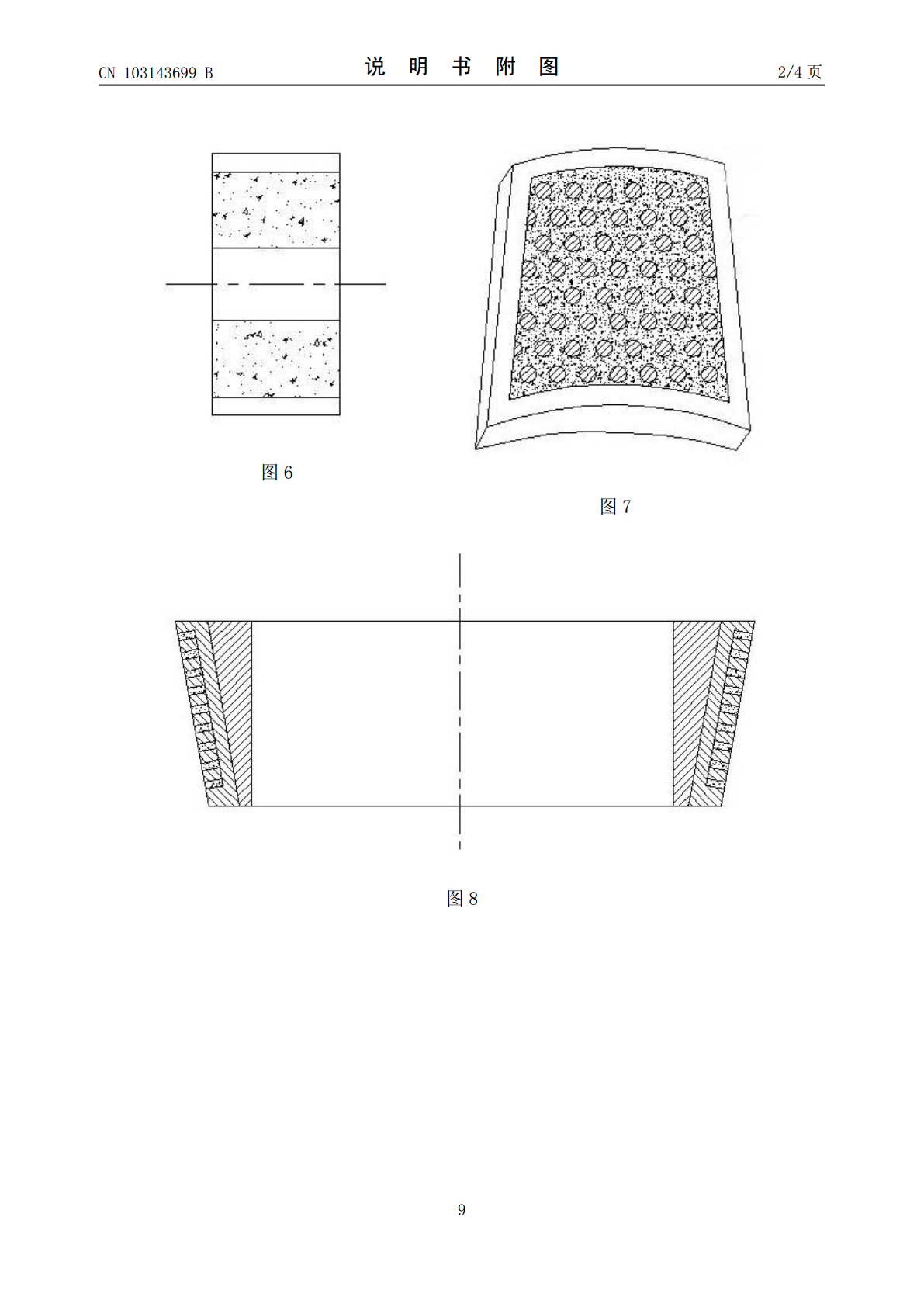
本发明涉及一种陶瓷颗粒增强复合耐磨件及其制造方法,将陶瓷颗粒与金属粉混合均匀,填充于特定的模具中,将陶瓷颗粒和金属粉连同模具一起放入真空烧结炉内进行烧结,金属粉将陶瓷颗粒粘结在一起形成预制体;冷却后打开模具,取出预制体放入铸型型腔的端面侧;采用中频感应电炉熔炼金属母体材料形成金属液,铸造时浇入金属液,在金属液热量的作用下,预制体内的金属粉熔化成液体形成铸渗通路,使得金属液更容易渗透陶瓷颗粒,在原位形成颗粒增强复合材料;耐磨件的表层由母体金属与复合材料共同组成,采用本方法制备的复合材料耐磨件既保证了耐磨件的

一种陶瓷增强耐磨件的制备方法及陶瓷增强耐磨件.pdf
本发明提供一种陶瓷增强耐磨件的制备方法,属于耐磨材料技术领域。所述制备方法包括陶瓷颗粒的选材,陶瓷颗粒预处理,装模,加压烧结,耐磨块及芯骨组装、造型,烘烤合箱,浇注,保温开箱,热处理,精整机械加工以及油漆包装和成品入库。本发明采用两种以上较大颗粒特种陶瓷,通过前期处理,用两种以上耐高温胶黏剂,经烧结得到耐磨预制块,通过芯骨将耐磨预制块固定于铸造型腔中,经造型和浇注,制得各种高磨损、高冲击破碎行业耐磨件。本发明制备的耐磨件相比原基材,耐磨性提高1.5‑3.5倍,此时其成本只比基材增加1.5‑2倍,且其工艺过
一种带有仿生结构金属陶瓷耐磨件的复合耐磨铸件的制备.pdf
本发明提供一种带有仿生结构金属陶瓷耐磨件的复合耐磨铸件的制备,属于金属陶瓷复合材料耐磨件技术领域。通过三维结构图形绘制方法能够得到最合理的二次仿生结构金属陶瓷复合材料耐磨件的三维结构图形,然后通过3D打印切片软件打印制作仿生结构金属陶瓷复合材料耐磨件的PLA模型,硅胶翻模制作压制包套,将所需金属陶瓷颗粒和粘结剂混合填充压制包套做成生坯,再将生坯经过真空烧结得到仿生结构金属陶瓷复合材料耐磨件,将刚出炉的高硬度合金熔液浇铸在耐磨块上以形成带有仿生结构金属陶瓷耐磨件的复合耐磨铸件,确保了复合耐磨铸件耐磨性和韧性

一种金属陶瓷耐磨部件及其制备方法.pdf
一种金属陶瓷耐磨部件的制备方法,其特征在于,包括:将表面粗化后的陶瓷颗粒与粘接剂混合得到膏体,所述膏体通过模具成型并烘干固化得到多孔陶瓷坯体,将有机乳液与金属合金粉混合得到悬浊液,将所述陶瓷坯体浸润在所述悬浊液中,所述悬浊液渗透至所述陶瓷坯体中得到多孔金属陶瓷素坯,将所述金属陶瓷素坯置于烧结炉中烧结得到多孔金属陶瓷预制体,将金属熔液以负压形式铸渗进入多孔陶瓷预制体复合制备金属陶瓷耐磨部件,本发明采用中温烧结的方式制备金属陶瓷耐磨部件,节省了能源,降低了加工难度,同时所述金属陶瓷耐磨部件具有较强的耐磨性和韧