
彩涂钢板涂覆工艺.pdf

努力****妙风


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
彩涂钢板涂覆工艺.pdf
本发明公开了一种彩涂钢板涂覆工艺,主要工艺为:准备好同种粘度及颜色的油漆→将油漆投入待生产的辊涂机→两台辊涂机同时启动→板带进入一号辊涂机初涂面漆→初涂板带进入二号辊涂机再涂覆面漆→进固化炉烘干→成品入库。工艺合理,施工性好,成本低廉,生产的产品质量好。

彩涂钢板的工艺.docx
普通彩涂基板的生产1前言彩色涂层板在现代生产生活中应用比较广泛,其生产过程主要是在冷轧薄板表面涂敷上彩色涂料以改善其表面质量和抗腐蚀能力。彩色涂层钢板的质量主要反映在涂层性能上,涂层的性能又分为力学性能、物理性能和抗腐蚀性能。对于普通彩基板,在保证涂层性能条件下,可适当降低锌层重量以节约成本。本文介绍了鄂钢冷轧薄板厂彩色涂层钢板基板用镀锌钢板的生产工艺与质量控制。2基板产品技术要求2.1基板表面质量要求影响彩涂工艺的镀锌板的表面缺陷主要有漏镀和锌花结构,其他缺陷还有锌粒、锌疤、折叠、裂纹、水印等。漏镀镀锌

一种超厚涂层彩涂钢板的辊涂工艺.pdf
本发明公开了一种超厚涂层彩涂钢板的辊涂工艺,其包括至少两次底漆涂敷步骤和至少两次面漆涂敷步骤,其中:在第一次底漆涂敷步骤中,控制初涂辊与初涂带料辊之间的压力为1600‑1800kg;在第一次底漆涂敷步骤后,采用烘烤炉对钢板进行烘烤,其中沿着钢板行走的方向,烘烤炉内依次被分为第一烘烤区、第二烘烤区、第三烘烤区、第四烘烤区和第五烘烤区,各个烘烤区内的烘烤温度依次增加;在第二次底漆涂敷步骤中,控制精涂辊与精涂带料辊之间的压力为1600‑1800kg;在第二次底漆涂敷步骤后,采用烘烤炉对钢板进行烘烤;在第一次底漆
涂覆装置和相应的涂覆工艺.pdf
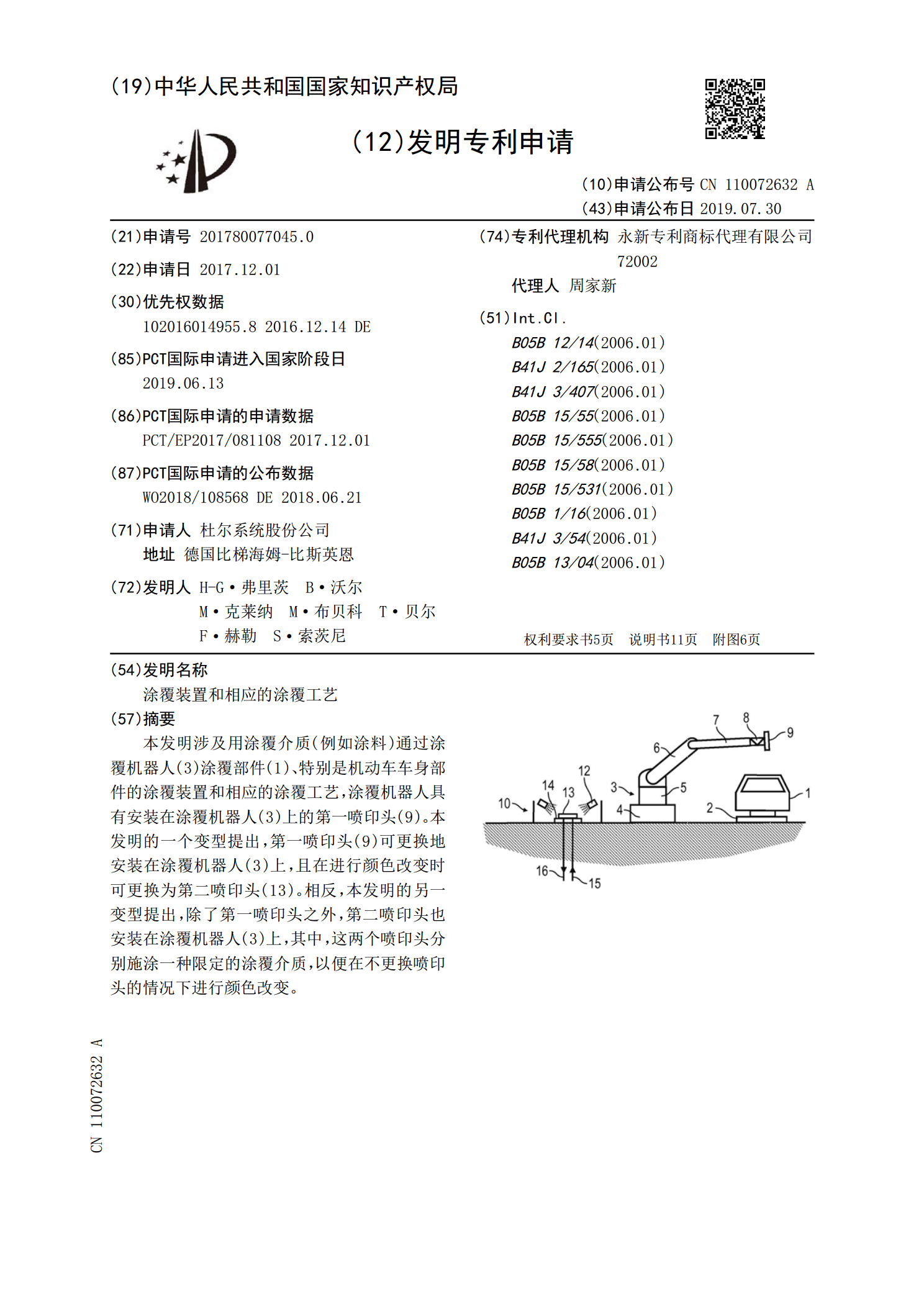
本发明涉及用涂覆介质(例如涂料)通过涂覆机器人(3)涂覆部件(1)、特别是机动车车身部件的涂覆装置和相应的涂覆工艺,涂覆机器人具有安装在涂覆机器人(3)上的第一喷印头(9)。本发明的一个变型提出,第一喷印头(9)可更换地安装在涂覆机器人(3)上,且在进行颜色改变时可更换为第二喷印头(13)。相反,本发明的另一变型提出,除了第一喷印头之外,第二喷印头也安装在涂覆机器人(3)上,其中,这两个喷印头分别施涂一种限定的涂覆介质,以便在不更换喷印头的情况下进行颜色改变。
一种彩涂钢板生产工艺.pdf
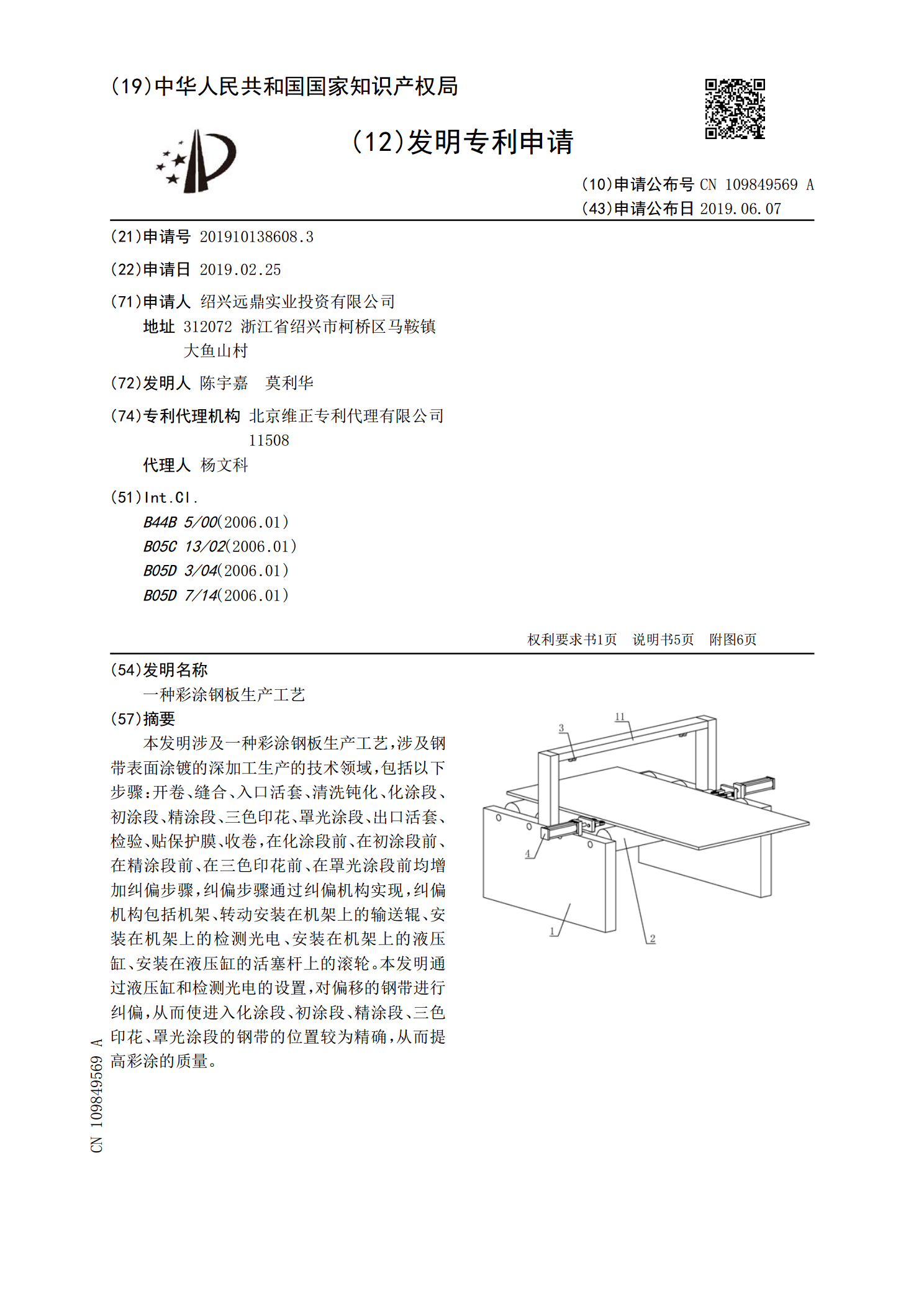
本发明涉及一种彩涂钢板生产工艺,涉及钢带表面涂镀的深加工生产的技术领域,包括以下步骤:开卷、缝合、入口活套、清洗钝化、化涂段、初涂段、精涂段、三色印花、罩光涂段、出口活套、检验、贴保护膜、收卷,在化涂段前、在初涂段前、在精涂段前、在三色印花前、在罩光涂段前均增加纠偏步骤,纠偏步骤通过纠偏机构实现,纠偏机构包括机架、转动安装在机架上的输送辊、安装在机架上的检测光电、安装在机架上的液压缸、安装在液压缸的活塞杆上的滚轮。本发明通过液压缸和检测光电的设置,对偏移的钢带进行纠偏,从而使进入化涂段、初涂段、精涂段、三