
一种不锈钢扩锥的焊接工装及其焊接方法.pdf

森林****来了


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种不锈钢扩锥的焊接工装及其焊接方法.pdf
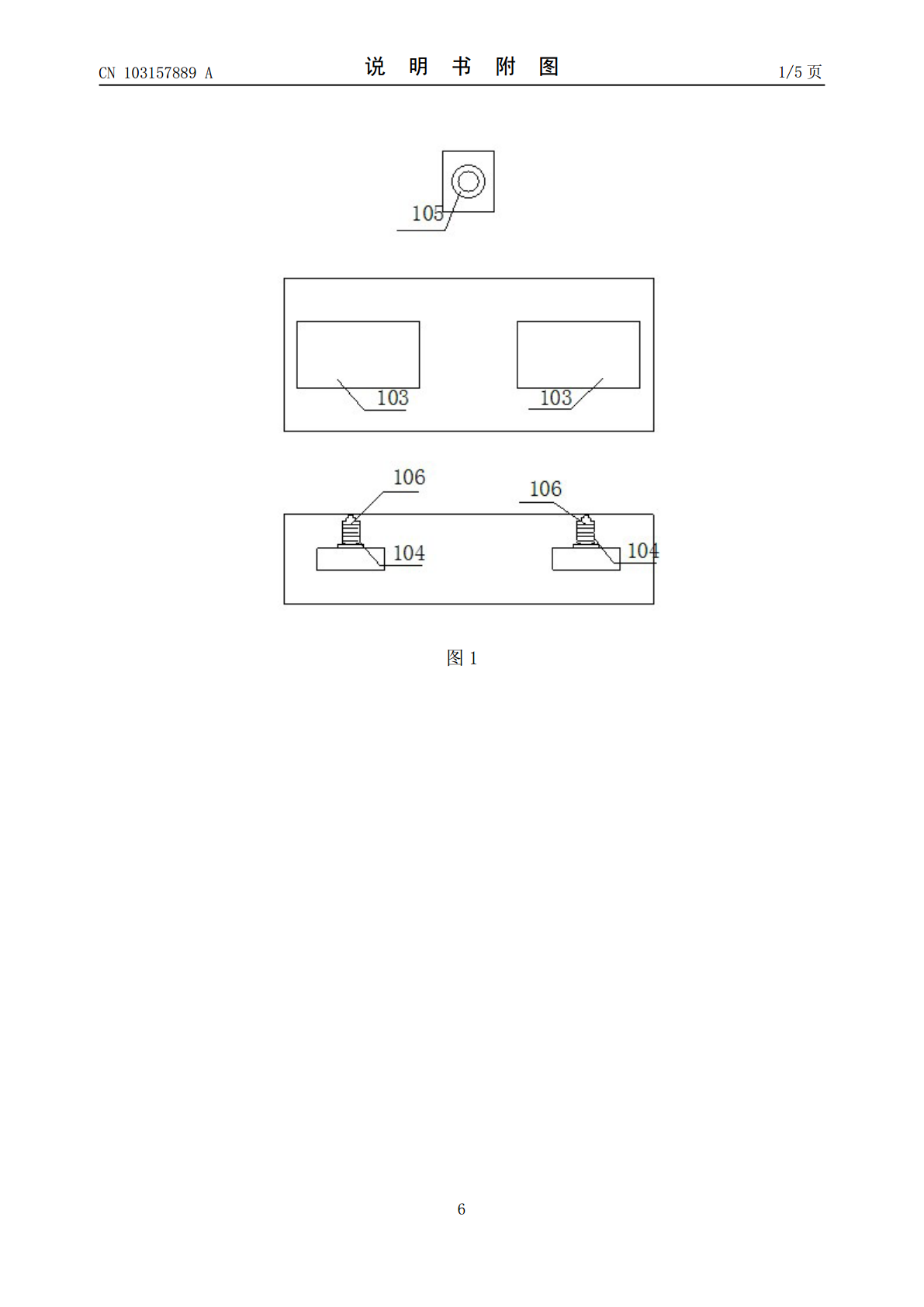
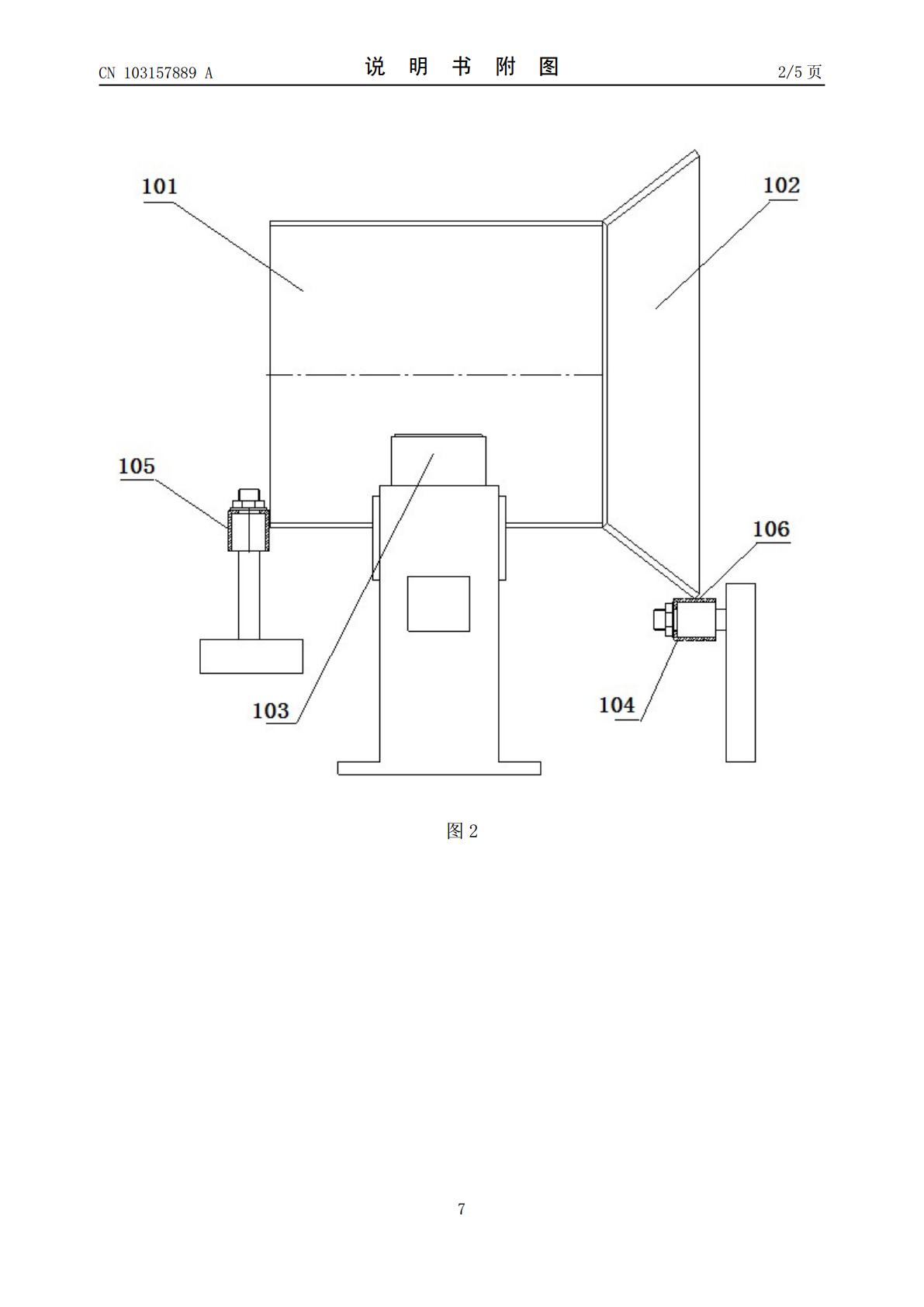
本发明公开了一种不锈钢扩锥的焊接工装及其焊接方法,属于燃烧器制造领域,焊接工装包括至少一对圆筒部驱动滚轮,所述圆筒部驱动滚轮旋转轴前方还设有至少一个扩锥部支撑滚轮,后方还设有至少一个圆筒部定位滚轮。焊接方法,依次包括以下步骤:将圆筒放置在各圆筒部驱动滚轮上,且圆筒后部抵靠在所述圆筒部定位滚轮上并与其一同滚动,同时扩锥部支撑滚轮支撑扩锥并阻止其前移,且扩锥部支撑滚轮与扩锥一同滚动。启动圆筒部驱动滚轮,其带动圆筒和扩锥滚动,随着圆筒和扩锥的滚动,在其结合处进行滚动焊接。本发明能减少焊工工作难度,增加焊接稳定性
焊接工装及其焊接方法.pdf
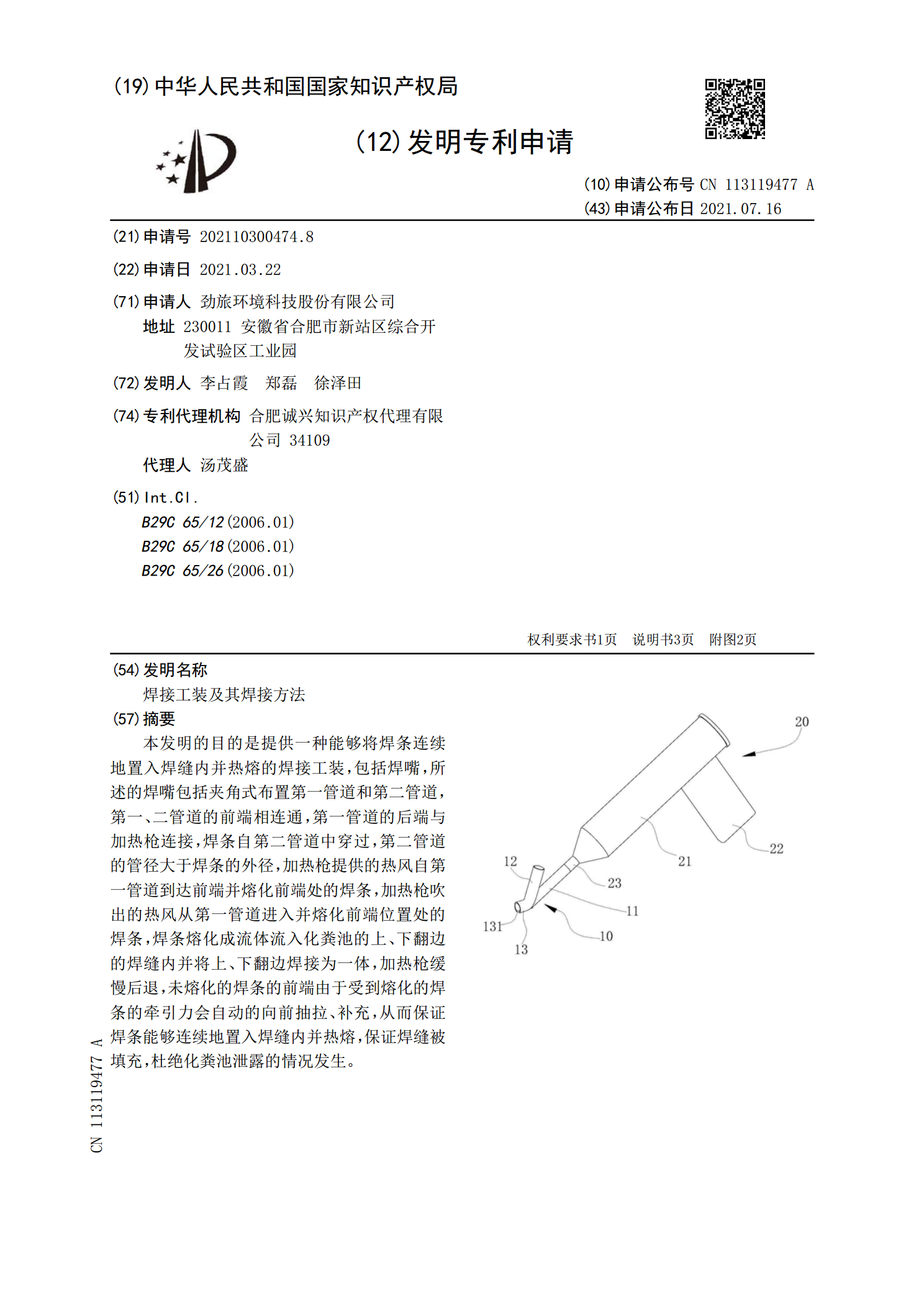
本发明的目的是提供一种能够将焊条连续地置入焊缝内并热熔的焊接工装,包括焊嘴,所述的焊嘴包括夹角式布置第一管道和第二管道,第一、二管道的前端相连通,第一管道的后端与加热枪连接,焊条自第二管道中穿过,第二管道的管径大于焊条的外径,加热枪提供的热风自第一管道到达前端并熔化前端处的焊条,加热枪吹出的热风从第一管道进入并熔化前端位置处的焊条,焊条熔化成流体流入化粪池的上、下翻边的焊缝内并将上、下翻边焊接为一体,加热枪缓慢后退,未熔化的焊条的前端由于受到熔化的焊条的牵引力会自动的向前抽拉、补充,从而保证焊条能够连续地
一种液氨储存箱焊接工装及其焊接方法.pdf
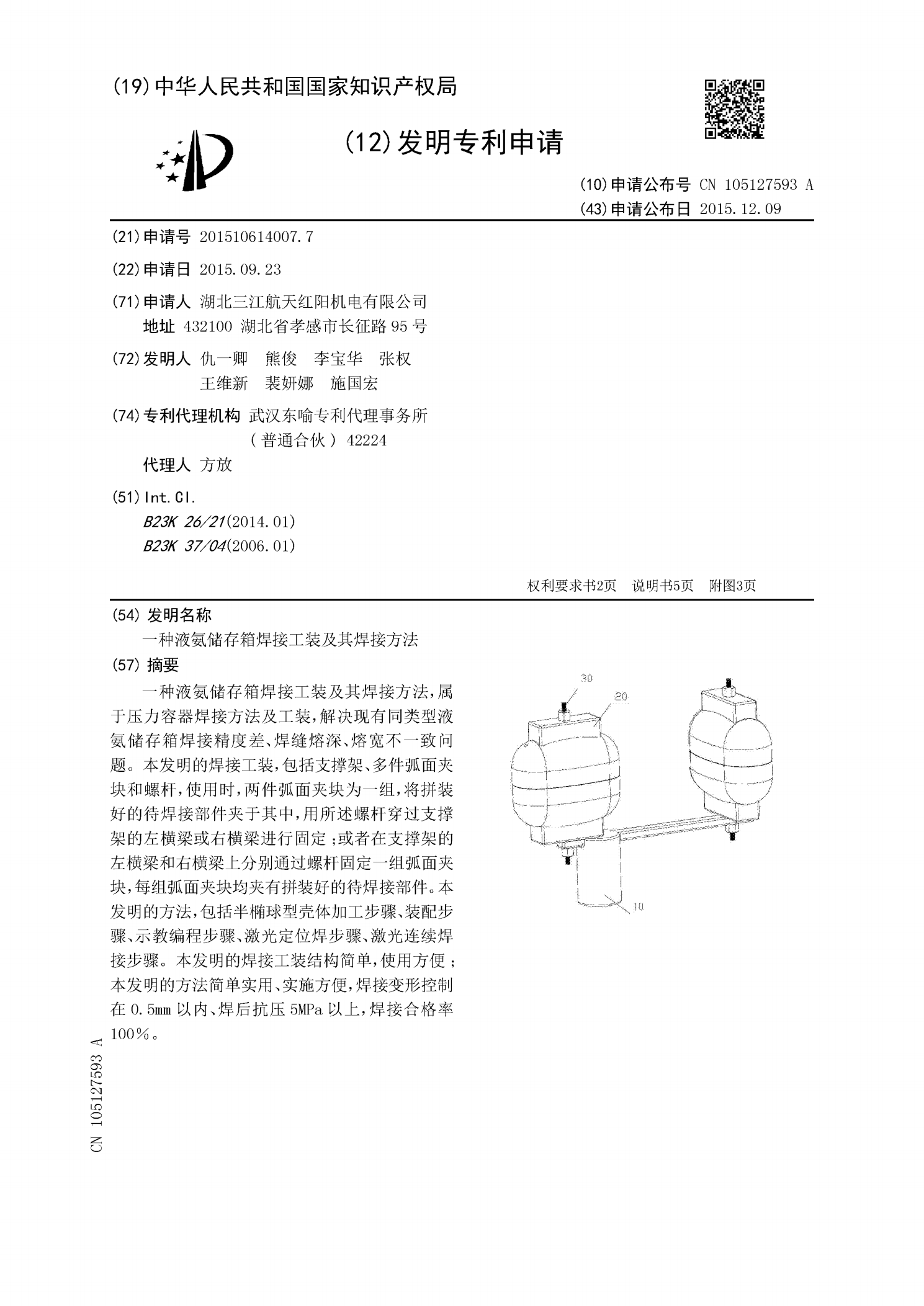
一种液氨储存箱焊接工装及其焊接方法,属于压力容器焊接方法及工装,解决现有同类型液氨储存箱焊接精度差、焊缝熔深、熔宽不一致问题。本发明的焊接工装,包括支撑架、多件弧面夹块和螺杆,使用时,两件弧面夹块为一组,将拼装好的待焊接部件夹于其中,用所述螺杆穿过支撑架的左横梁或右横梁进行固定;或者在支撑架的左横梁和右横梁上分别通过螺杆固定一组弧面夹块,每组弧面夹块均夹有拼装好的待焊接部件。本发明的方法,包括半椭球型壳体加工步骤、装配步骤、示教编程步骤、激光定位焊步骤、激光连续焊接步骤。本发明的焊接工装结构简单,使用方便

一种车轮模具分流锥及其焊接方法.pdf
一种车轮模具分流锥及其加工方法,由分流锥主体(1)、分体头(2)组成,分体头(2)设置在分流锥主体(1)最下端,分流锥主体(1)和分体头(2)采用螺栓+焊接紧固。分体头(2)采用耐高温合金材料。所述焊接采用QRO90焊丝,氩弧焊方式,焊前将分流锥主体及分体头拧紧后共同放入预热炉加热至450℃-480℃,保温10-20分钟,取出后在380℃-420℃温度之间焊接,焊接完成后用石棉毡包裹缓慢冷却至室温,冷却过程中保持气流稳定。

一种不锈钢管焊接冷却装置及其冷却焊接方法.pdf
一种不锈钢管焊接冷却装置及其冷却焊接方法,有第一堵板和第二堵板,第一堵板与第二堵板之间通过两个或两个以上的长条形连接板连接固定,连接板一端与第一堵板焊接固定,另一端通过连接件与第二堵板活动连接。第一堵板中心固定有导入机构,导入机构包含紧固基座和转体,进入管路、排出管路穿过转体中心进入第一堵板内部。装置位于待焊管件内部,氩气以10L/min‑15L/min的流量进入密封空间内,当密封空间内的氩气纯度不大于50ppm时,进行焊接,焊接2‑3道焊道后,向密封空间内输入冷却水,形成冷却水循环后,进行后续焊接。本发