
焊接工装及其焊接方法.pdf

一条****然后

1/7
2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
焊接工装及其焊接方法.pdf
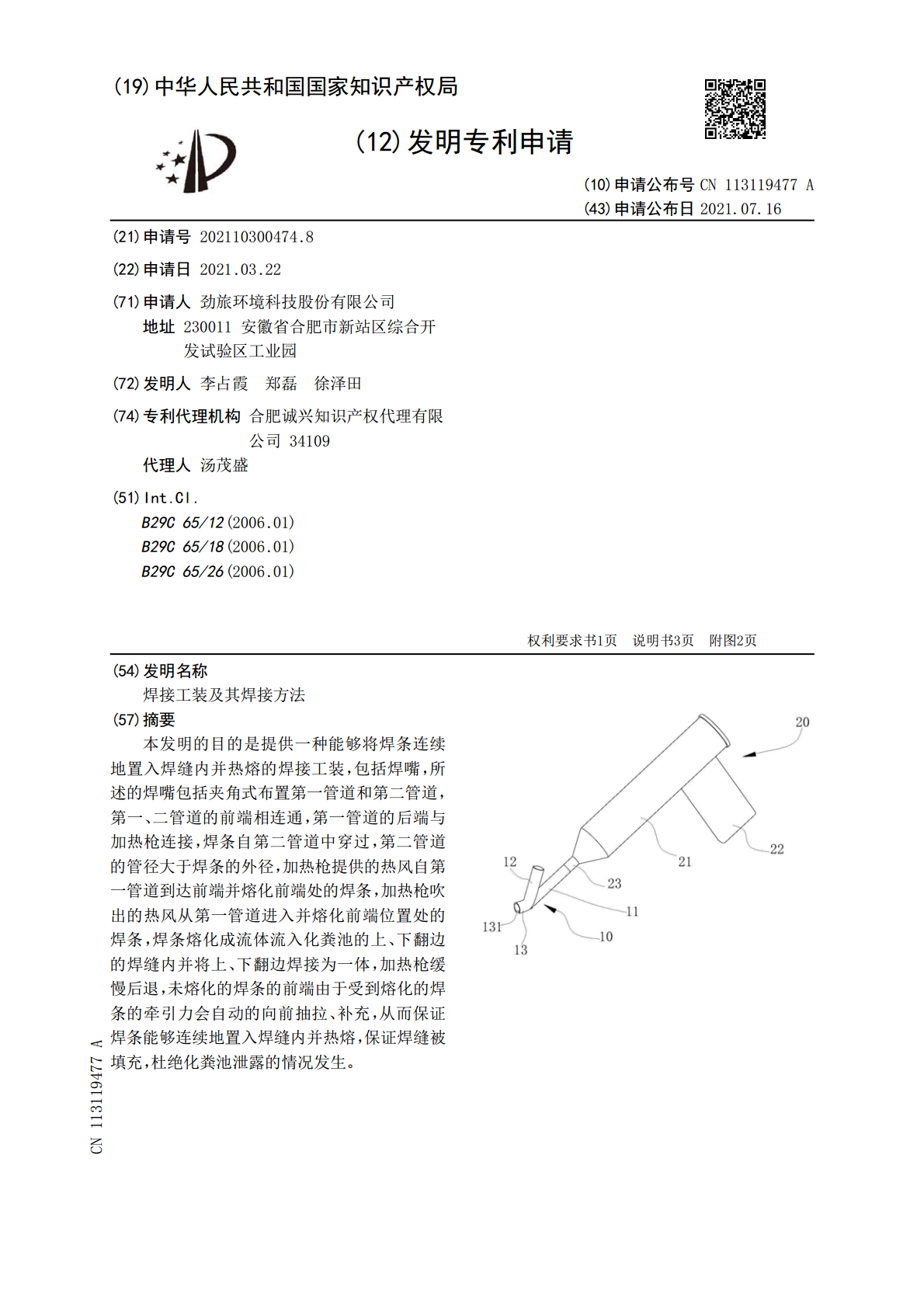
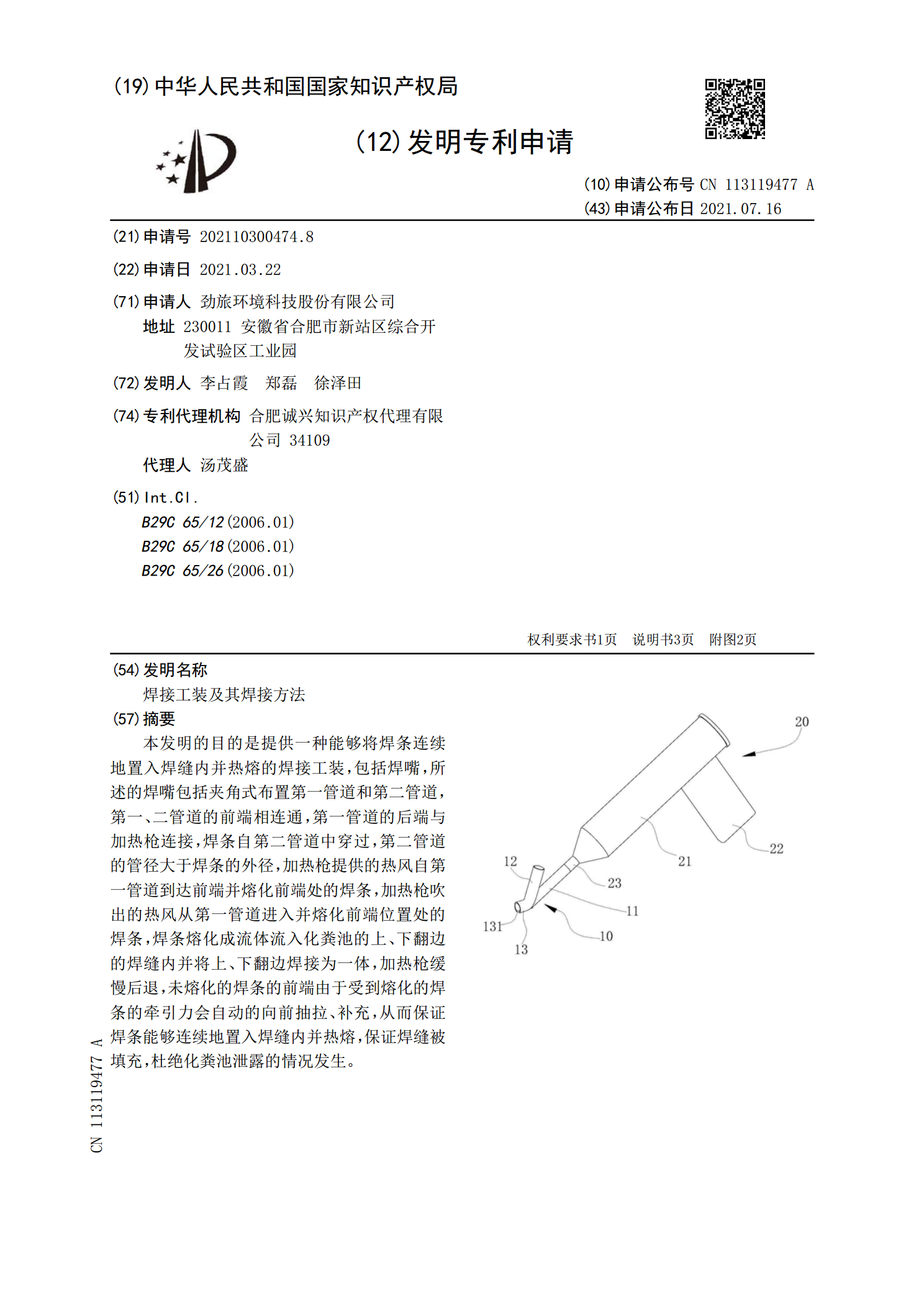
本发明的目的是提供一种能够将焊条连续地置入焊缝内并热熔的焊接工装,包括焊嘴,所述的焊嘴包括夹角式布置第一管道和第二管道,第一、二管道的前端相连通,第一管道的后端与加热枪连接,焊条自第二管道中穿过,第二管道的管径大于焊条的外径,加热枪提供的热风自第一管道到达前端并熔化前端处的焊条,加热枪吹出的热风从第一管道进入并熔化前端位置处的焊条,焊条熔化成流体流入化粪池的上、下翻边的焊缝内并将上、下翻边焊接为一体,加热枪缓慢后退,未熔化的焊条的前端由于受到熔化的焊条的牵引力会自动的向前抽拉、补充,从而保证焊条能够连续地
一种液氨储存箱焊接工装及其焊接方法.pdf
一种液氨储存箱焊接工装及其焊接方法,属于压力容器焊接方法及工装,解决现有同类型液氨储存箱焊接精度差、焊缝熔深、熔宽不一致问题。本发明的焊接工装,包括支撑架、多件弧面夹块和螺杆,使用时,两件弧面夹块为一组,将拼装好的待焊接部件夹于其中,用所述螺杆穿过支撑架的左横梁或右横梁进行固定;或者在支撑架的左横梁和右横梁上分别通过螺杆固定一组弧面夹块,每组弧面夹块均夹有拼装好的待焊接部件。本发明的方法,包括半椭球型壳体加工步骤、装配步骤、示教编程步骤、激光定位焊步骤、激光连续焊接步骤。本发明的焊接工装结构简单,使用方便

连接盘的焊接工装及焊接方法.pdf
本发明公开了一种连接盘的焊接工装及焊接方法,属于机械加工领域。在焊接连接盘时,一般先将环形筒、环形法兰板及环形筋板点焊装配,再将环形法兰板放至两个支撑结构的支撑面上,使用压板压紧环形法兰板,环形法兰板的板面被压板与焊接工装的支撑结构的支撑面夹住,环形法兰板的位置得到良好固定,焊接过程中会产生的变形较小,因此可减小环形法兰板在表面预留的加工余量,加工余量的降低使得制作环形法兰板本身所需要的材料减少,也减少了需要加工的加工余量,降低了制作连接盘的经济成本与时间成本。而焊接工装中间隔设置的两个驱动结构,方便连接
薄板导轨及其焊接工装、制造方法.pdf
本发明公开了一种薄板导轨及其焊接工装、制造方法,属于金属加工领域。薄板导轨由上弧板、下弧板、上围板和下围板组成,上弧板和下弧板垂直于厚度方向的截面的轮廓呈烟斗形,上围板和下围板垂直于宽度方向的截面的轮廓呈烟斗形;上弧板垂直于厚度方向的第一表面和下弧板垂直于厚度方向的第一表面相对设置;下围板设置在上弧板和下弧板之间,并且下围板垂直于宽度方向的第三表面与上弧板垂直于宽度方向的第三表面焊接,下围板垂直于宽度方向的第四表面与下弧板垂直于宽度方向的第三表面焊接;上弧板垂直于宽度方向的第四表面与上围板垂直于宽度方向的
焊接工装及其设计.pdf
焊接工装及其设计第一章概述第一节焊接工装的作用、分类和特点在机械加工、产品检验、装配和焊接等工艺过程中,使用着大量的工艺装备,简称工装,用以安装加工对象,使之占有正确的位置,以保证零件和产品的质量,并提高生产效率。大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要各制造厂根据本厂的产品结构特点、生产条件和实际需要自行设计制造或者外协定做。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一,对于汽车、摩托车和飞机等制造业,可以毫不夸张地说,没有焊接