
一种不锈钢管焊接冷却装置及其冷却焊接方法.pdf

明钰****甜甜


1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种不锈钢管焊接冷却装置及其冷却焊接方法.pdf
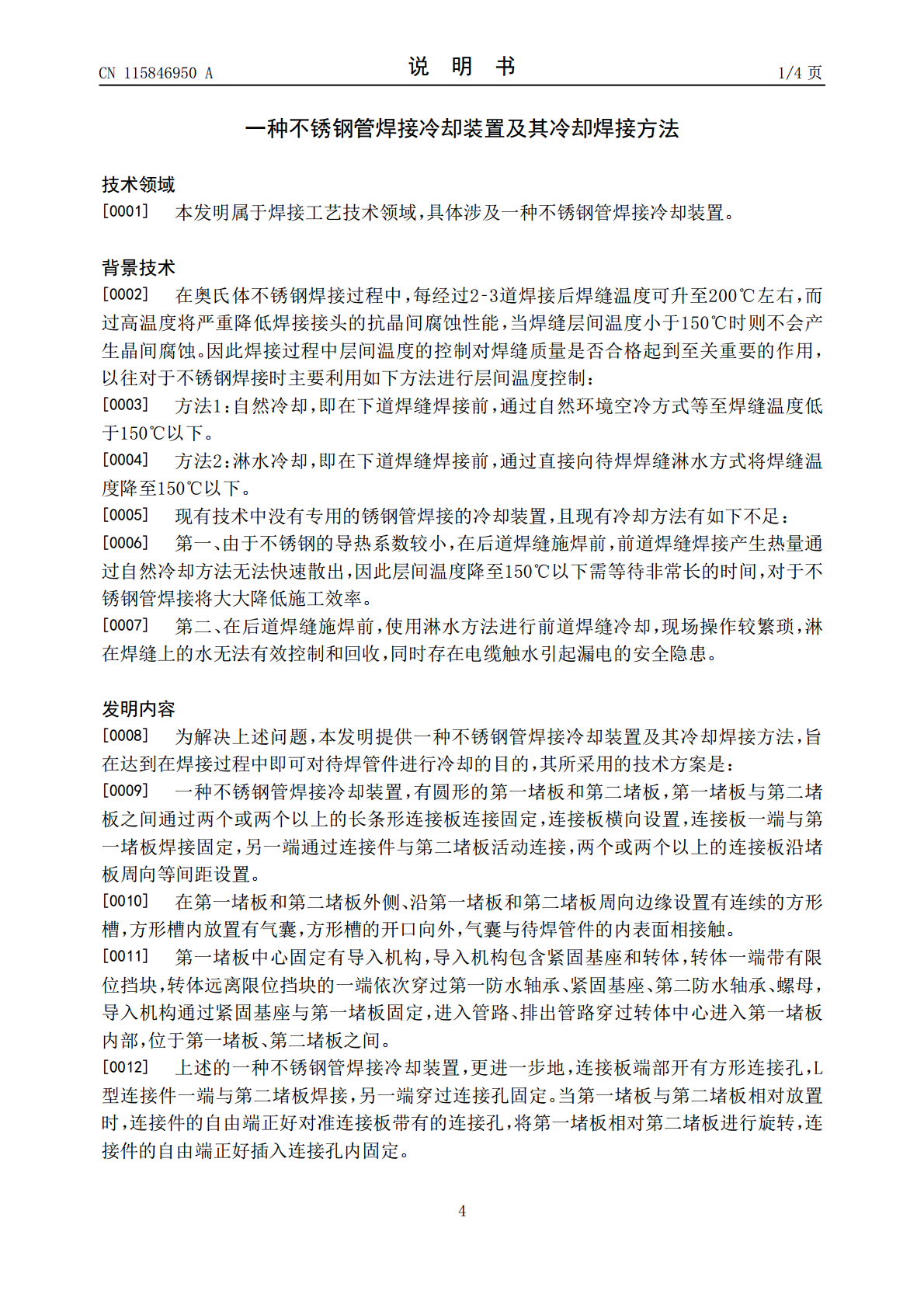
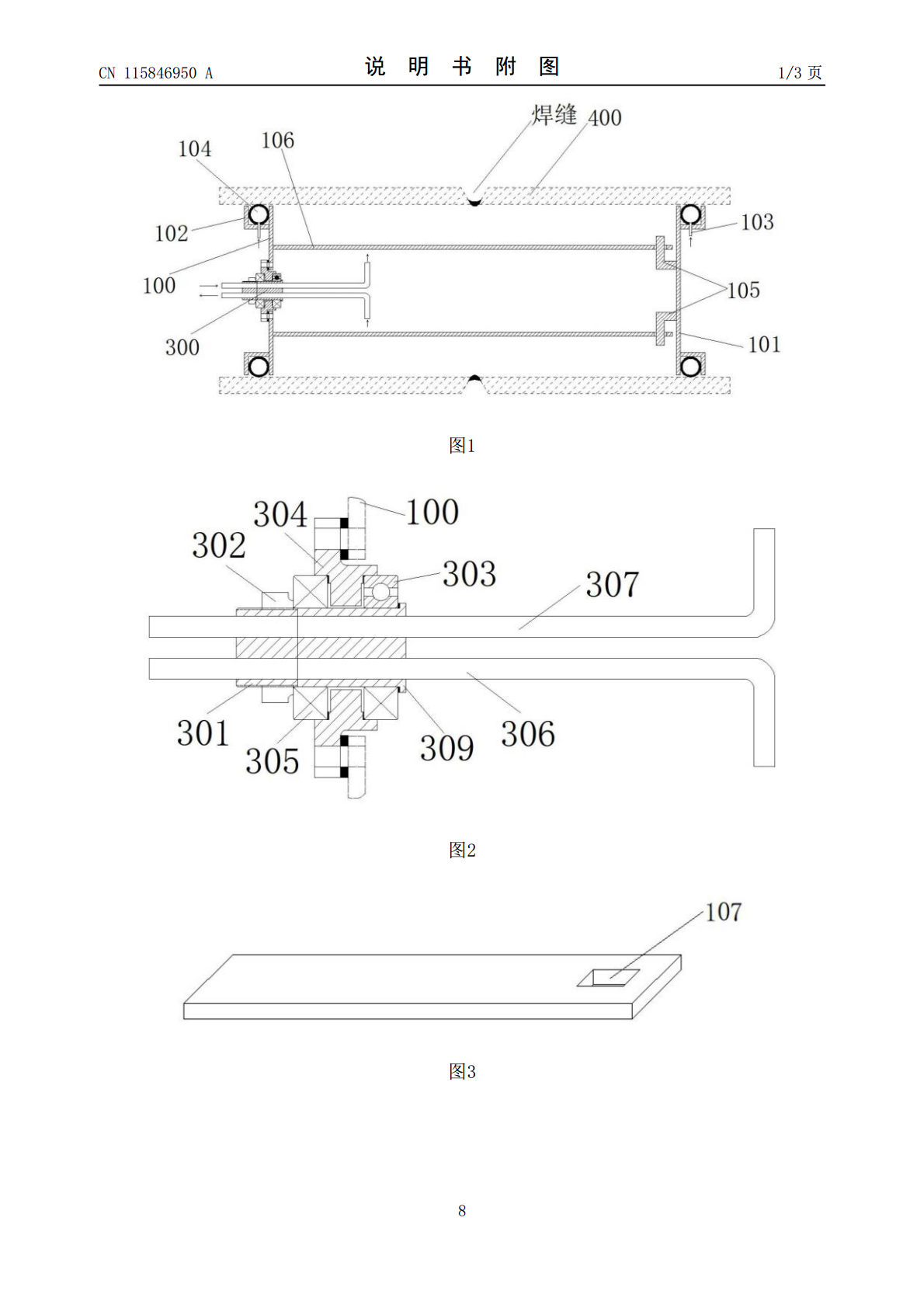
一种不锈钢管焊接冷却装置及其冷却焊接方法,有第一堵板和第二堵板,第一堵板与第二堵板之间通过两个或两个以上的长条形连接板连接固定,连接板一端与第一堵板焊接固定,另一端通过连接件与第二堵板活动连接。第一堵板中心固定有导入机构,导入机构包含紧固基座和转体,进入管路、排出管路穿过转体中心进入第一堵板内部。装置位于待焊管件内部,氩气以10L/min‑15L/min的流量进入密封空间内,当密封空间内的氩气纯度不大于50ppm时,进行焊接,焊接2‑3道焊道后,向密封空间内输入冷却水,形成冷却水循环后,进行后续焊接。本发
冷却壁密封箱焊接装置及焊接方法.pdf
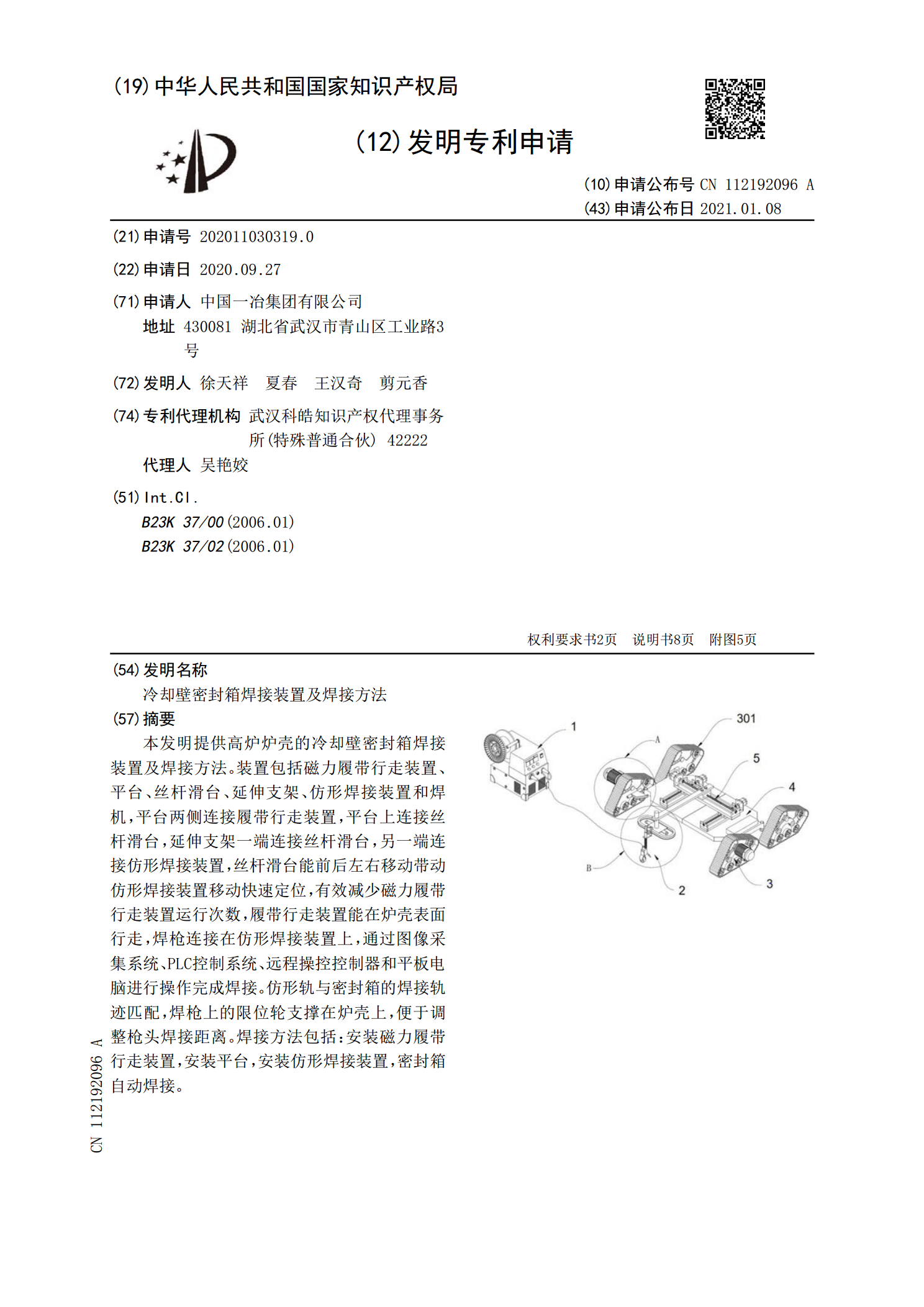
本发明提供高炉炉壳的冷却壁密封箱焊接装置及焊接方法。装置包括磁力履带行走装置、平台、丝杆滑台、延伸支架、仿形焊接装置和焊机,平台两侧连接履带行走装置,平台上连接丝杆滑台,延伸支架一端连接丝杆滑台,另一端连接仿形焊接装置,丝杆滑台能前后左右移动带动仿形焊接装置移动快速定位,有效减少磁力履带行走装置运行次数,履带行走装置能在炉壳表面行走,焊枪连接在仿形焊接装置上,通过图像采集系统、PLC控制系统、远程操控控制器和平板电脑进行操作完成焊接。仿形轨与密封箱的焊接轨迹匹配,焊枪上的限位轮支撑在炉壳上,便于调整枪头焊

焊接冷却装置.pdf
本发明公开了一种焊接冷却装置,该焊接冷却装置包括一外壳、一旋转部件以及一导流水管,该外壳设有一进水口和一出水口,该旋转部件旋转连接于该外壳内,该旋转部件内开设有用于放置该导流水管的盲孔,该旋转部件的端面设有与焊接件匹配的一固定机构。本发明的焊接冷却装置通过对现有顶针的改进设计使得在焊接过程中的焊接件可以实现快速冷却的目的,最大限度地保护了焊接件自身的性能,同时,本发明还具有定位焊接件的作用。

一种焊接电极的快速冷却装置及其使用方法.pdf
本发明公开了一种焊接电极的快速冷却装置及其使用方法,该装置包括引流管、进气管路和排气管路,进气管路的两端分别与引流管和炉体连通,排气管路的两端分别与炉体和引流管的末端连通,引流管包括收缩段和扩张段,扩张段上设置有换热器,引流管前端设置有锥形喷嘴。该装置可有效解决现有的冷却装置存在的冷却时间长的问题。
一种焊接设备冷却装置.pdf
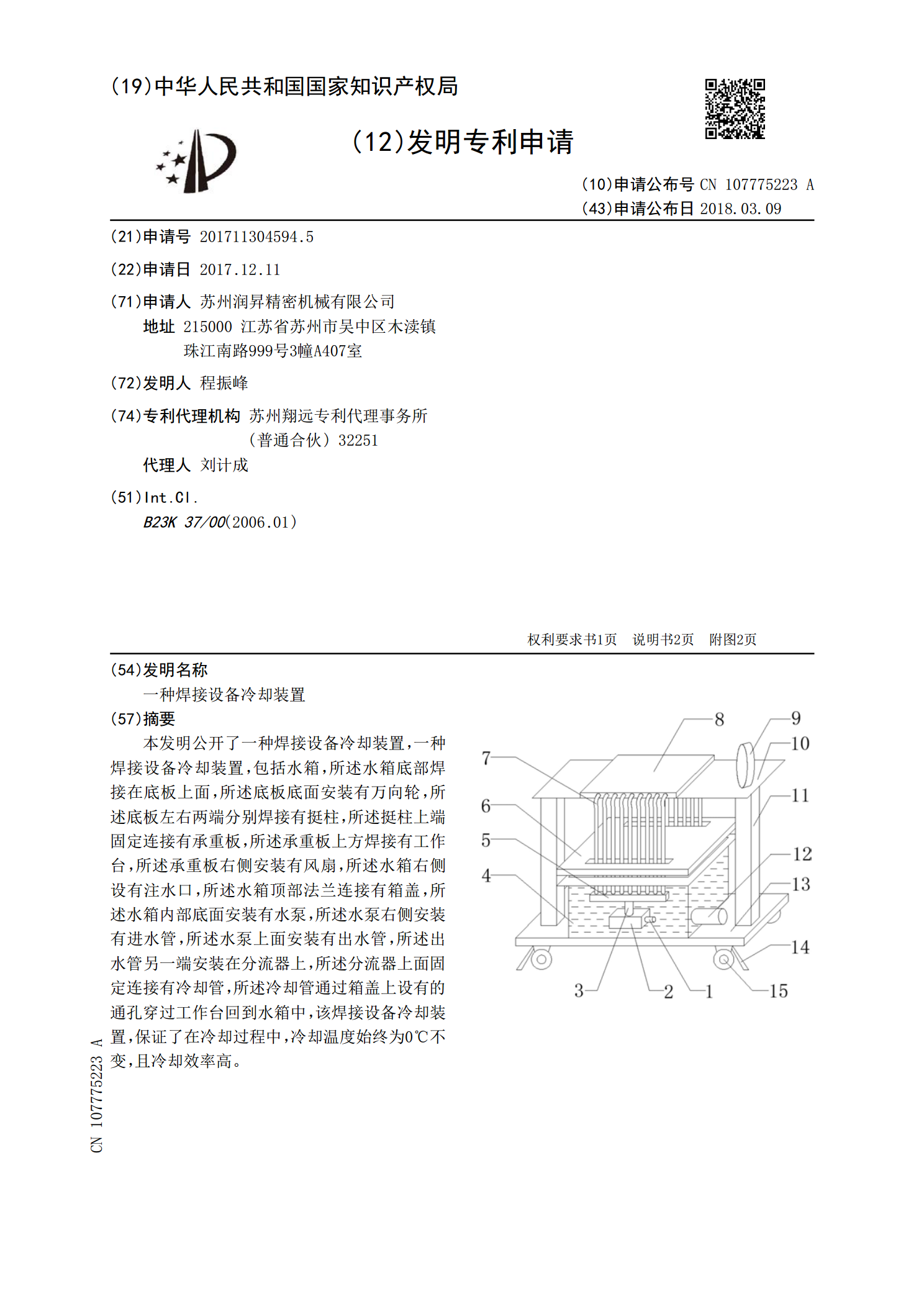
本发明公开了一种焊接设备冷却装置,一种焊接设备冷却装置,包括水箱,所述水箱底部焊接在底板上面,所述底板底面安装有万向轮,所述底板左右两端分别焊接有挺柱,所述挺柱上端固定连接有承重板,所述承重板上方焊接有工作台,所述承重板右侧安装有风扇,所述水箱右侧设有注水口,所述水箱顶部法兰连接有箱盖,所述水箱内部底面安装有水泵,所述水泵右侧安装有进水管,所述水泵上面安装有出水管,所述出水管另一端安装在分流器上,所述分流器上面固定连接有冷却管,所述冷却管通过箱盖上设有的通孔穿过工作台回到水箱中,该焊接设备冷却装置,保证了