
一种转炉主原料装入控制方法及其控制系统.pdf

a是****澜吖

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种转炉主原料装入控制方法及其控制系统.pdf
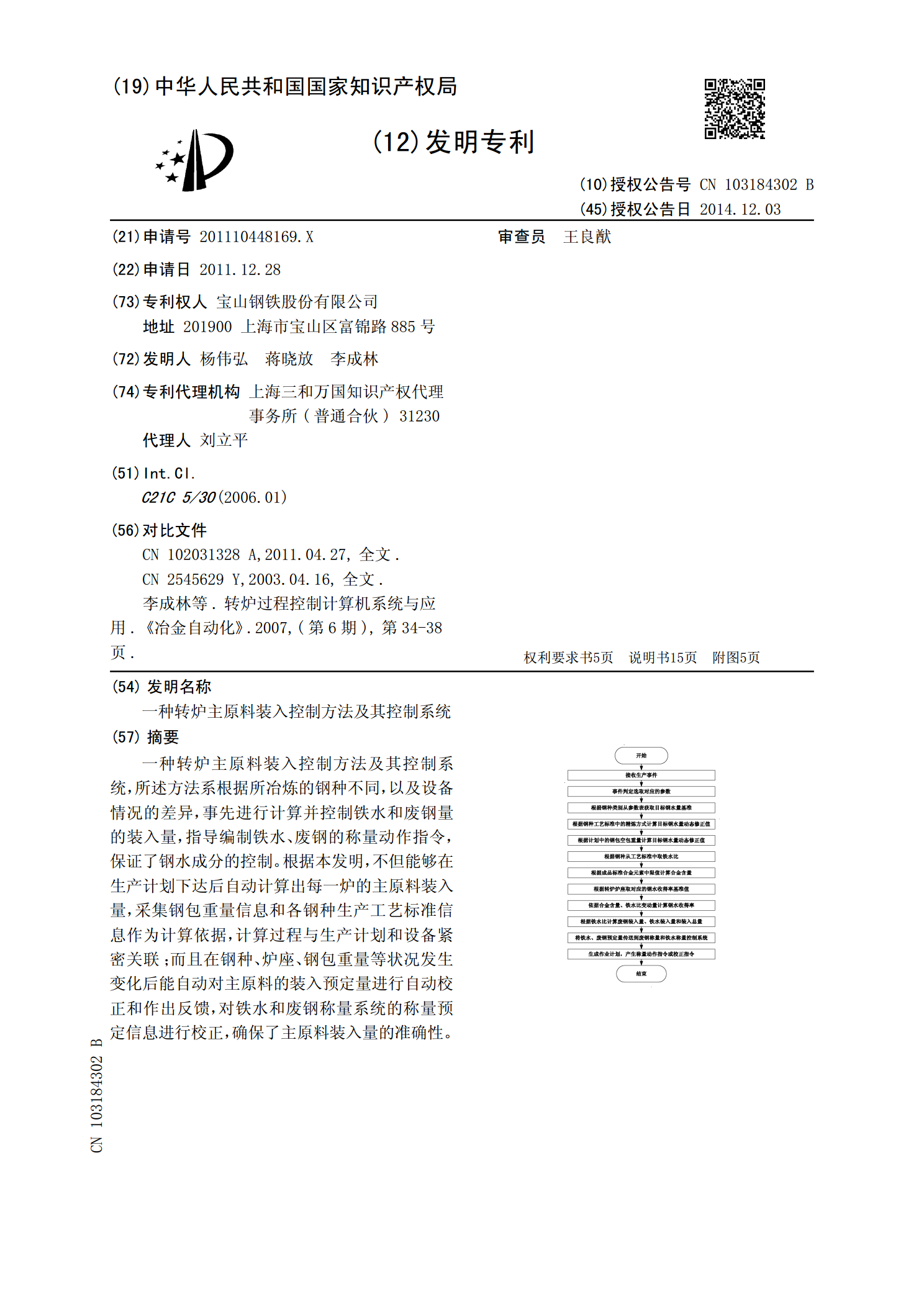
一种转炉主原料装入控制方法及其控制系统,所述方法系根据所冶炼的钢种不同,以及设备情况的差异,事先进行计算并控制铁水和废钢量的装入量,指导编制铁水、废钢的称量动作指令,保证了钢水成分的控制。根据本发明,不但能够在生产计划下达后自动计算出每一炉的主原料装入量,采集钢包重量信息和各钢种生产工艺标准信息作为计算依据,计算过程与生产计划和设备紧密关联;而且在钢种、炉座、钢包重量等状况发生变化后能自动对主原料的装入预定量进行自动校正和作出反馈,对铁水和废钢称量系统的称量预定信息进行校正,确保了主原料装入量的准确性。

一种转炉辅原料上料控制方法及控制系统.pdf
本发明公开了一种转炉辅原料上料控制方法及控制系统,应用于自动控制领域,该控制方法包括:控制各个皮带传输机上的卸料小车定位,以及控制各个所述皮带输送机逐个启动;在各个皮带传输机均处于运行状态后,各个皮带输送机基于预上料编组依次从供料仓获得各个辅原料,传送至对应的要料仓进行上料;在各个辅原料传送至对应的要料仓过程中,监测各个要料仓是否发生断料;在监测到其中一个要料仓发生断料时,将断料仓的上料次序优先插入所述预上料编组中后,继续从供料仓获得辅原料传送至对应的要料仓进行上料。这样就解决了现有转炉冶炼上料控制准确性

转炉炼钢原料及装入制度样本.doc
一.装料转炉炼钢原料及装入制度1.原料钢水及某些配用废钢1.1铁水普通占装入量70%以上A;对铁水温度规定铁水温度高低,标志其物理热多少,温度高则能保证物理和化学热,增长废钢配加量,转炉吹炉顺行,减少转炉生产成本,普通保证在1250~1300℃以上。B;对铁水成分规定(1)含硅量以0.5%~0.8%为宜。低则不能正常吹炉,石灰溶解困难,渣量较小,不利除硫和磷,金属飞测严重,影响成材率。高则增长造渣材料消耗,按理论计算,每增长0.1%,吹炉1t铁水则多增2kg二氧化硅,6kg石灰渣量增长8kg;(2)铁水含

转炉炼钢原料及装入制度样本.doc
一.装料转炉炼钢原料及装入制度1.原料钢水及某些配用废钢1.1铁水普通占装入量70%以上A;对铁水温度规定铁水温度高低,标志其物理热多少,温度高则能保证物理和化学热,增长废钢配加量,转炉吹炉顺行,减少转炉生产成本,普通保证在1250~1300℃以上。B;对铁水成分规定(1)含硅量以0.5%~0.8%为宜。低则不能正常吹炉,石灰溶解困难,渣量较小,不利除硫和磷,金属飞测严重,影响成材率。高则增长造渣材料消耗,按理论计算,每增长0.1%,吹炉1t铁水则多增2kg二氧化硅,6kg石灰渣量增长8kg;(2)铁水含

转炉炼钢原料及装入制度样本.doc
一.装料转炉炼钢原料及装入制度1.原料钢水及某些配用废钢1.1铁水普通占装入量70%以上A;对铁水温度规定铁水温度高低,标志其物理热多少,温度高则能保证物理和化学热,增长废钢配加量,转炉吹炉顺行,减少转炉生产成本,普通保证在1250~1300℃以上。B;对铁水成分规定(1)含硅量以0.5%~0.8%为宜。低则不能正常吹炉,石灰溶解困难,渣量较小,不利除硫和磷,金属飞测严重,影响成材率。高则增长造渣材料消耗,按理论计算,每增长0.1%,吹炉1t铁水则多增2kg二氧化硅,6kg石灰渣量增长8kg;(2)铁水含