
镁合金板材热冲压成型自动化生产方法.pdf

宜欣****外呢

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
镁合金板材热冲压成型自动化生产方法.pdf
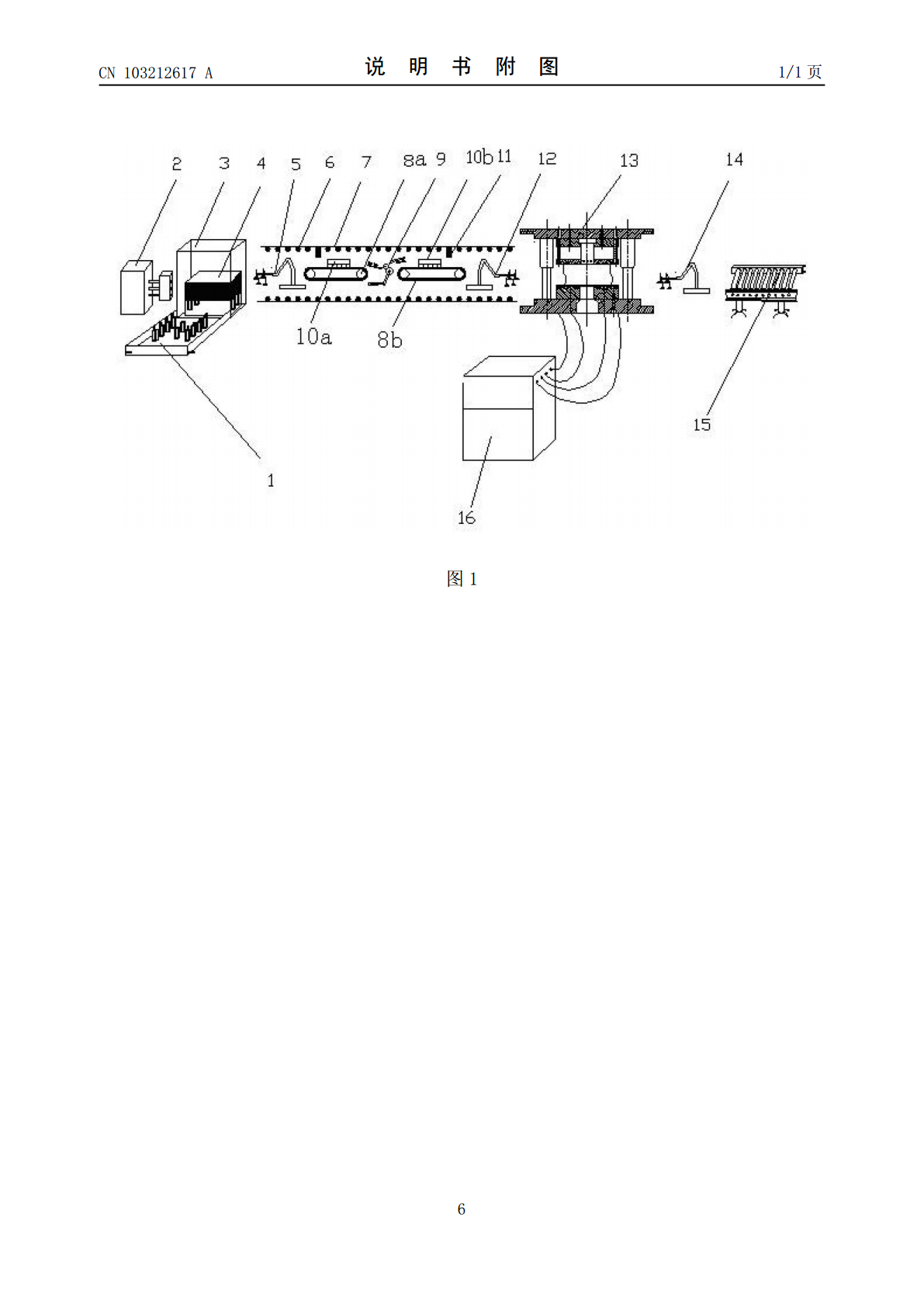
本发明公开了一种镁合金板材冲压成型自动化生产方法,包括以下步骤:(1)对运输板材的输送带和冲压板材的模具预热至100-300℃之间的某一设定值T;(2)将镁合金板材加热至温度T,并保温3分钟;(3)运输板材至冲压模具,并且在将板材输送至成型模具的过程中,使得板材始终保持在设定温度T,温度波动范围±5℃;(4)板材的冲压:板材进入冲压模具定位后,开始冲压;(5)出料。本发明能够对镁合金冲压件进行流水线自动生成,由于合理的生产线结构和工艺设计,可以有效降低镁合金从加热炉至冲压模具的温降,实现镁合金等温冲压成形
镁合金板材热冲压成型自动化生产线.pdf
本发明公开了一种镁合金板材热冲压成型自动化生产线,包括加热炉;堆垛装置,用于将镁合金板材送入加热炉;拆垛装置,用于将加热后的镁合金板材分离;输送带;输送带的上下两侧均设置有保温罩;保温罩的内侧设置有多个加热器;保温罩内设置有与各加热器连接的红外线测温仪;输送带的上游设置有出炉机械手,用于将单张板材送上输送带;输送带的下游设置有入模机械手,用于将板材送入成型模具;成型模具连接有模具温控设备;成型模具的下游设置有出料机械手,用于将成型的镁合金送入出料机构。本发明能够对镁合金冲压件进行流水线自动生成,因此人工少

铝合金板材热冲压成型生产线.pdf
本发明公开了一种铝合金板材热冲压成型生产线,包括:拆垛机,用于将板材移送至上料位置处,交由机械手;喷雾机,对板材双面润滑剂喷涂;加热炉,用于对双面喷涂有润滑剂的板材进行加热和保温,包括:依次设置的上料区、炉膛和下料区,所述炉膛内设置有至少一个加热区和至少一个保温区;炉膛每层至少有两序依序送入的板料;炉膛内的加热方式为喷嘴式,上料区和下料区均为滚动式升降台,加热区和保温区均设置有多层双向滚动台,且滚动式升降台的升降高度与多层双向滚动台的每层高度一致;压机,用于将固溶后的板材进行冲压成型;板链输送机,接收冲压
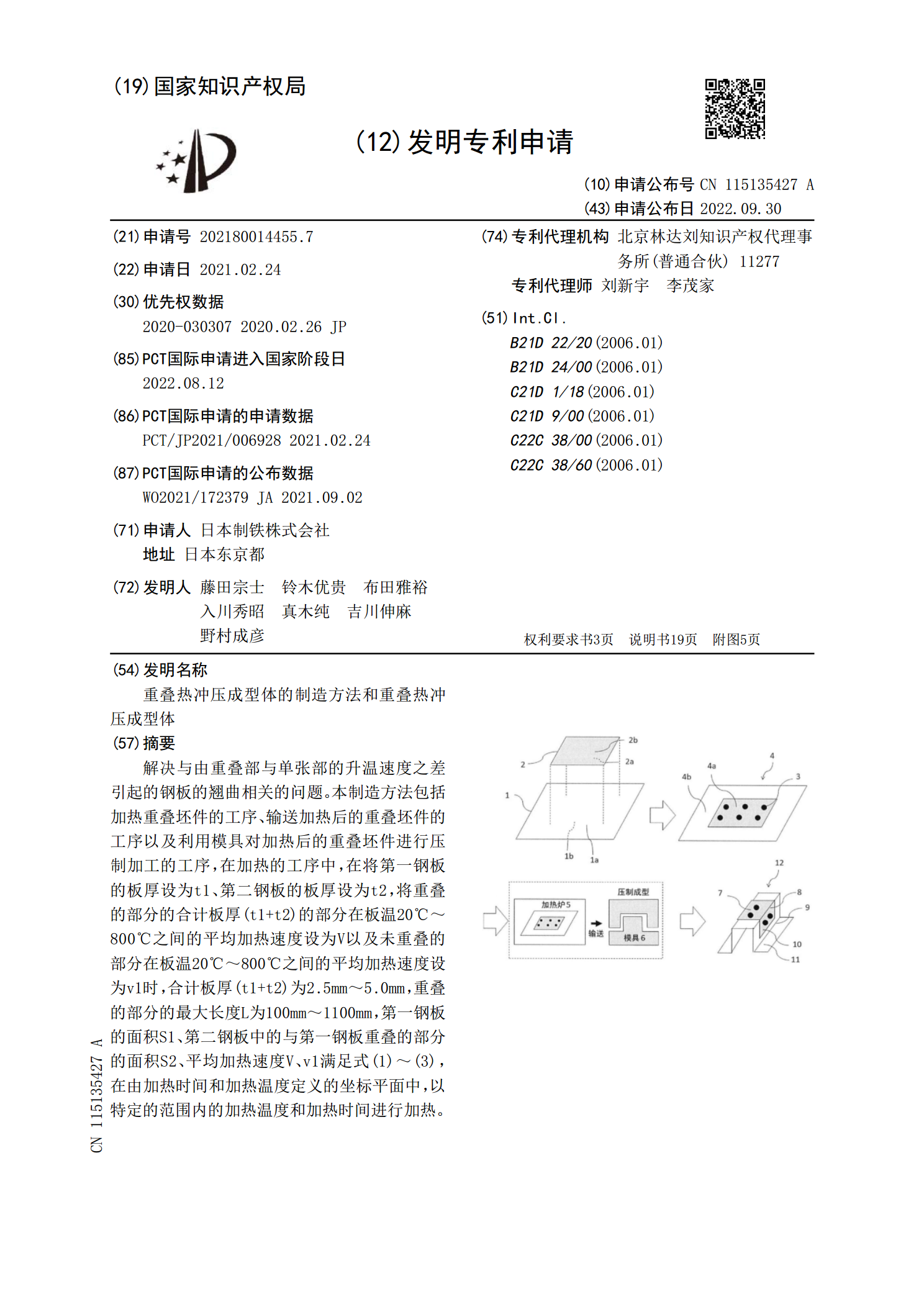
重叠热冲压成型体的制造方法和重叠热冲压成型体.pdf
解决与由重叠部与单张部的升温速度之差引起的钢板的翘曲相关的问题。本制造方法包括加热重叠坯件的工序、输送加热后的重叠坯件的工序以及利用模具对加热后的重叠坯件进行压制加工的工序,在加热的工序中,在将第一钢板的板厚设为t1、第二钢板的板厚设为t2,将重叠的部分的合计板厚(t1+t2)的部分在板温20℃~800℃之间的平均加热速度设为V以及未重叠的部分在板温20℃~800℃之间的平均加热速度设为v1时,合计板厚(t1+t2)为2.5mm~5.0mm,重叠的部分的最大长度L为100mm~1100mm,第一钢板的面积
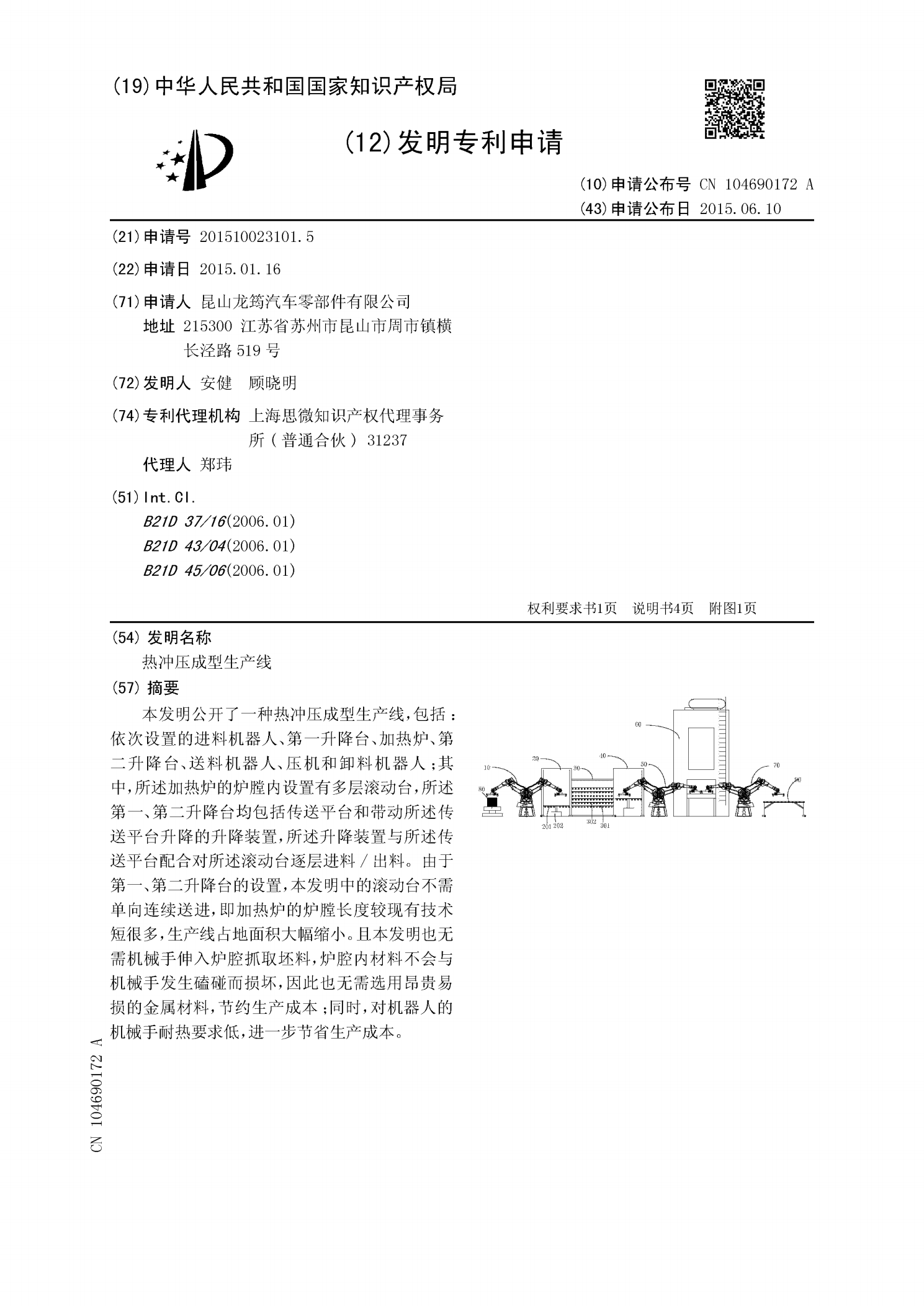
热冲压成型生产线.pdf
本发明公开了一种热冲压成型生产线,包括:依次设置的进料机器人、第一升降台、加热炉、第二升降台、送料机器人、压机和卸料机器人;其中,所述加热炉的炉膛内设置有多层滚动台,所述第一、第二升降台均包括传送平台和带动所述传送平台升降的升降装置,所述升降装置与所述传送平台配合对所述滚动台逐层进料/出料。由于第一、第二升降台的设置,本发明中的滚动台不需单向连续送进,即加热炉的炉膛长度较现有技术短很多,生产线占地面积大幅缩小。且本发明也无需机械手伸入炉腔抓取坯料,炉腔内材料不会与机械手发生磕碰而损坏,因此也无需选用昂贵易