
一种卧式锅炉内环缝自动焊接方法.pdf

一吃****瀚文

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种卧式锅炉内环缝自动焊接方法.pdf
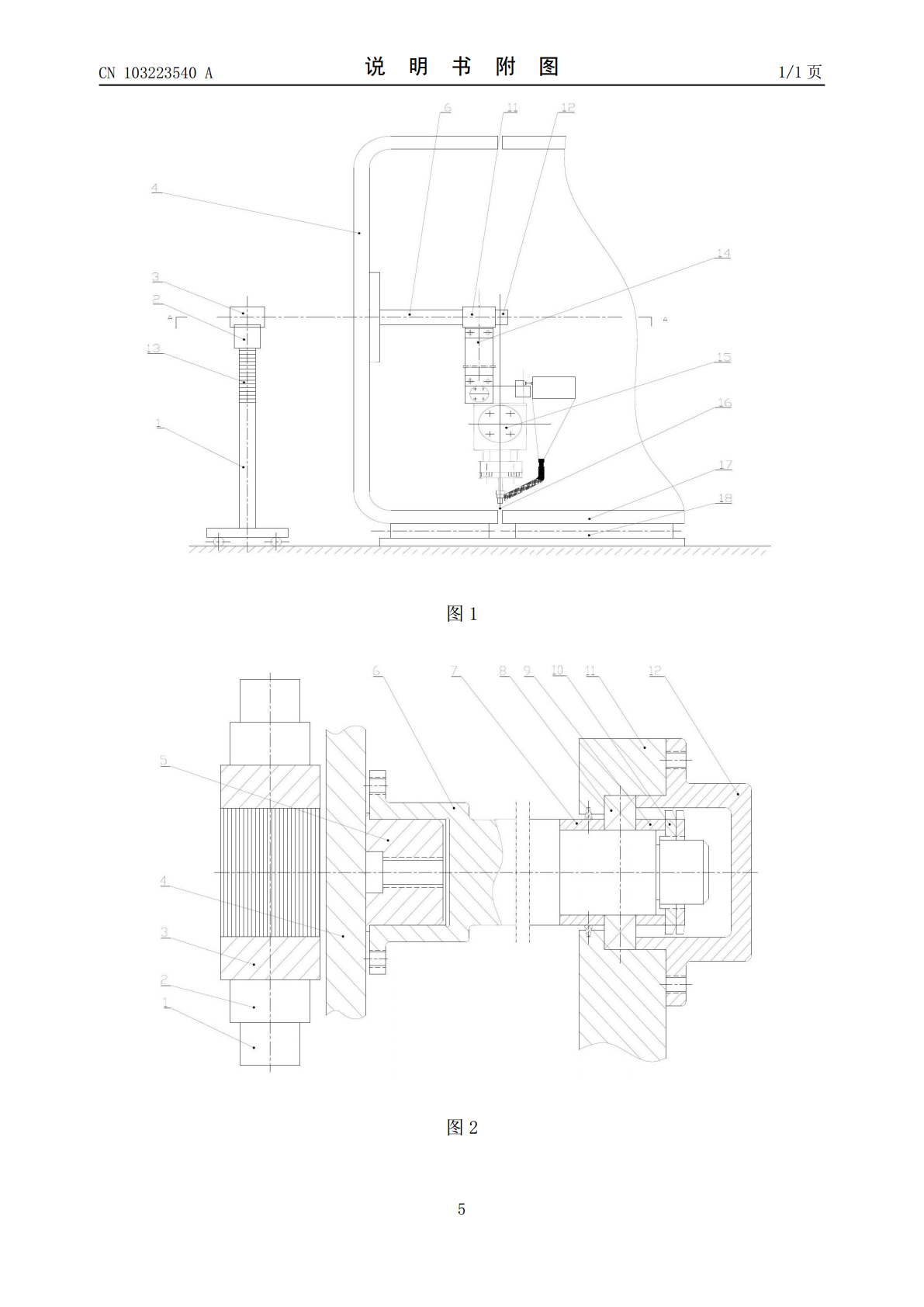
本发明公开一种卧式锅炉内环缝自动焊接方法,属于焊接技术领域。本发明方法由于锅体内环缝采用X型坡口进行双面自动焊接,其内坡口所需焊丝与焊剂均少于目前采用的手工焊接Y坡口的用量,本发明方法不但可显著地提高工作效率,而且还可以保障焊缝的焊接质量与强度。本发明具有操作工艺简便、降低劳动强度、提高工作效率等优点。
锅炉内环缝埋弧自动焊接机.pdf
一种锅炉内环缝埋弧自动焊接机,包括焊接小车,焊接电源,电控箱,焊丝盘,焊剂托盘,焊接电缆和控制电缆,焊接小车放入锅炉筒体内,焊接小车包括焊枪、送丝机、焊剂料斗、横向调整滑块、纵向调整滑块、焊缝跟踪装置和行走小车;焊丝盘、焊接电源和电控箱安放在锅炉筒体外面的地面上,焊丝盘中的焊丝通过锅筒封头上的小孔导入送丝机上的焊丝校直机构中;焊接电源通过焊接把线穿过锅筒封头上的小孔与焊枪上的焊接把线接线板连接,电控箱通过控制线穿过锅筒封头上的小孔与焊接小车连接。本发明能够解决锅炉筒体组合最后一道内环缝无法自动焊的问题。

一种锅炉内环缝埋弧自动焊接机.pdf
一种锅炉内环缝埋弧自动焊接机,涉及一种焊接机,所述焊接机由焊接小车,焊接电源,电控箱,焊丝盘,焊剂托盘和焊接电缆及控制电缆所组成;数个支撑转胎安装在地面上,锅炉筒体放在支撑转胎上;锅炉筒体与锅筒封头构成环行焊缝,在锅筒封头上开一个小孔,小孔上套一个绝缘套;焊接小车放入锅炉筒体内,行走小车的一侧安装焊缝跟踪装置,在行走小车上安装纵向调整滑块,在纵向调整滑块上安装横向调整滑块,在横向调整滑块上安装送丝机和焊剂料斗,在焊剂料斗上安有遥控盒。本发明保证焊枪始终不离焊缝,焊接过程中,焊接小车始终处于锅炉筒体最低点焊
一种内环缝焊接的定位装置及焊接系统.pdf
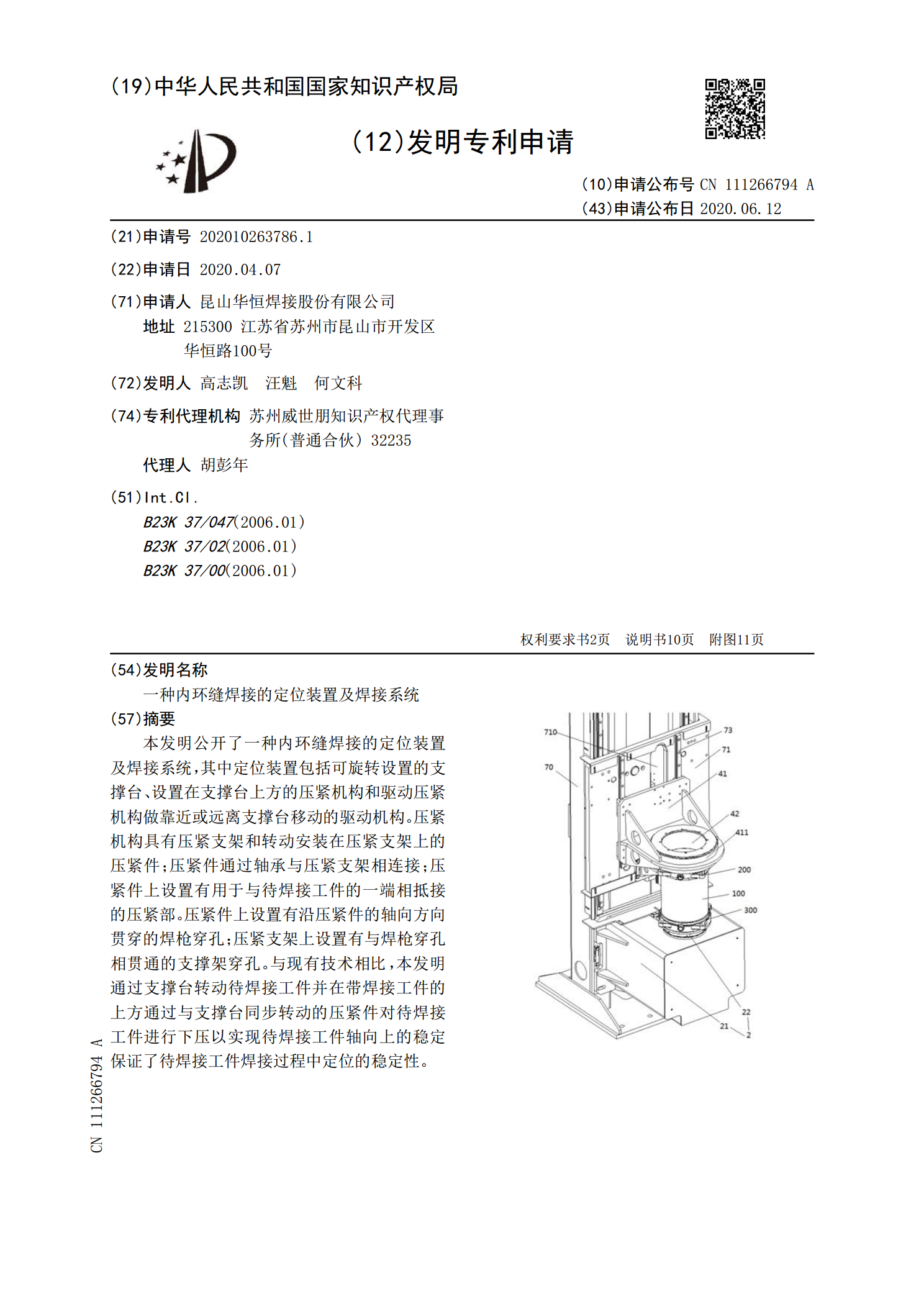
本发明公开了一种内环缝焊接的定位装置及焊接系统,其中定位装置包括可旋转设置的支撑台、设置在支撑台上方的压紧机构和驱动压紧机构做靠近或远离支撑台移动的驱动机构。压紧机构具有压紧支架和转动安装在压紧支架上的压紧件;压紧件通过轴承与压紧支架相连接;压紧件上设置有用于与待焊接工件的一端相抵接的压紧部。压紧件上设置有沿压紧件的轴向方向贯穿的焊枪穿孔;压紧支架上设置有与焊枪穿孔相贯通的支撑架穿孔。与现有技术相比,本发明通过支撑台转动待焊接工件并在带焊接工件的上方通过与支撑台同步转动的压紧件对待焊接工件进行下压以实现待
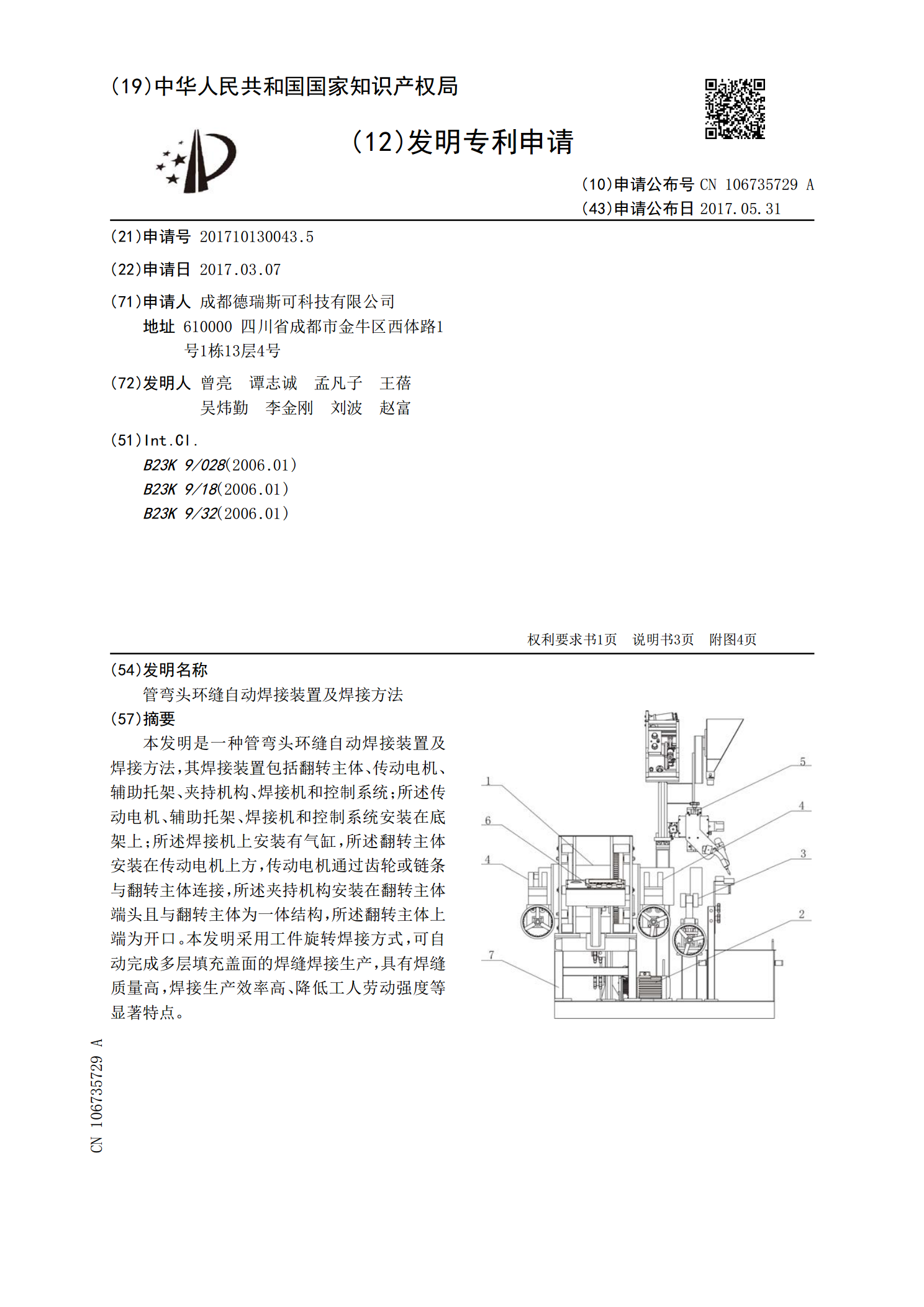
管弯头环缝自动焊接装置及焊接方法.pdf
本发明是一种管弯头环缝自动焊接装置及焊接方法,其焊接装置包括翻转主体、传动电机、辅助托架、夹持机构、焊接机和控制系统;所述传动电机、辅助托架、焊接机和控制系统安装在底架上;所述焊接机上安装有气缸,所述翻转主体安装在传动电机上方,传动电机通过齿轮或链条与翻转主体连接,所述夹持机构安装在翻转主体端头且与翻转主体为一体结构,所述翻转主体上端为开口。本发明采用工件旋转焊接方式,可自动完成多层填充盖面的焊缝焊接生产,具有焊缝质量高,焊接生产效率高、降低工人劳动强度等显著特点。