
对镁或镁合金构成的铸造物进行连续铸造的连续铸造装置及连续铸造方法.pdf

葫芦****io


1/10

2/10
3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共63页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
对镁或镁合金构成的铸造物进行连续铸造的连续铸造装置及连续铸造方法.pdf
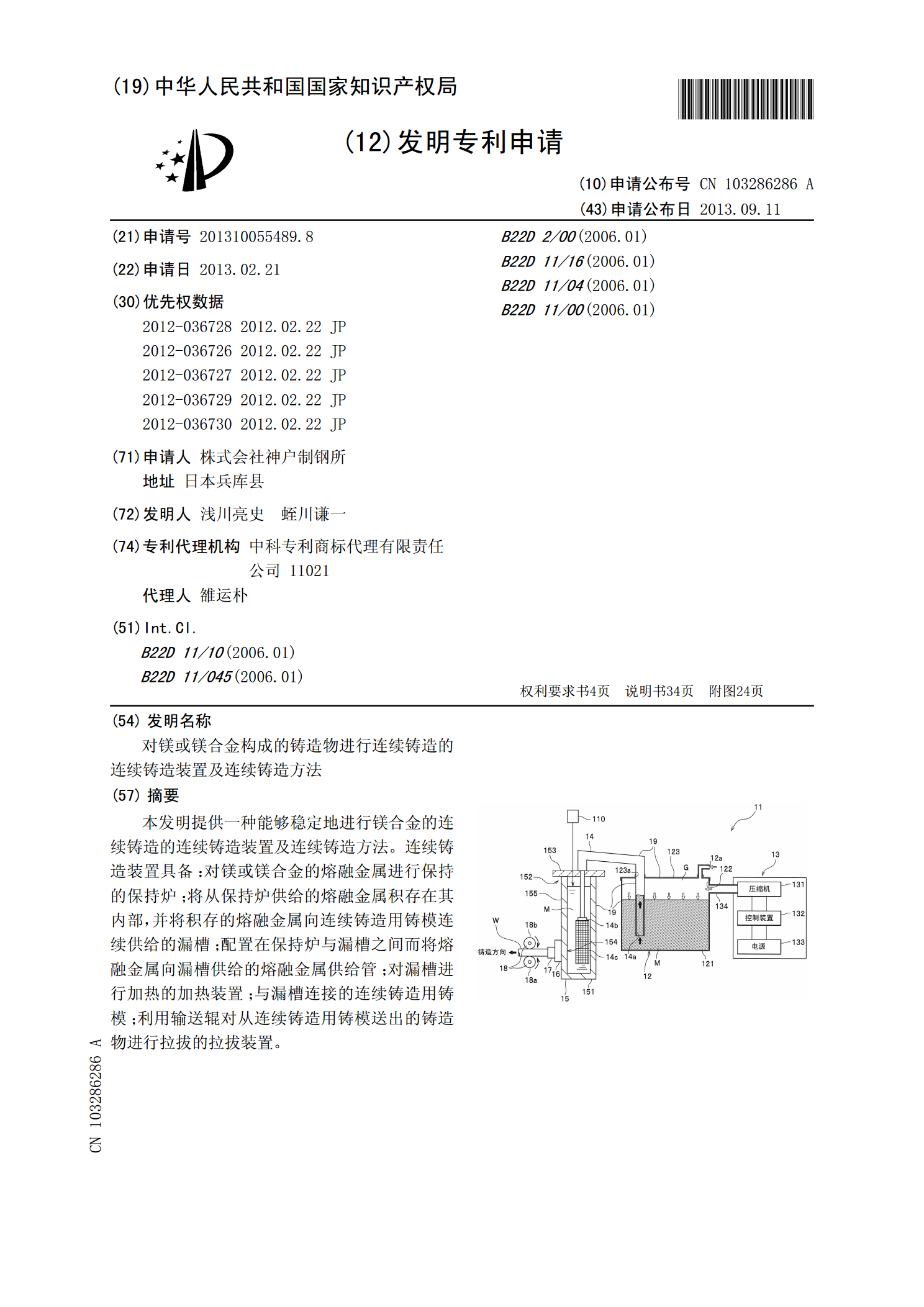
本发明提供一种能够稳定地进行镁合金的连续铸造的连续铸造装置及连续铸造方法。连续铸造装置具备:对镁或镁合金的熔融金属进行保持的保持炉;将从保持炉供给的熔融金属积存在其内部,并将积存的熔融金属向连续铸造用铸模连续供给的漏槽;配置在保持炉与漏槽之间而将熔融金属向漏槽供给的熔融金属供给管;对漏槽进行加热的加热装置;与漏槽连接的连续铸造用铸模;利用输送辊对从连续铸造用铸模送出的铸造物进行拉拔的拉拔装置。

连续铸造方法.pdf
提出可靠地抑制铸片的表面开裂、特别是制造无拐角开裂的高品质的板坯的连续铸造方法。连续铸造方法是对钢进行连续铸造的方法,使用铸模拐角部的倒角形状满足0.09≤C/L≤0.20(式中,C表示拐角倒角量(mm)、L表示铸片短边长度(mm))的关系的铸模,并将从铸模正下至下部矫正为止施加于铸片拐角部的平均二次冷却水量密度设为20~60L/(min·m<base:Sup>2</base:Sup>)。特别是,优选的是,钢的成分组成以质量%计具有C:0.05~0.25%及Mn:1.0~4.0%,进一步任选地具有选自Nb
上引式连续铸造装置和上引式连续铸造方法.pdf
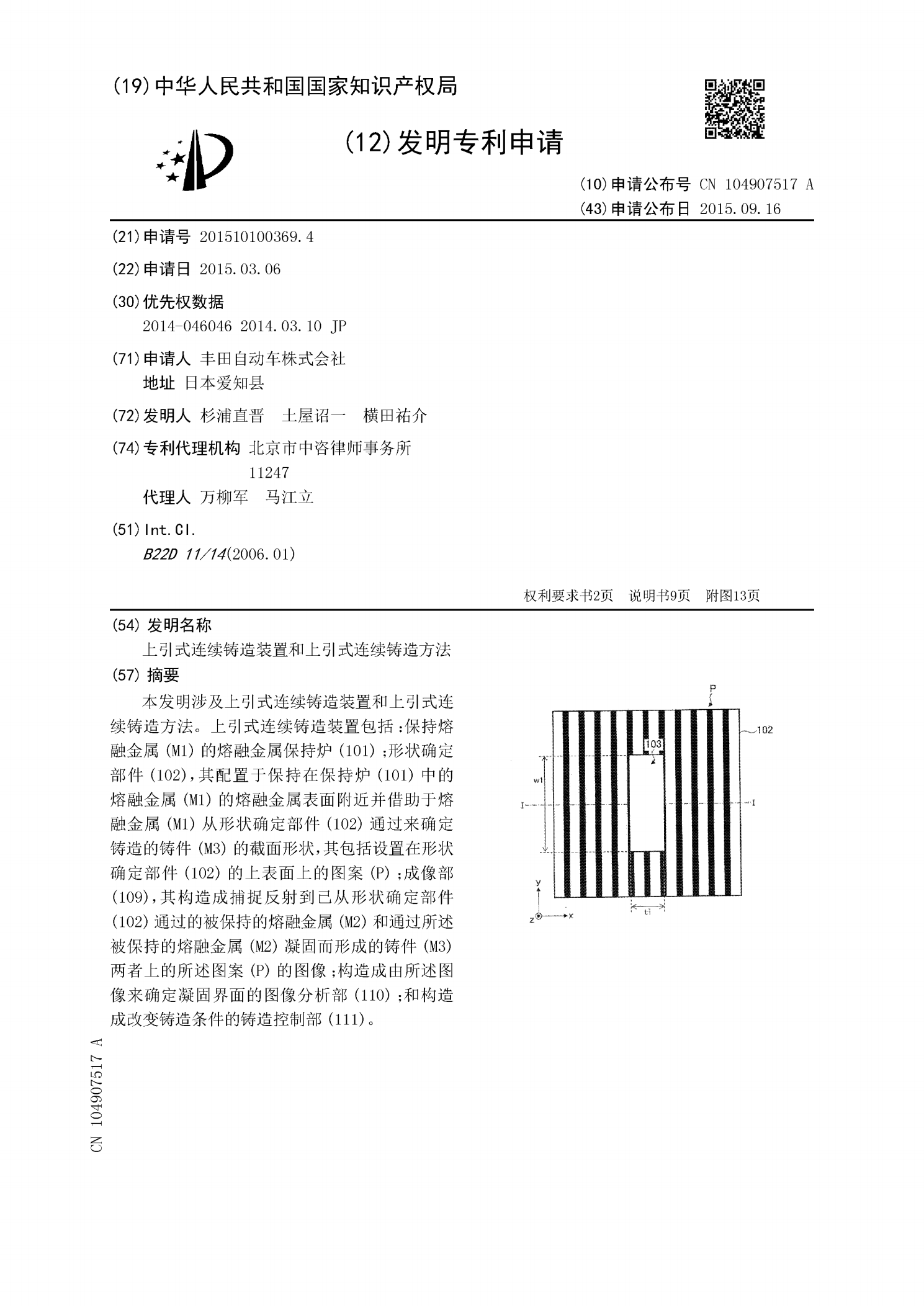
本发明涉及上引式连续铸造装置和上引式连续铸造方法。上引式连续铸造装置包括:保持熔融金属(M1)的熔融金属保持炉(101);形状确定部件(102),其配置于保持在保持炉(101)中的熔融金属(M1)的熔融金属表面附近并借助于熔融金属(M1)从形状确定部件(102)通过来确定铸造的铸件(M3)的截面形状,其包括设置在形状确定部件(102)的上表面上的图案(P);成像部(109),其构造成捕捉反射到已从形状确定部件(102)通过的被保持的熔融金属(M2)和通过所述被保持的熔融金属(M2)凝固而形成的铸件(M3)
上引式连续铸造装置和上引式连续铸造方法.pdf
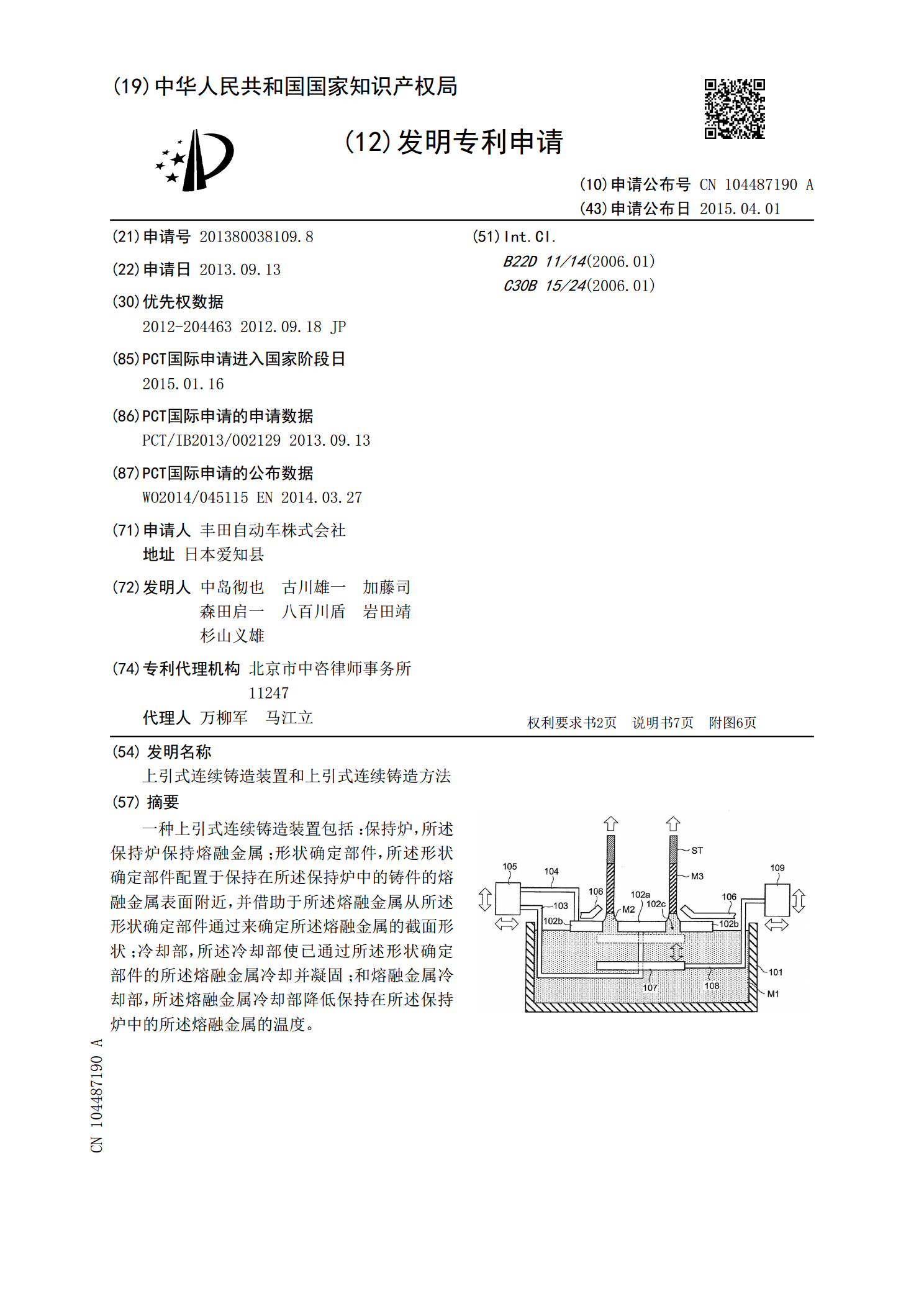
一种上引式连续铸造装置包括:保持炉,所述保持炉保持熔融金属;形状确定部件,所述形状确定部件配置于保持在所述保持炉中的铸件的熔融金属表面附近,并借助于所述熔融金属从所述形状确定部件通过来确定所述熔融金属的截面形状;冷却部,所述冷却部使已通过所述形状确定部件的所述熔融金属冷却并凝固;和熔融金属冷却部,所述熔融金属冷却部降低保持在所述保持炉中的所述熔融金属的温度。
上引式连续铸造装置和上引式连续铸造方法.pdf
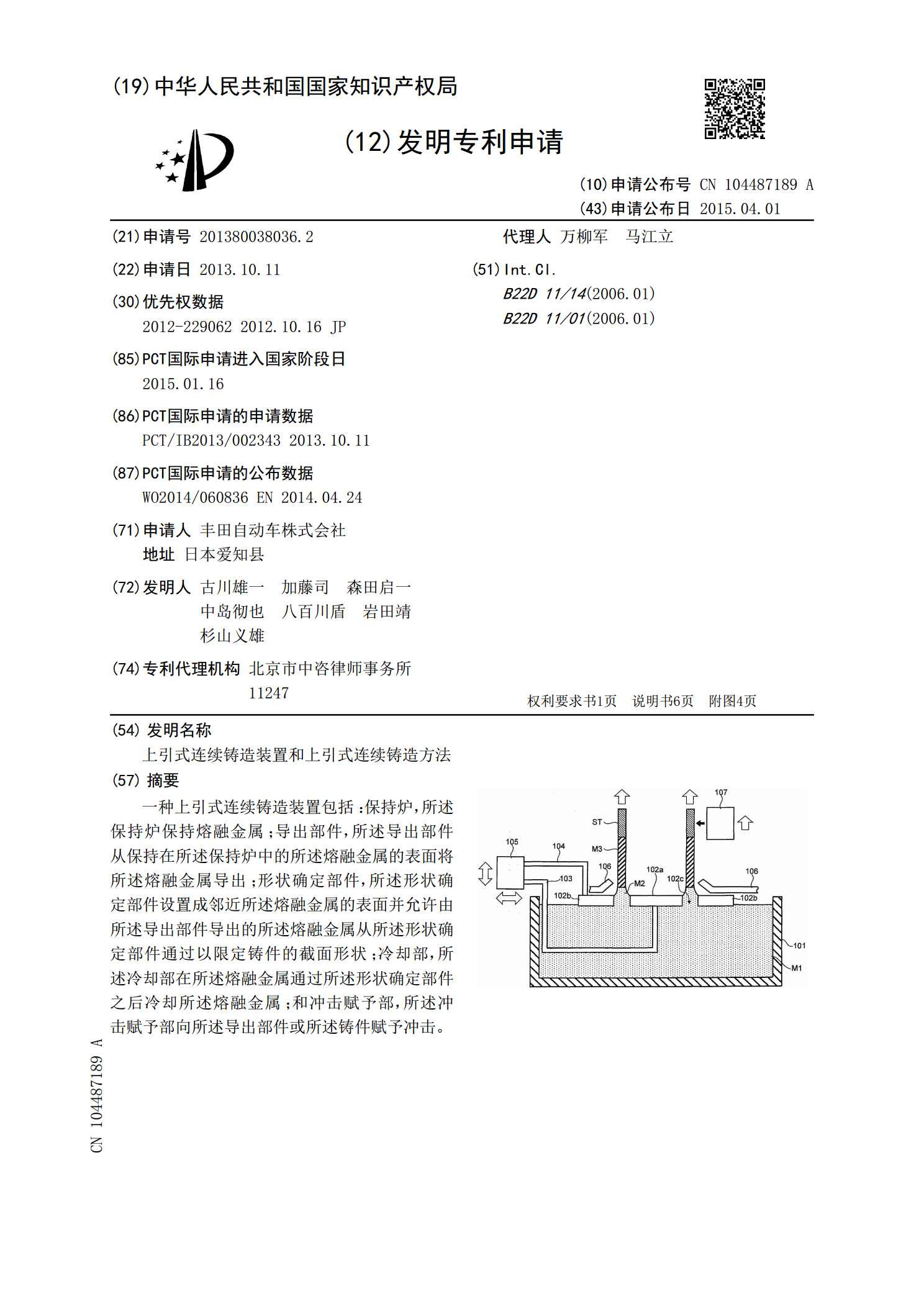
一种上引式连续铸造装置包括:保持炉,所述保持炉保持熔融金属;导出部件,所述导出部件从保持在所述保持炉中的所述熔融金属的表面将所述熔融金属导出;形状确定部件,所述形状确定部件设置成邻近所述熔融金属的表面并允许由所述导出部件导出的所述熔融金属从所述形状确定部件通过以限定铸件的截面形状;冷却部,所述冷却部在所述熔融金属通过所述形状确定部件之后冷却所述熔融金属;和冲击赋予部,所述冲击赋予部向所述导出部件或所述铸件赋予冲击。