
采用罩式退火吹扫生产冷轧薄板的方法.pdf

觅松****哥哥

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
采用罩式退火吹扫生产冷轧薄板的方法.pdf
本发明公开了一种采用罩式退火吹扫生产冷轧薄板的方法,包括:将钢水通过精炼后连铸获得板坯;将所述板坯进行热轧后卷取成热轧卷,再将所述热轧卷进行冷轧获得冷硬卷;将未经过脱脂的冷硬卷在室温下进入全氢罩式退火炉中进行吹扫处理获得带钢;将所述带钢进行平整和快速退火;将所述经快速退火的带钢终平整、精整,然后卷取成成品。本发明提供的一种采用罩式退火吹扫生产冷轧薄板的方法,通过对吹扫工艺参数进行优化,可实现难焊接钢种在未经脱脂的情况下也能获得高等级的表面质量,表面质量能全部达到FB级,部分达到FC级别要求,完全可以满足客
IF钢冷轧薄板罩式退火工艺的优化.pdf
万方数据IF钢冷轧薄板罩式退火工艺的优化潮攀6荐翻m|。薹嚣Ⅱ量vt样姆醴sd蝴糟粕纛{缸穗i幽帮骞蛹l丑g2嘲彭璇”王先进”茹铮”曹念禹∞1试验材料试验焉锈援为武镳生产的麓,猕复金添2试验方法1ht舢自。始andtheirl哪b象{粤热轧滠麦簸R为{2∞℃,默‘为90§℃,eT验指标为屈服强度(氓)、抗拉强度(慨)、延伸率遇火过程鼹Ⅲ钢冷牟L板生产中决定最终成品性能的关键工艺,退火工艺参数的不稳定和遥炎不充分莛袋晶援瞧麓不佳、不稳定静一个重要影响因素”1.为此本文主要谶行口钢冷轧薄板遐火工艺的优化碜}究

罩式退火氢气吹扫工艺研究.docx
罩式退火氢气吹扫工艺研究罩式退火氢气吹扫工艺研究摘要:罩式退火氢气吹扫工艺是一种高效、环保、经济的表面处理技术。该技术以金属材料的表面清洗和脱氧作为主要应用领域,包括钢铁、铜、铝等金属材料的表面处理。该技术具有很高的清洗效果和表面质量,同时不会像一些传统的表面处理技术那样产生二次污染。本文对罩式退火氢气吹扫工艺进行了详细的介绍,包括其工艺原理、工艺流程、应用范围、工艺优缺点等方面。同时,本文还对该工艺进行了实验研究,分析了不同参数对工艺效果的影响,为该技术的发展提供了一些有益的参考。关键词:罩式退火、氢气
一种变厚度冷轧薄板的罩式退火工艺.pdf
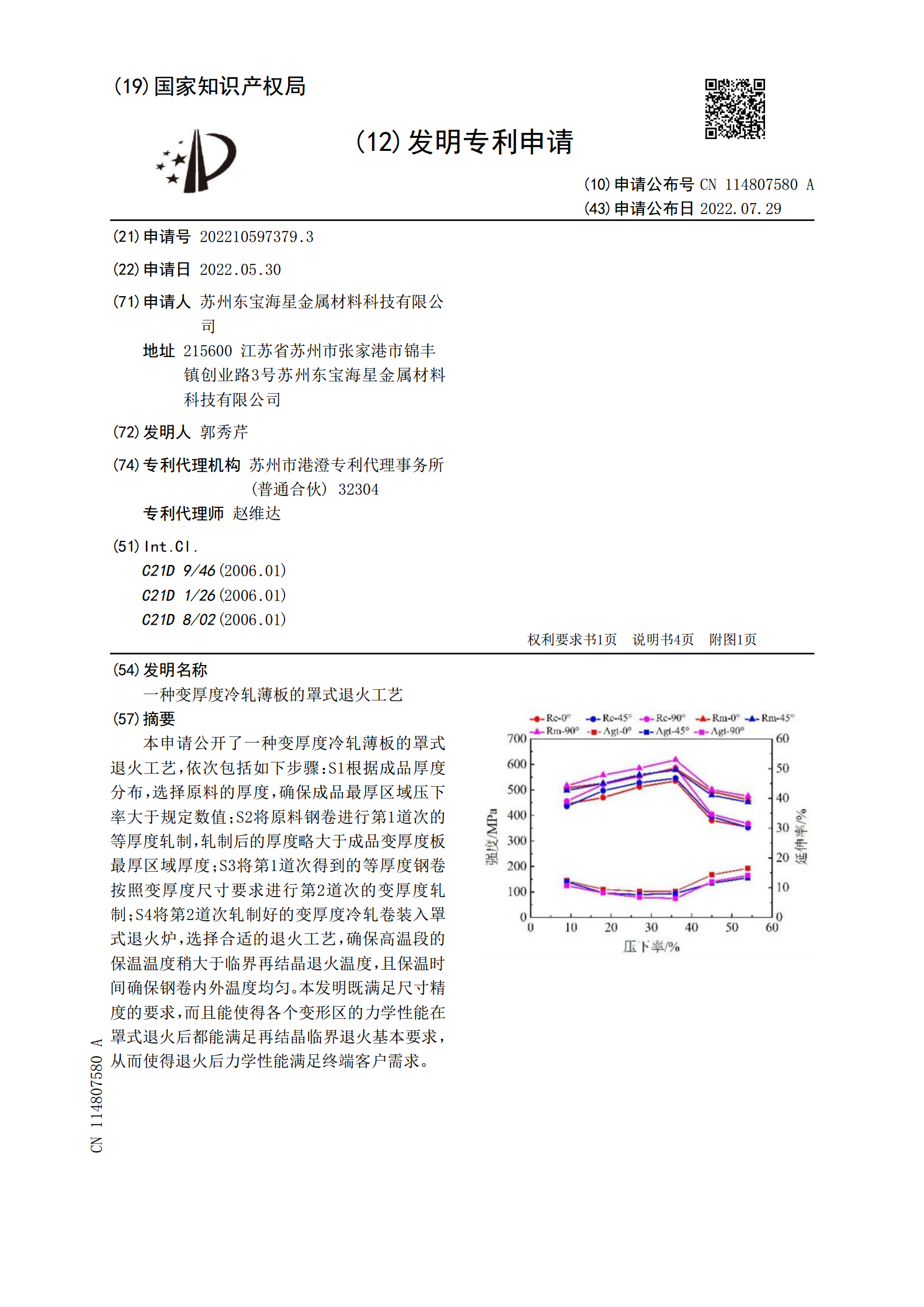
本申请公开了一种变厚度冷轧薄板的罩式退火工艺,依次包括如下步骤:S1根据成品厚度分布,选择原料的厚度,确保成品最厚区域压下率大于规定数值;S2将原料钢卷进行第1道次的等厚度轧制,轧制后的厚度略大于成品变厚度板最厚区域厚度;S3将第1道次得到的等厚度钢卷按照变厚度尺寸要求进行第2道次的变厚度轧制;S4将第2道次轧制好的变厚度冷轧卷装入罩式退火炉,选择合适的退火工艺,确保高温段的保温温度稍大于临界再结晶退火温度,且保温时间确保钢卷内外温度均匀。本发明既满足尺寸精度的要求,而且能使得各个变形区的力学性能在罩式退
罩式炉退火吹氢方法.pdf
罩式炉退火吹氢方法,主要用于生产不锈钢,它包括加热阶段、保温阶段、冷却阶段三个工序,其特征是加热阶段吹氢气,保温阶段和冷却阶段均不吹氢气,具体为加热开始的同时吹氢气,氢气流量为每小时5立方米,吹氢气10个小时,温度达到840℃~850℃停止吹氢气,保温阶段通过煤气加热,保持840℃~850℃的恒温10~16个小时;进入冷却阶段:经过风机10个小时的吹风冷却,当温度降至245℃,即可以出炉。本发明通过在山西太钢不锈钢股份有限公司热连轧厂的实验,退火吨钢氢气消耗由3.5立方米降低到1.5立方米,效果明显。