
用于去除连续退火炉内工作辊上异物的方法.pdf

夏萍****文章

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于去除连续退火炉内工作辊上异物的方法.pdf
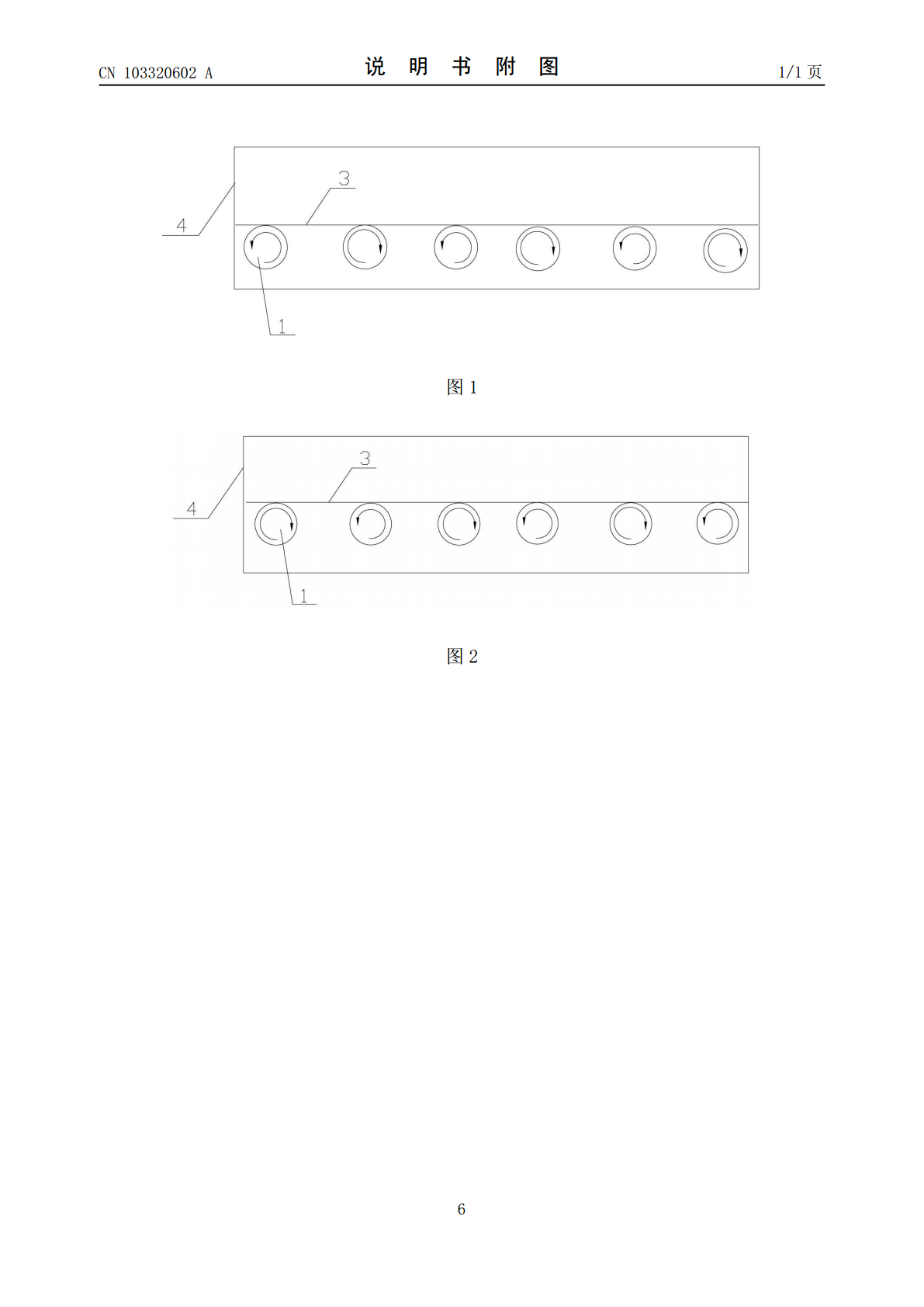
本发明公开了一种用于去除连续退火炉内工作辊上异物的方法,可有效提高工作辊上异物的去除效率,也就是除瘤效率显著提高。该方法为:A、连续退火炉内的温度为760℃至780℃,连续退火炉内的气体包括氢气和氮气,连续退火炉内的工作辊上设置有钢带;B、使各个工作辊转动并保持钢带相对于连续退火炉静止;C、经过时间T后改变各个工作辊的转动方向并保持钢带相对于连续退火炉静止;D、重复上述步骤C。

辊表面的异物去除装置、辊表面的异物去除方法及钢带的制造方法.pdf
辊表面的异物去除装置具备:喷丸处理部,该喷丸处理部具备对在加热炉内输送钢带的辊的表面喷射投射材料的喷射部、和回收所述投射材料的回收部;以及按压部,该按压部将所述喷丸处理部向所述辊的表面按压。

用于去除异物的流道结构、用于去除异物的方法和用于制造脂质颗粒的方法.pdf
根据一种实施方案,用于去除异物的流道结构包含第一流道。第一流道具有第一区域,所述第一区域具有比另一区域的深度更浅的深度。
一种判断连续退火炉内炉辊打滑的方法.pdf
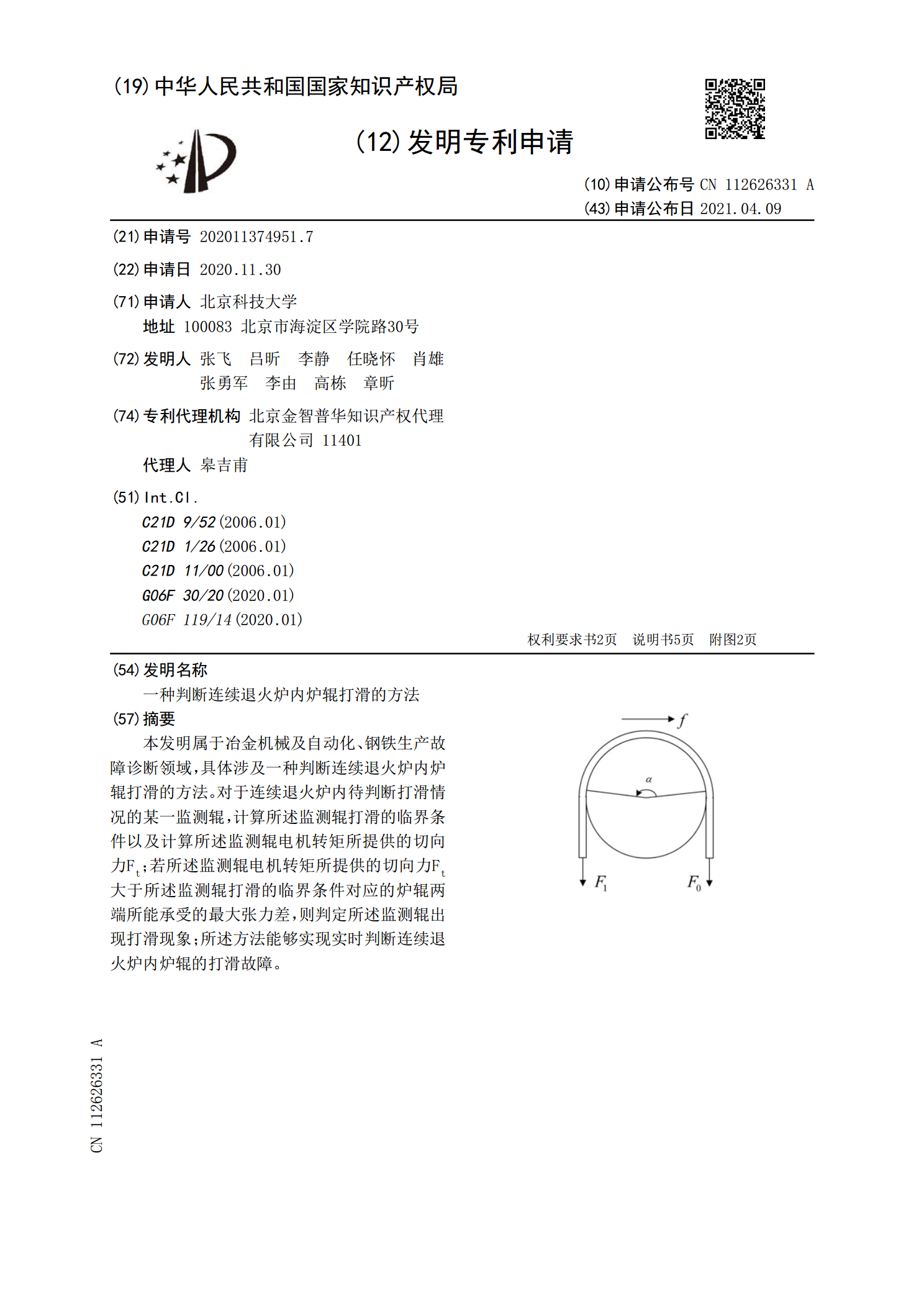
本发明属于冶金机械及自动化、钢铁生产故障诊断领域,具体涉及一种判断连续退火炉内炉辊打滑的方法。对于连续退火炉内待判断打滑情况的某一监测辊,计算所述监测辊打滑的临界条件以及计算所述监测辊电机转矩所提供的切向力F
用于去除线缆上异物的割刀滑车.pdf
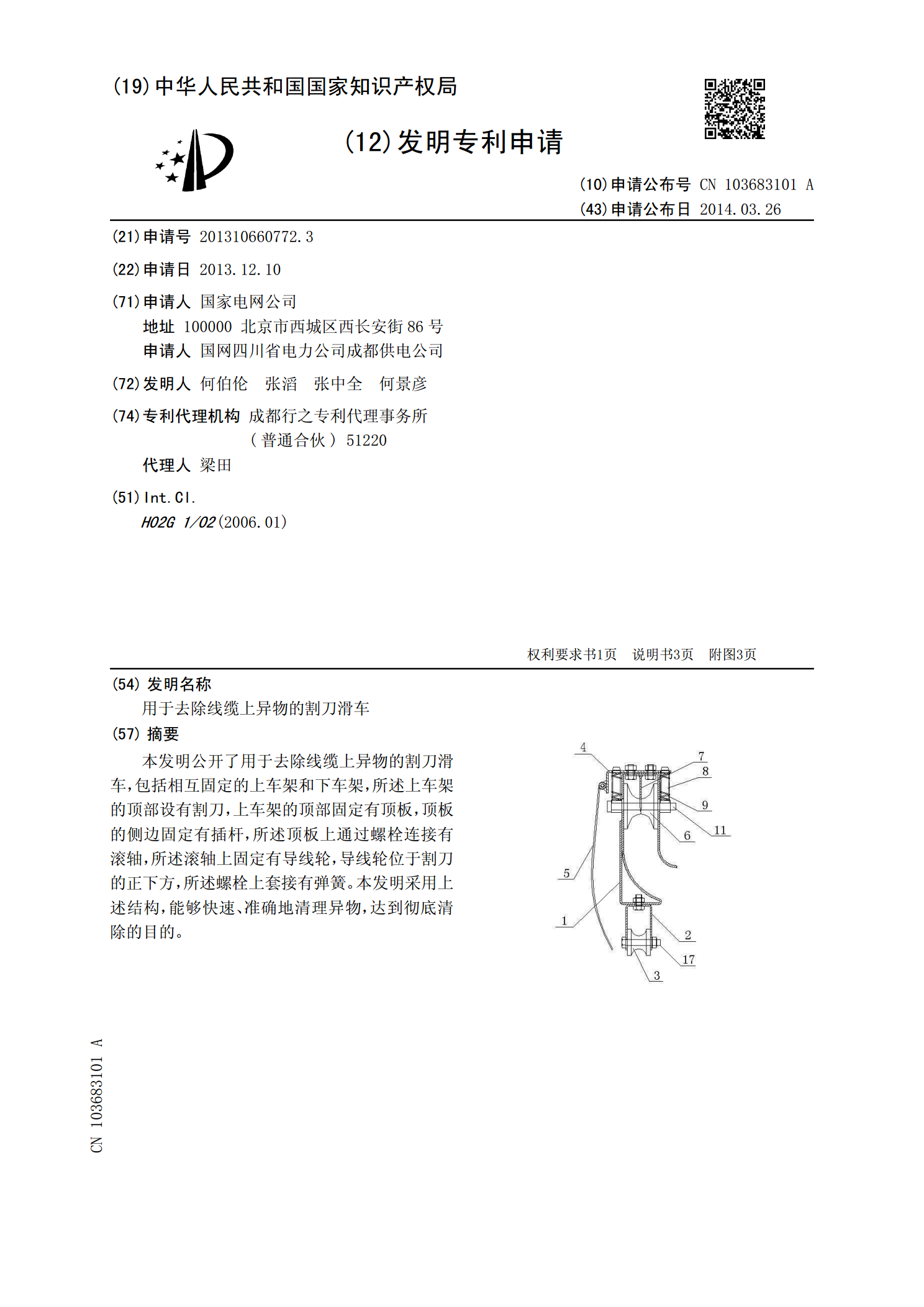
本发明公开了用于去除线缆上异物的割刀滑车,包括相互固定的上车架和下车架,所述上车架的顶部设有割刀,上车架的顶部固定有顶板,顶板的侧边固定有插杆,所述顶板上通过螺栓连接有滚轴,所述滚轴上固定有导线轮,导线轮位于割刀的正下方,所述螺栓上套接有弹簧。本发明采用上述结构,能够快速、准确地清理异物,达到彻底清除的目的。