
一种冷轧停车斑的酸洗轧制方法.pdf

努力****采萍

1/8

2/8
3/8
4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种冷轧停车斑的酸洗轧制方法.pdf
本发明涉及轧钢技术领域,公开了一种冷轧停车斑的酸洗轧制方法,包括:对带钢进行浅槽酸洗;具体的,当酸洗槽中的温度达到带钢的腐蚀温度时,移动酸洗段的带钢;当酸洗槽的温度达到带钢酸洗需要的目标温度时,正常启车;对酸洗后的带钢进行轧制。本发明避免了带钢严重腐蚀某一段,提高了冷轧普碳钢的成材率,使酸轧成材率由85%提高至95.96%,轧制酸洗停车斑。而轧制后钢卷供连退线做调整材,用于钢种衔接时调整炉温,提高了本发明的实用性。

一种连续式酸洗机组消除带钢酸洗停车斑的装置及方法.pdf
本发明涉及轧钢设备技术领域,具体涉及一种连续式酸洗机组消除带钢酸洗停车斑的装置及方法,包括挤干机构,所述挤干机构的一侧等距离固定设置有多个摇喷机构,所述挤干机构的另一侧等距离固定设置有多个往复刮除机构。本发明中,通过能使多个折叠单元同时进行扩展和折叠操作,当定位轴往靠近摇喷机构方向移动时,从而折叠单元扩展,从而能带动着两个滑动柱在带钢表面滑动,当定位轴往靠近圆板的方向移动时,从而多个折叠单元进行折叠,滑动柱在带钢表面往回滑动,从而通过往复滑动的滑动柱和其底部的刮除层能对带钢表面进行残余氢氧化亚铁的刮除操作

冷轧酸洗与轧制技术的发展现状.docx
冷轧酸洗与轧制技术的发展现状摘要:对于冷轧产品的生产来说,其中酸洗与轧制是非常重要的,它会给最终产品的质量、性能以及成本等带来直接影响。在其冷轧产品市场竞争力不断增加以及环保要求不断提升的过程中,就给其技术提出了一定要求。所以,本文就将从产品本身、竞争市场、绿色环保以及用户等方面去分析国内外该项技术的发展现状,以供借鉴参考。关键词:冷轧;酸洗;轧制技术引言:冷轧产品因为自身性能优良、参数精准等优势,现阶段应用极为广泛。对于这类产品在进行生产的过程中工序一般都比较复杂,通常都需要进行酸洗、轧制、退火等等。其
一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法.pdf
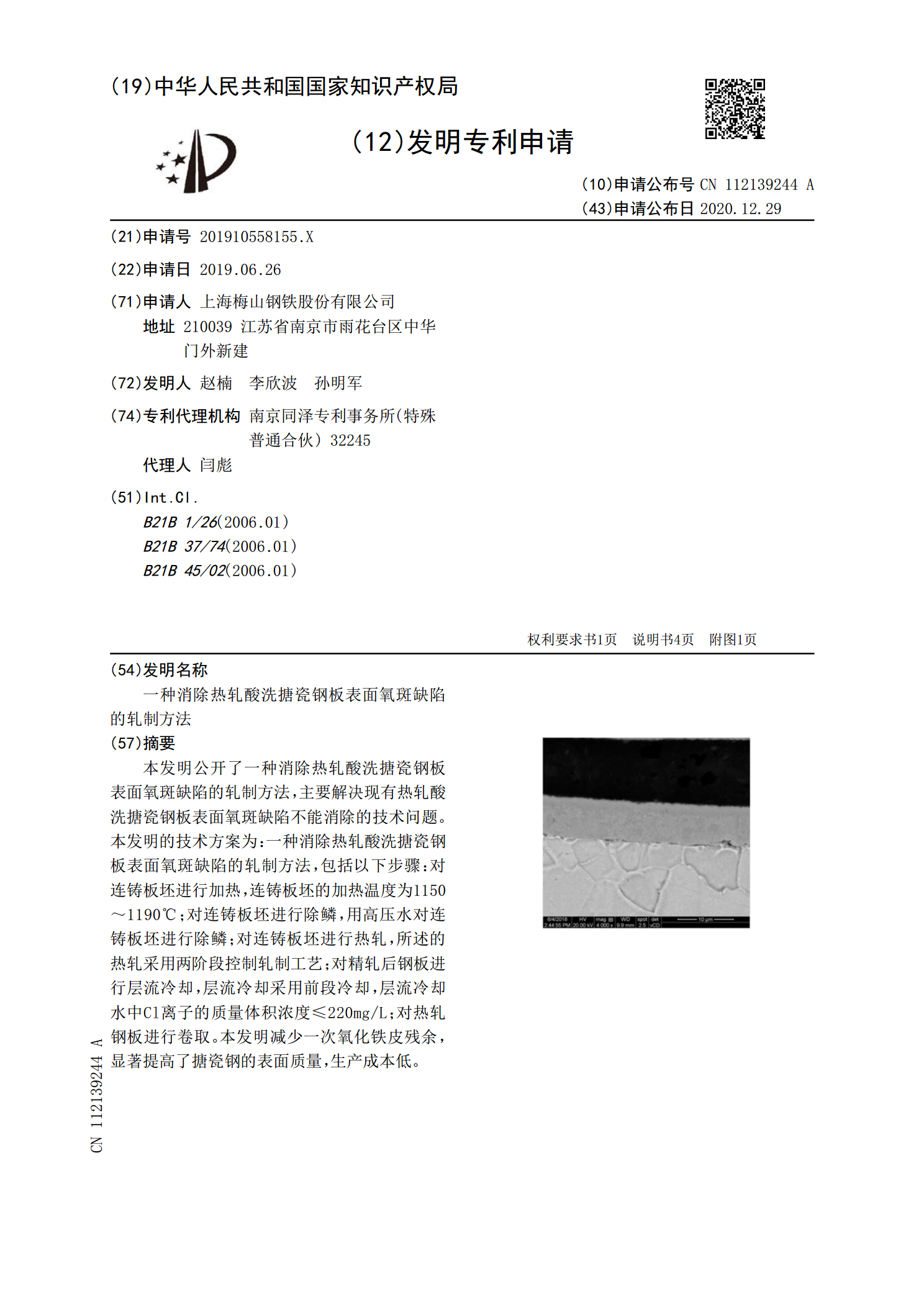
本发明公开了一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法,主要解决现有热轧酸洗搪瓷钢板表面氧斑缺陷不能消除的技术问题。本发明的技术方案为:一种消除热轧酸洗搪瓷钢板表面氧斑缺陷的轧制方法,包括以下步骤:对连铸板坯进行加热,连铸板坯的加热温度为1150~1190℃;对连铸板坯进行除鳞,用高压水对连铸板坯进行除鳞;对连铸板坯进行热轧,所述的热轧采用两阶段控制轧制工艺;对精轧后钢板进行层流冷却,层流冷却采用前段冷却,层流冷却水中Cl离子的质量体积浓度≤220mg/L;对热轧钢板进行卷取。本发明减少一次氧化铁皮残

一种高强酸洗薄板轧制方法.pdf
本发明涉及一种高强酸洗薄板轧制方法,所述方法包括以下步骤:步骤1:出炉温度控制在1200‑1250℃;步骤2:在炉时间大于等于200分钟;步骤3:粗轧除鳞投用组数6‑8组;步骤4:中间坯厚度由设计最小的35mm下降到32mm;步骤5:精轧除鳞投用组数2‑3组;步骤6:穿带速度10‑12m/s;步骤7:F1压下率设定55‑60%;步骤8:F2单位负荷控制在2t/mm之内;步骤9:F3单位负荷控制在1.8t/mm之内;步骤10:F1‑7润滑轧制全部投入,其中F2、F3润滑油比例大于等于5‰;步骤11:F1‑7