
一种钛合金中厚壁油井管制造方法.pdf

邻家****ng


1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金中厚壁油井管制造方法.pdf
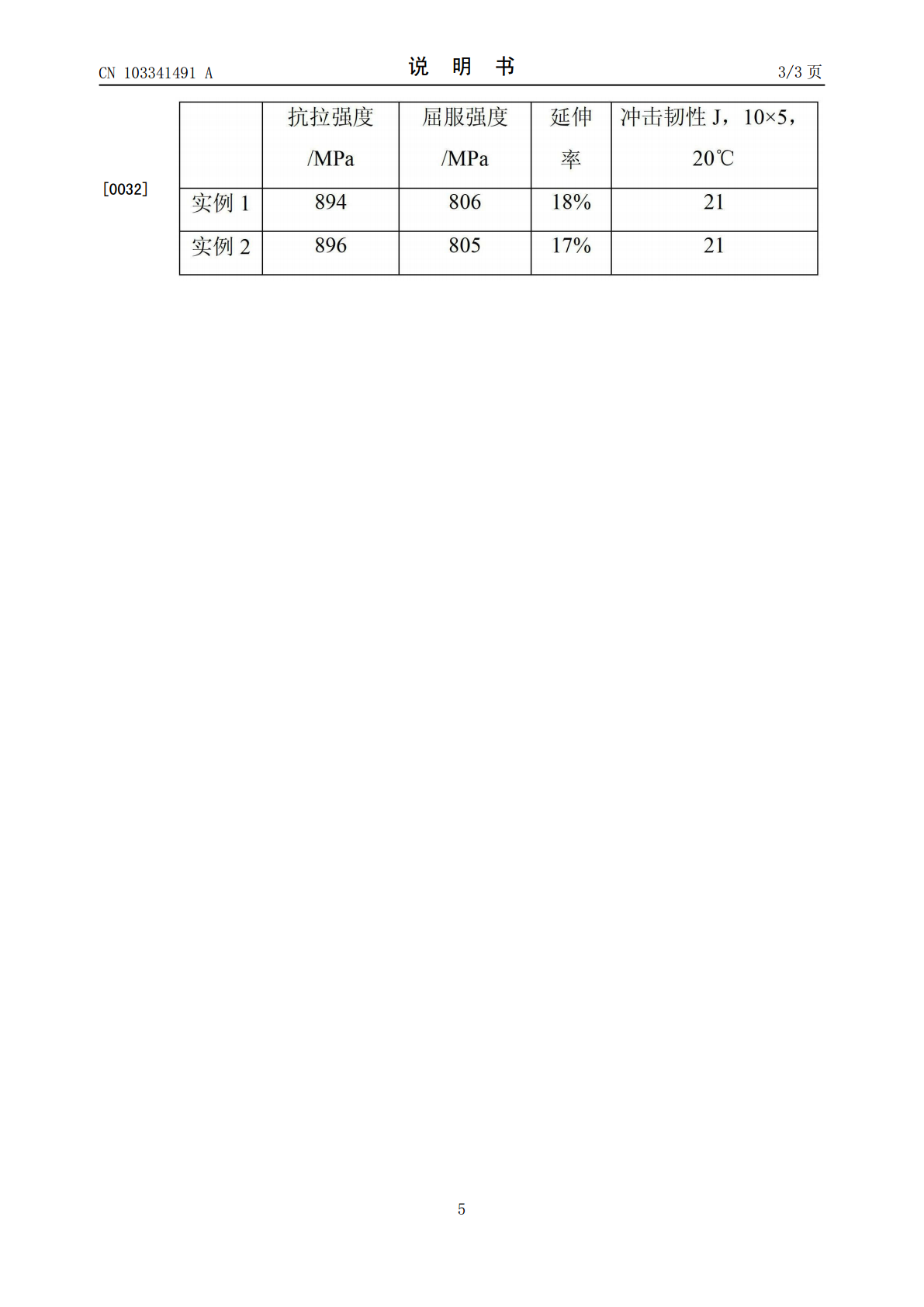
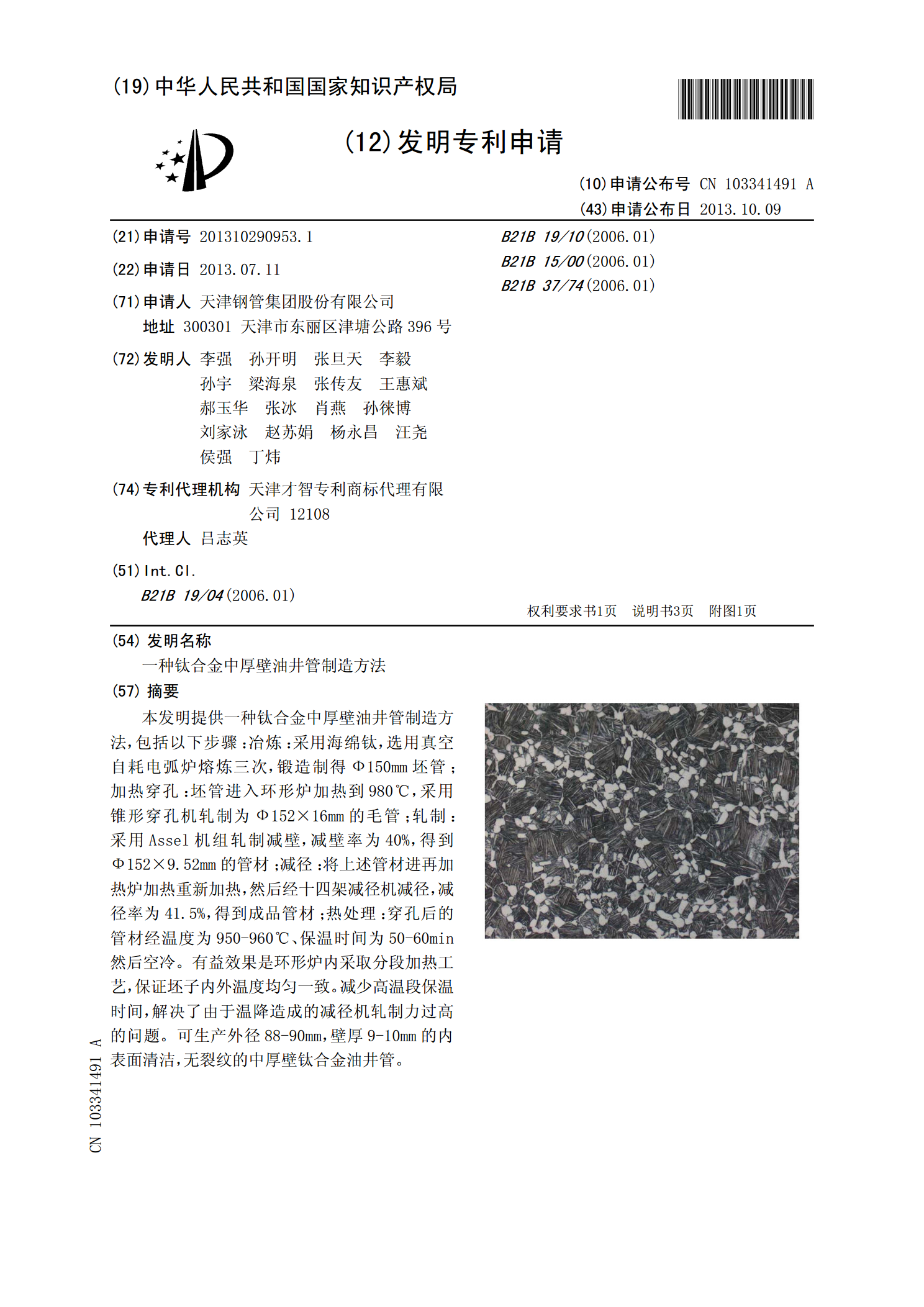
本发明提供一种钛合金中厚壁油井管制造方法,包括以下步骤:冶炼:采用海绵钛,选用真空自耗电弧炉熔炼三次,锻造制得Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф152×16mm的毛管;轧制:采用Assel机组轧制减壁,减壁率为40%,得到Ф152×9.52mm的管材;减径:将上述管材进再加热炉加热重新加热,然后经十四架减径机减径,减径率为41.5%,得到成品管材;热处理:穿孔后的管材经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热工

一种钛合金油井管的生产方法.pdf
本发明提供了一种钛合金油井管的生产方法,该生产方法包括:真空炉两次熔炼,多次锻造扒皮成圆坯,经环形炉加热到970-1030℃,热穿孔得到毛管,该阶段延伸系数为3-3.5,穿孔后毛管的径壁比为12-15,扩径率为5%-7%;毛管经高压水除鳞后进入五机架三辊连轧机,连轧延伸系数为2.5-3,减径率为15%-25%,制得荒管;再将荒管进入定径机组,定径延伸系数为2-2.2,减径率为45%-52%,得到外径88.9mm的热轧无缝管。再将热轧无缝管进行热处理,加热到950-980℃保温1-1.5小时。本发明效果是该

一种TC4钛合金油井管的制造工艺.pdf
本发明公开了一种TC4钛合金油井管的制造工艺,其工艺过程包括:将TC4钛合金熔炼3次,经锻造后得到Φ150~Φ200mm的棒坯;采用中频感应炉加热棒坯至960~1050℃进行穿孔,得到毛管;穿孔后在800~870℃保温30min~1h退火处理;采用三辊轧制机对毛管进行3~4次轧制,得到荒管;采用中频感应炉加热到800~900℃对荒管进行热张力减径,得到管径为73~90mm,厚度为5.5~7.5mm的成品管;最后在850~920℃保温1h炉冷至550℃后空冷至室温。采用本发明制造的钛合金油井管,不仅可以得到
2020114631550一种大口径TC4钛合金厚壁管材的制造方法.pdf
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号CN112718910A(43)申请公布日2021.04.30(21)申请号202011463155.0(22)申请日2020.12.08(71)申请人安徽宝泰特种材料有限公司地址242000安徽省宣城市泾县榔桥镇工业集中区(72)发明人王振中芮天安张勇赵和刘军李贤泉(74)专利代理机构合肥市道尔知识产权代理有限公司34169代理人董艳玲(51)Int.Cl.B21C37/06(2006.01)权利要求书1页说明书2页(54)发明名

一种厚壁小孔径石英玻璃管的制造方法.pdf
本发明是一种厚壁小孔径石英玻璃管的制造方法,石英玻璃原料在连熔炉的坩埚中熔化形成石英溶液,在熔化过程中进行第一次脱气,石英溶液流经料台出料口时,在料台与芯杆之间受到挤压因而进一步脱气;进入料台下方的一次成型区中内设有与芯杆相接的纺锤形成型器,石英溶液沿着纺锤形成型器的外壁向下流动,在纺锤形成型器处形成近球形,在一次成型区内对纺锤形成型器表面的近球形石英溶液的外表面作加热抛光处理;在纺锤形成型器的下方的二次成型区内形成厚壁小孔径石英管。本发明方法工艺简单,一次成型,通过两次脱气提高产品的密度和透明度,通过二