
一种加热炉的钢坯装炉方法.pdf

是你****平呀


1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种加热炉的钢坯装炉方法.pdf
本发明涉及一种加热炉的钢坯装炉方法,该方法包括:(a)确定所述钢坯的最佳在炉时间t1;(b)确定停止轧制时间t3,在停止轧制之前,调整所述钢坯的装炉步距为b,使得所述钢坯在加热炉内的输送时间与所述停止轧制时间t3之和等于所述最佳在炉时间t1。根据本发明的方法能够使钢坯的在炉时间基本上为最佳在炉时间,避免因钢坯加热不足或过度对轧制的影响,保证轧件的质量。

一种轧钢加热炉钢坯混装时的加热方法.pdf
本发明公开了一种轧钢加热炉钢坯混装时的加热方法,该方法包括以下步骤:S1:根据钢坯信息计算单块钢坯加热时所需的炉温设定值范围;S2:判断两块要混装钢坯的炉温设定值范围是否有重叠,从而确定是否可以连续入炉;S3:若两块钢坯的炉温设定值范围有重叠,可以连续混装入炉,并确定加热炉各控制段炉温设定值;S4:若两块钢坯的炉温设定值范围无重叠,则需空位处理,并确定空位距离。本发明可以减少加热炉混装时钢坯的氧化烧损,提高钢坯加热质量,降低加热炉能耗。

一种冷热钢坯混装的加热炉炉温设定方法.pdf
本发明公开了一种冷热钢坯混装的加热炉炉温设定方法,该方法通过测温仪表检测入炉钢坯温度数值,并通过钢坯位置记录模块跟踪入炉钢坯在炉内的位置,根据加热炉炉膛尺寸,确定每一钢坯所处加热炉的加热段位置,通过计算某一加热段内所有钢坯的入炉温度均值和出钢温度计算模块获得出钢温度数值,共同补偿加热段的炉温设定,以在冷热钢坯混装时优化各加热段炉温设定以稳定出钢温度。
一种控制加热炉内钢坯间隙的方法.pdf
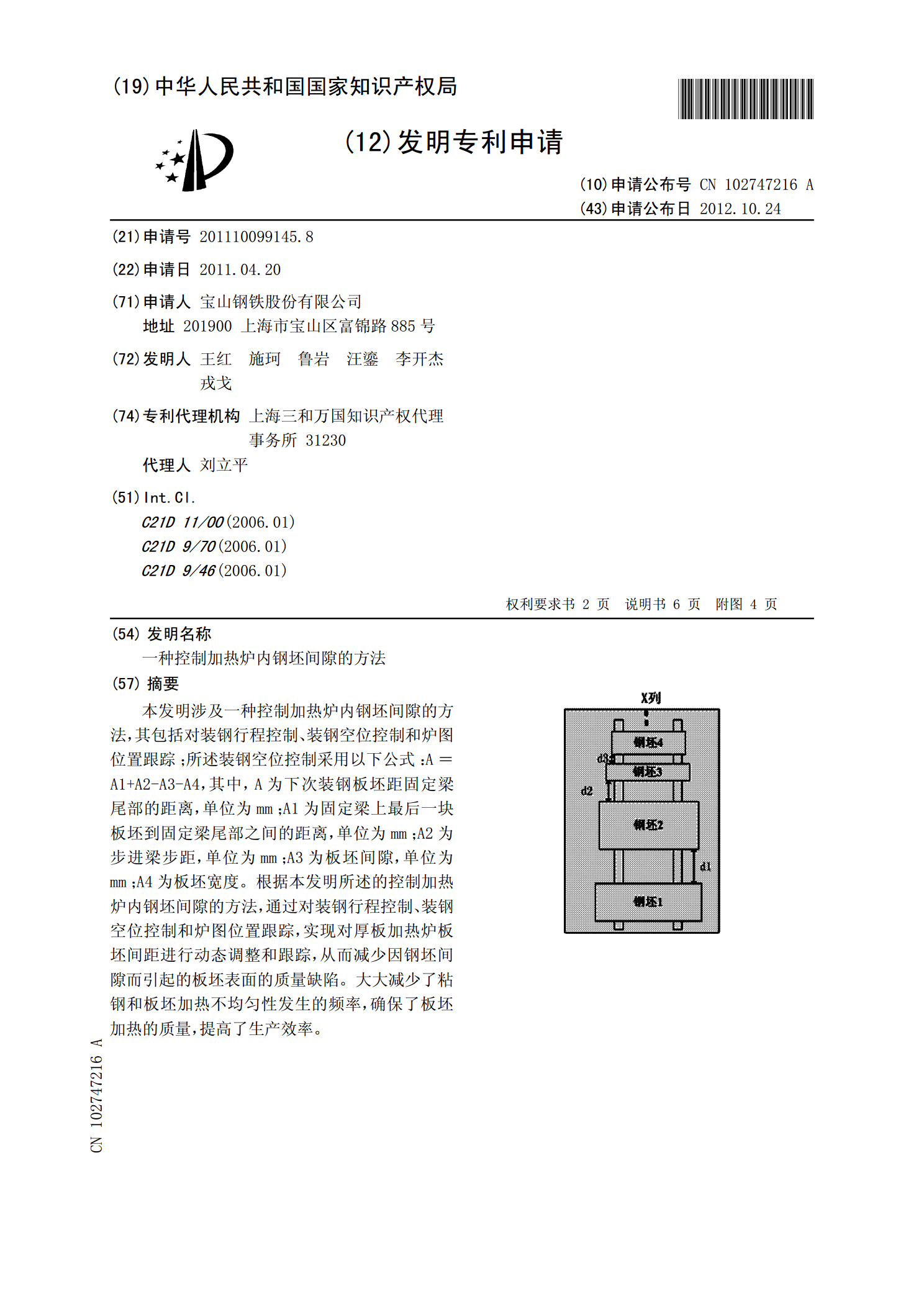
本发明涉及一种控制加热炉内钢坯间隙的方法,其包括对装钢行程控制、装钢空位控制和炉图位置跟踪;所述装钢空位控制采用以下公式:A=A1+A2-A3-A4,其中,A为下次装钢板坯距固定梁尾部的距离,单位为mm;A1为固定梁上最后一块板坯到固定梁尾部之间的距离,单位为mm;A2为步进梁步距,单位为mm;A3为板坯间隙,单位为mm;A4为板坯宽度。根据本发明所述的控制加热炉内钢坯间隙的方法,通过对装钢行程控制、装钢空位控制和炉图位置跟踪,实现对厚板加热炉板坯间距进行动态调整和跟踪,从而减少因钢坯间隙而引起的板坯表面

一种加热炉内钢坯温度跟踪的方法.pdf
本发明提供了一种加热炉内钢坯温度跟踪的方法,其包括以下步骤:S1)对加热炉和钢坯的计算参数进行初始化;S2)对加热炉进行计算段的划分;S3)对加热炉各计算段进行求解,并让计时器开始计时;S4)对加热炉内钢坯进行温度跟踪;S5)对加热炉内钢坯进行位置跟踪;S6)判断是否到达温度跟踪周期,若未完成一次温度跟踪,则回到步骤S3继续计算;若完成一次温度跟踪,则结束本次温度跟踪。本发明避免了采用总括热吸收率法进行钢坯温度跟踪,受加热炉生产波动、钢种变化及高成本等诸多因素的影响。