
一种控制加热炉内钢坯间隙的方法.pdf

努力****承悦

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种控制加热炉内钢坯间隙的方法.pdf
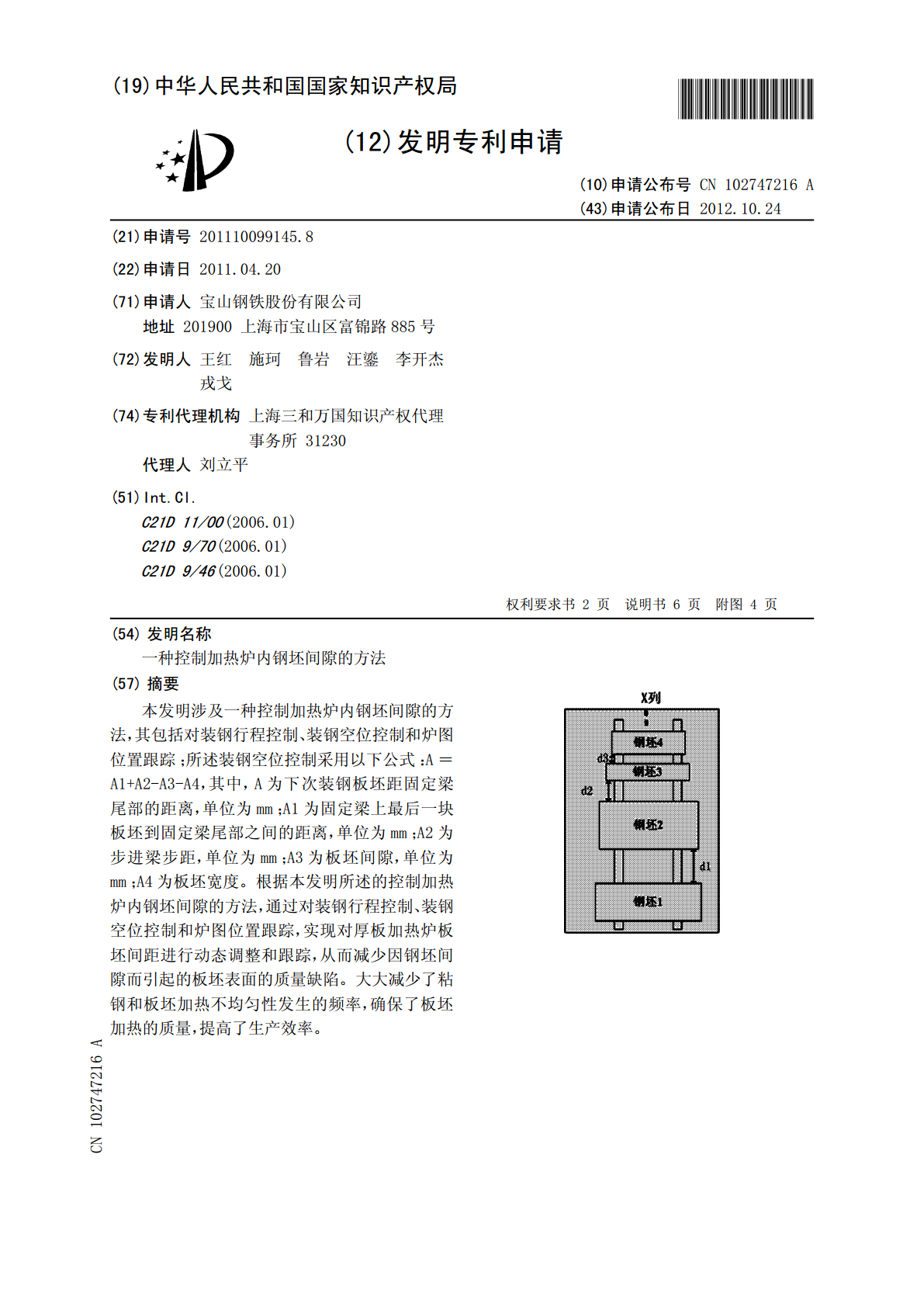
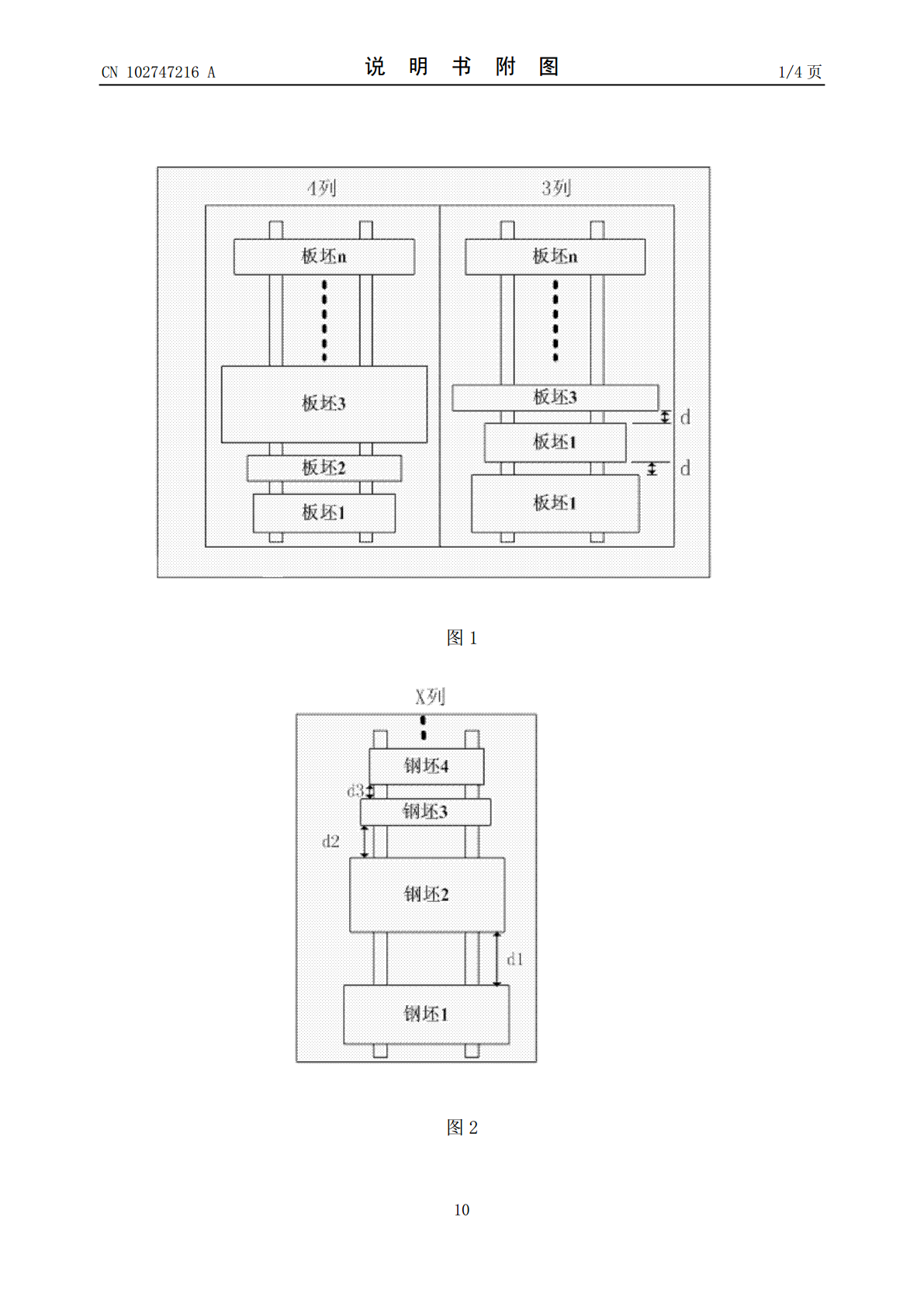
本发明涉及一种控制加热炉内钢坯间隙的方法,其包括对装钢行程控制、装钢空位控制和炉图位置跟踪;所述装钢空位控制采用以下公式:A=A1+A2-A3-A4,其中,A为下次装钢板坯距固定梁尾部的距离,单位为mm;A1为固定梁上最后一块板坯到固定梁尾部之间的距离,单位为mm;A2为步进梁步距,单位为mm;A3为板坯间隙,单位为mm;A4为板坯宽度。根据本发明所述的控制加热炉内钢坯间隙的方法,通过对装钢行程控制、装钢空位控制和炉图位置跟踪,实现对厚板加热炉板坯间距进行动态调整和跟踪,从而减少因钢坯间隙而引起的板坯表面

一种加热炉内钢坯温度跟踪的方法.pdf
本发明提供了一种加热炉内钢坯温度跟踪的方法,其包括以下步骤:S1)对加热炉和钢坯的计算参数进行初始化;S2)对加热炉进行计算段的划分;S3)对加热炉各计算段进行求解,并让计时器开始计时;S4)对加热炉内钢坯进行温度跟踪;S5)对加热炉内钢坯进行位置跟踪;S6)判断是否到达温度跟踪周期,若未完成一次温度跟踪,则回到步骤S3继续计算;若完成一次温度跟踪,则结束本次温度跟踪。本发明避免了采用总括热吸收率法进行钢坯温度跟踪,受加热炉生产波动、钢种变化及高成本等诸多因素的影响。
一种加热炉内钢坯的加热方法及装置.pdf
本发明涉及本发明涉及热工技术领域,尤其涉及一种加热炉内钢坯的加热方法及装置,该方法包括:按照钢种的长度,将钢坯进行分类得到多组轧制单元,并将多组轧制单元依次装入加热炉,使得每组轧制单元中任意两块钢坯的第一长度差满足第一预设条件,相邻轧制单元中前一组轧制单元的最后一块钢坯与后一组轧制单元的第一块钢坯的第二长度差满足第二预设条件;在将多组轧制单元依次装入所述加热炉的过程中,控制装钢机的移动位置,以控制任意相邻钢坯之间的间距均不超过10mm,以钢坯间的传导传热方式对钢坯的边角部进行加热,进而提高了钢坯在轧制过程
一种降低钢坯在加热炉内氧化烧损的方法.pdf
本发明涉及加热炉工艺技术领域,尤其涉及一种降低钢坯在加热炉内氧化烧损的方法。具体包括:1)控制各段炉气气氛:加热炉分为预热段、加热段与均热段,均热段空气过剩系数控制在0.9~0.95,加热段空气过剩系数控制在1.05~1.2;2)控制各段加热温度:预热段温度控制在700~1000℃,加热段温度控制在1150~1330℃,均热段温度控制在1280~1300℃;3)控制炉膛压力:保证炉膛压力为微正压,所述炉膛压力为相对压力;1#炉膛压力控制在3±2Pa;2#炉膛压力控制在7±2Pa;3#炉膛压力控制在9±2P
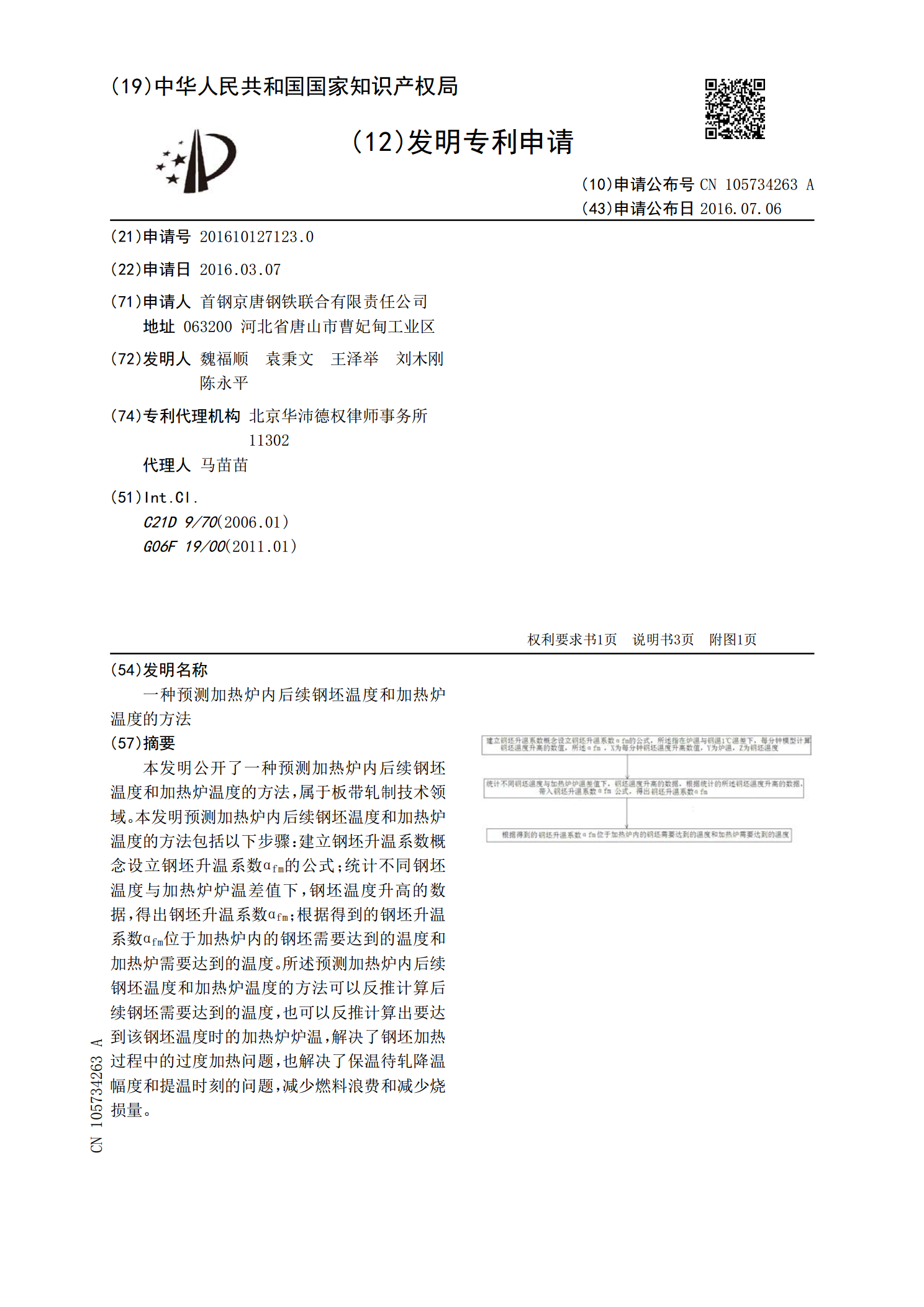
一种预测加热炉内后续钢坯温度和加热炉温度的方法.pdf
本发明公开了一种预测加热炉内后续钢坯温度和加热炉温度的方法,属于板带轧制技术领域。本发明预测加热炉内后续钢坯温度和加热炉温度的方法包括以下步骤:建立钢坯升温系数概念设立钢坯升温系数α