
一种轧钢加热炉钢坯混装时的加热方法.pdf

努力****亚捷

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种轧钢加热炉钢坯混装时的加热方法.pdf
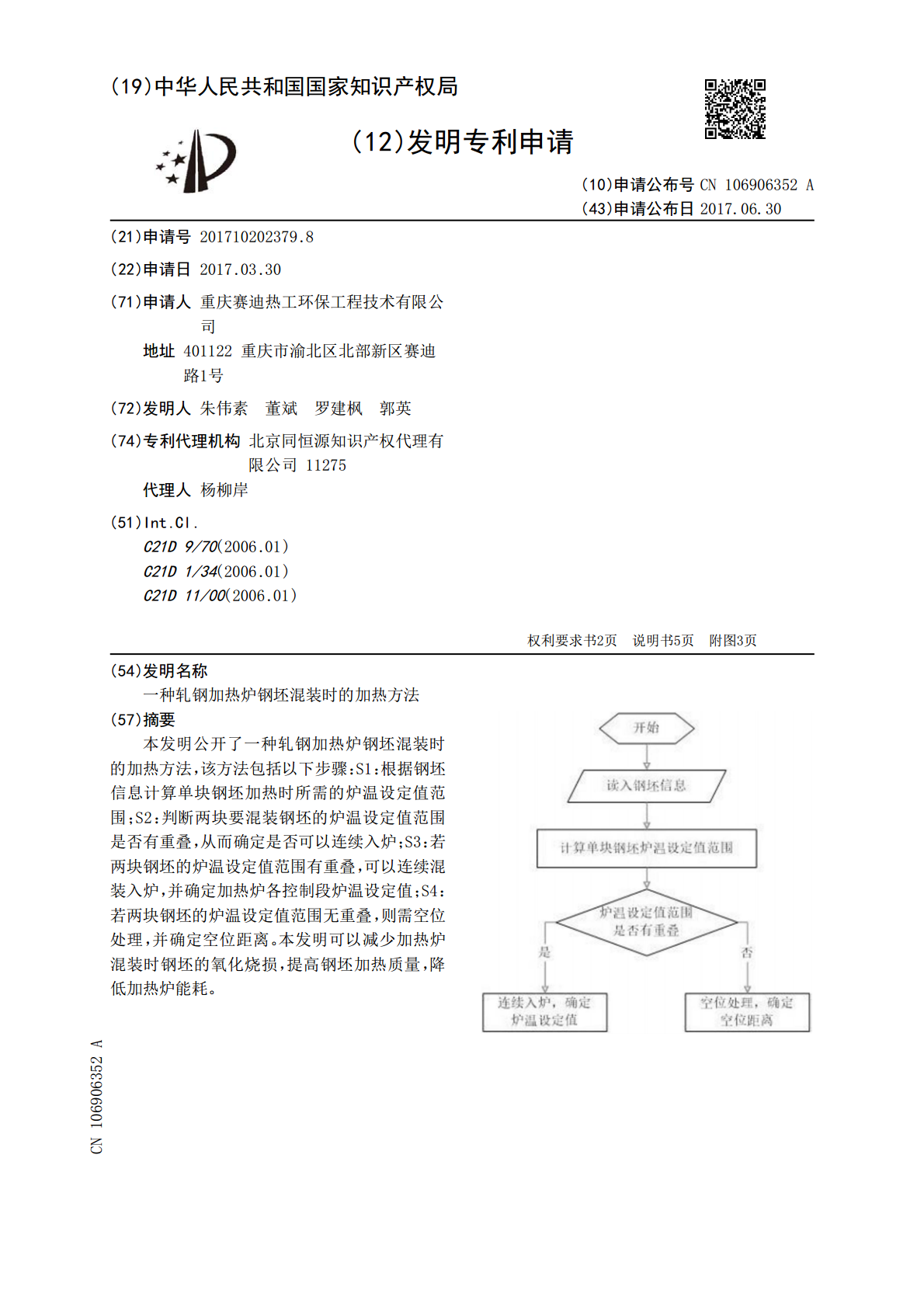
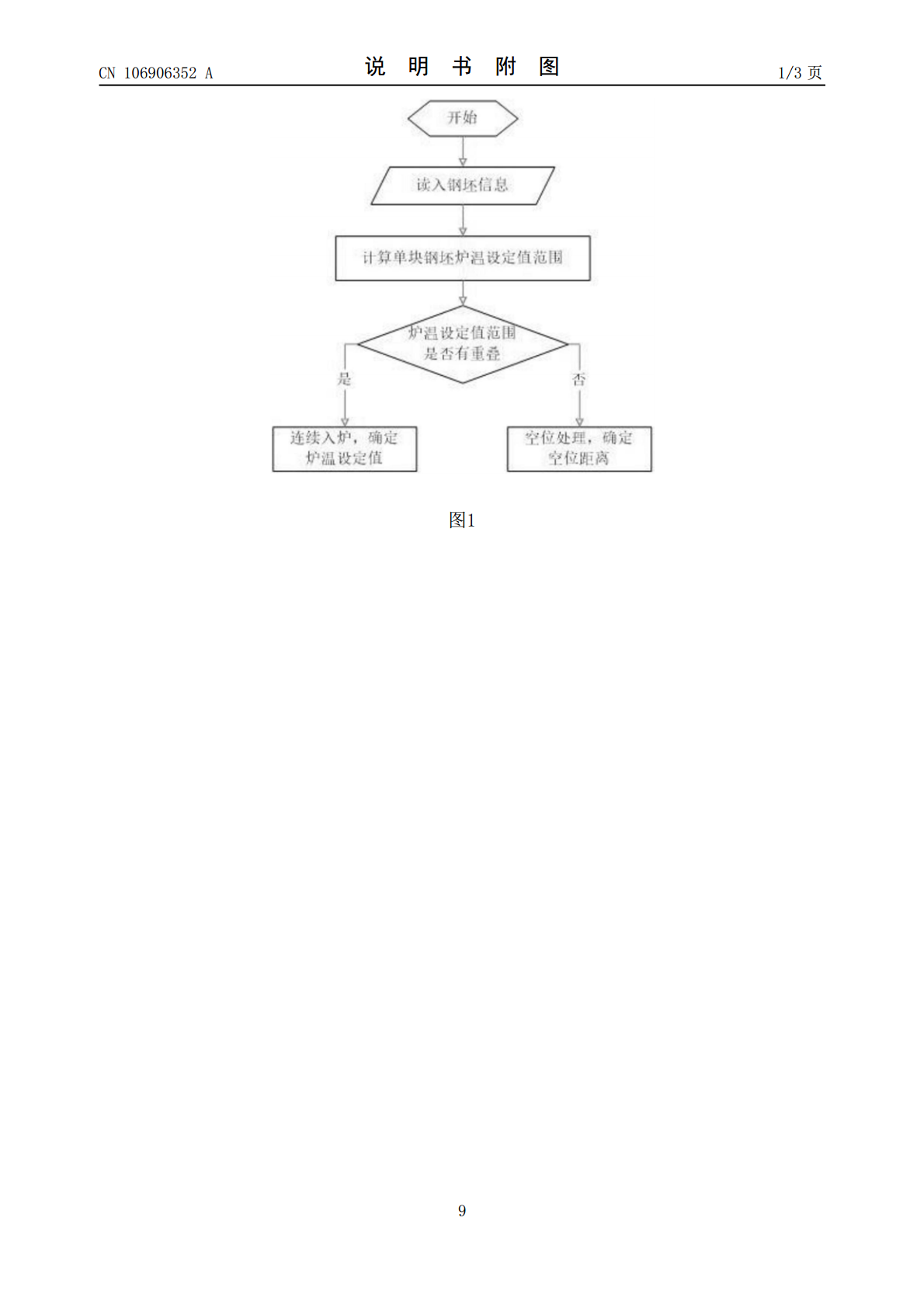
本发明公开了一种轧钢加热炉钢坯混装时的加热方法,该方法包括以下步骤:S1:根据钢坯信息计算单块钢坯加热时所需的炉温设定值范围;S2:判断两块要混装钢坯的炉温设定值范围是否有重叠,从而确定是否可以连续入炉;S3:若两块钢坯的炉温设定值范围有重叠,可以连续混装入炉,并确定加热炉各控制段炉温设定值;S4:若两块钢坯的炉温设定值范围无重叠,则需空位处理,并确定空位距离。本发明可以减少加热炉混装时钢坯的氧化烧损,提高钢坯加热质量,降低加热炉能耗。

一种冷热钢坯混装的加热炉炉温设定方法.pdf
本发明公开了一种冷热钢坯混装的加热炉炉温设定方法,该方法通过测温仪表检测入炉钢坯温度数值,并通过钢坯位置记录模块跟踪入炉钢坯在炉内的位置,根据加热炉炉膛尺寸,确定每一钢坯所处加热炉的加热段位置,通过计算某一加热段内所有钢坯的入炉温度均值和出钢温度计算模块获得出钢温度数值,共同补偿加热段的炉温设定,以在冷热钢坯混装时优化各加热段炉温设定以稳定出钢温度。

一种加热炉的钢坯装炉方法.pdf
本发明涉及一种加热炉的钢坯装炉方法,该方法包括:(a)确定所述钢坯的最佳在炉时间t1;(b)确定停止轧制时间t3,在停止轧制之前,调整所述钢坯的装炉步距为b,使得所述钢坯在加热炉内的输送时间与所述停止轧制时间t3之和等于所述最佳在炉时间t1。根据本发明的方法能够使钢坯的在炉时间基本上为最佳在炉时间,避免因钢坯加热不足或过度对轧制的影响,保证轧件的质量。

轧钢加热炉钢坯氧化烧损分析.docx
轧钢加热炉钢坯氧化烧损分析轧钢加热炉钢坯氧化烧损分析摘要:钢的加热是钢铁生产过程中的重要环节之一,而加热炉中钢坯的氧化烧损问题一直是制约钢铁生产效率和质量的关键因素。本文介绍了钢坯加热炉中氧化烧损的原因及其对钢坯性能的影响,并提出了相应的解决方法,以降低氧化烧损,提高钢铁生产效率和质量。关键词:钢坯;加热炉;氧化烧损;原因;影响;解决方法1.引言钢的加热是制造高品质钢材的关键步骤之一。加热炉中的钢坯在高温环境下,会发生氧化烧损现象,使得钢坯质量下降,从而影响钢铁生产效率和质量。2.氧化烧损的原因2.1温度

轧钢加热炉钢坯温度测量新技术.docx
轧钢加热炉钢坯温度测量新技术轧钢加热炉钢坯温度测量新技术摘要:在钢铁行业中,钢坯的加热是一个关键步骤。准确测量钢坯的温度对保证轧钢质量至关重要。本论文介绍了一种新的钢坯温度测量技术,该技术基于红外成像原理,能够实时准确地测量钢坯的温度。1.引言钢坯的加热是轧钢过程中的一个重要环节,控制好加热温度对于保证轧钢质量至关重要。传统的钢坯温度测量方法有接触式测量和非接触式测量两种,但都存在一定的问题,如接触式测量容易造成热电偶损坏,非接触式测量的精度不高。因此,研究一种新的钢坯温度测量技术具有重要意义。2.红外成