
一种转炉出钢口部位炉衬修补方法.pdf

文阁****23


1/7
2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种转炉出钢口部位炉衬修补方法.pdf
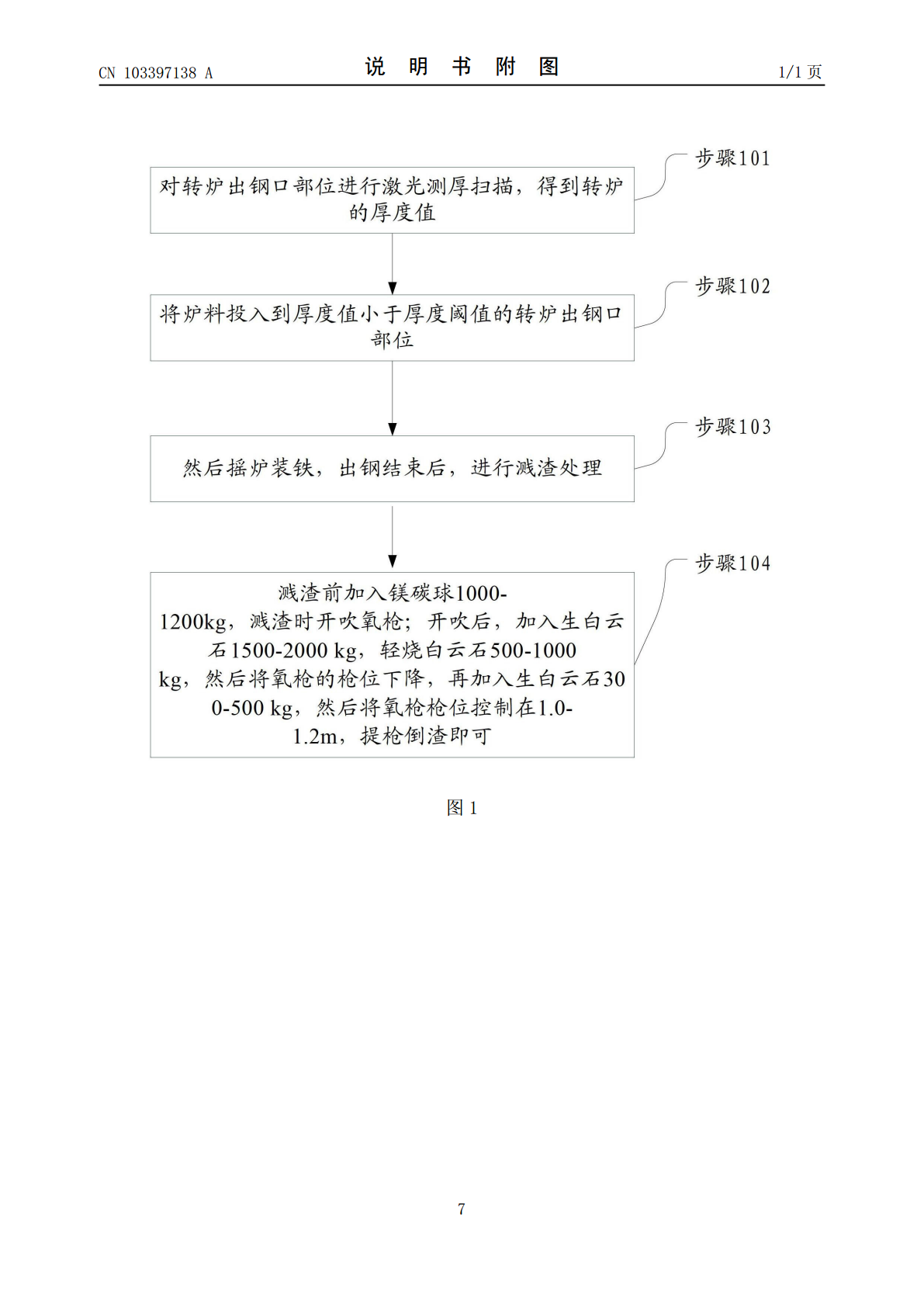
本发明公开了一种转炉出钢口部位炉衬修补方法,属于炼钢技术领域。该方法包括对转炉出钢口部位进行激光测厚扫描,得到转炉的厚度值,将炉料投入到厚度值小于厚度阈值的转炉出钢口部位,然后摇炉装铁,出钢结束后,进行溅渣处理。本发明操作简单、通过激光测厚扫描,修补位置精确;炉料为环保型高强快速修补料,粘附力强和烧结速度快,通过对炉渣和枪位的调整,提高修补位置的耐侵蚀能力。
转炉出钢口的修补方法.pdf
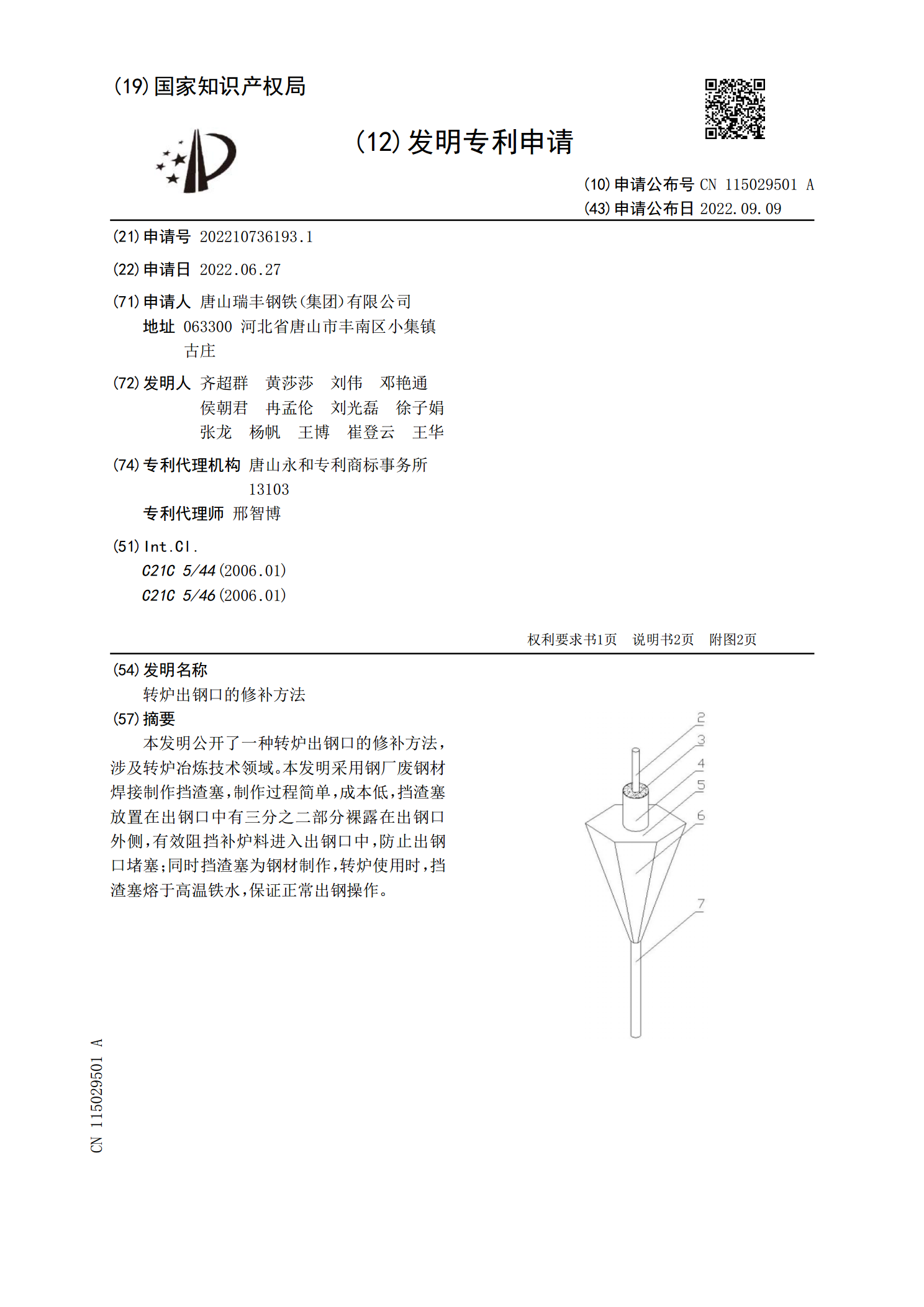
本发明公开了一种转炉出钢口的修补方法,涉及转炉冶炼技术领域。本发明采用钢厂废钢材焊接制作挡渣塞,制作过程简单,成本低,挡渣塞放置在出钢口中有三分之二部分裸露在出钢口外侧,有效阻挡补炉料进入出钢口中,防止出钢口堵塞;同时挡渣塞为钢材制作,转炉使用时,挡渣塞熔于高温铁水,保证正常出钢操作。

一种转炉终渣修补出钢面炉衬的方法.pdf
本发明公开了一种转炉终渣修补出钢面炉衬的方法。该方法补炉时,先在冶炼造渣时,向钢水中按重量比例3:2加入冶金石灰与轻烧白云石;倒渣时,控制留渣量为转炉总装入量的7%~8%;钢水出净后,溅渣处理1~2min,适当降低炉渣温度,增加炉渣黏度,然后转炉倾斜,将转炉终渣平铺覆盖在出钢面炉衬侵蚀部位上,转炉停电,静置冷却8h以上。本发明通过转炉炉渣直接对出钢面炉衬侵蚀部位进行修补,高温炉渣具有良好的流动性,能够平铺在炉衬侵蚀部位,炉渣中高熔点物质2CaO·SiO

一种快速修补转炉出钢口的方法及装置.pdf
本发明涉及转炉炼钢领域,尤其涉及一种快速修补转炉出钢口的方法及装置,其特征在于,采用钢制筒状物作为修补料的支撑体,将钢制筒状物放入需修补的出钢口内,在炉体外侧将钢制筒状物与出钢口炉壳焊接在一起,将修补料填入钢制筒状物与套管砖之间的缝隙中,捣实,使修补料与原套管砖紧密结合,最后采用火焰烧结或自然烧结,即可完成修补作业。所述的钢制筒状物,其特征在于,其直径与出钢口直径相同,其长度为出钢口的1.05~1.15倍,其外周均匀焊有钢柱。与现有技术相比,本发明的有益效果是:改进了出钢口的维护方式,采用此方法可有效地对

一种转炉出钢口外口砖破损的修补方法.pdf
本发明涉及一种转炉出钢口外口砖破损的修补方法,先将里口砖内的残钢清除干净,然后用钻头将出钢口整体套管残留的部分清除,采用薄铁板围成套管插到里口砖中作为砌筑外口砖的定位及支撑;采用铬刚玉浇注料对里口砖进行填充;以薄铁板套管为定位中心,将出钢口外口砖向里口砖一侧推入,外口砖与薄铁板套管之间的缝隙采用镁质修补料填充;各环外口砖砌筑结束后,将出钢口外法兰盘安装上,转炉摇到零位静置150min以上,然后兑入铁水进行吹炼,出钢后安装新的出钢口整体套管,出钢口即修补完成。本发明可以对出钢口进行快速、方便的修补,且方法简