
顶吹转炉在线安装底吹装置的方法.pdf

又珊****ck

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
顶吹转炉在线安装底吹装置的方法.pdf
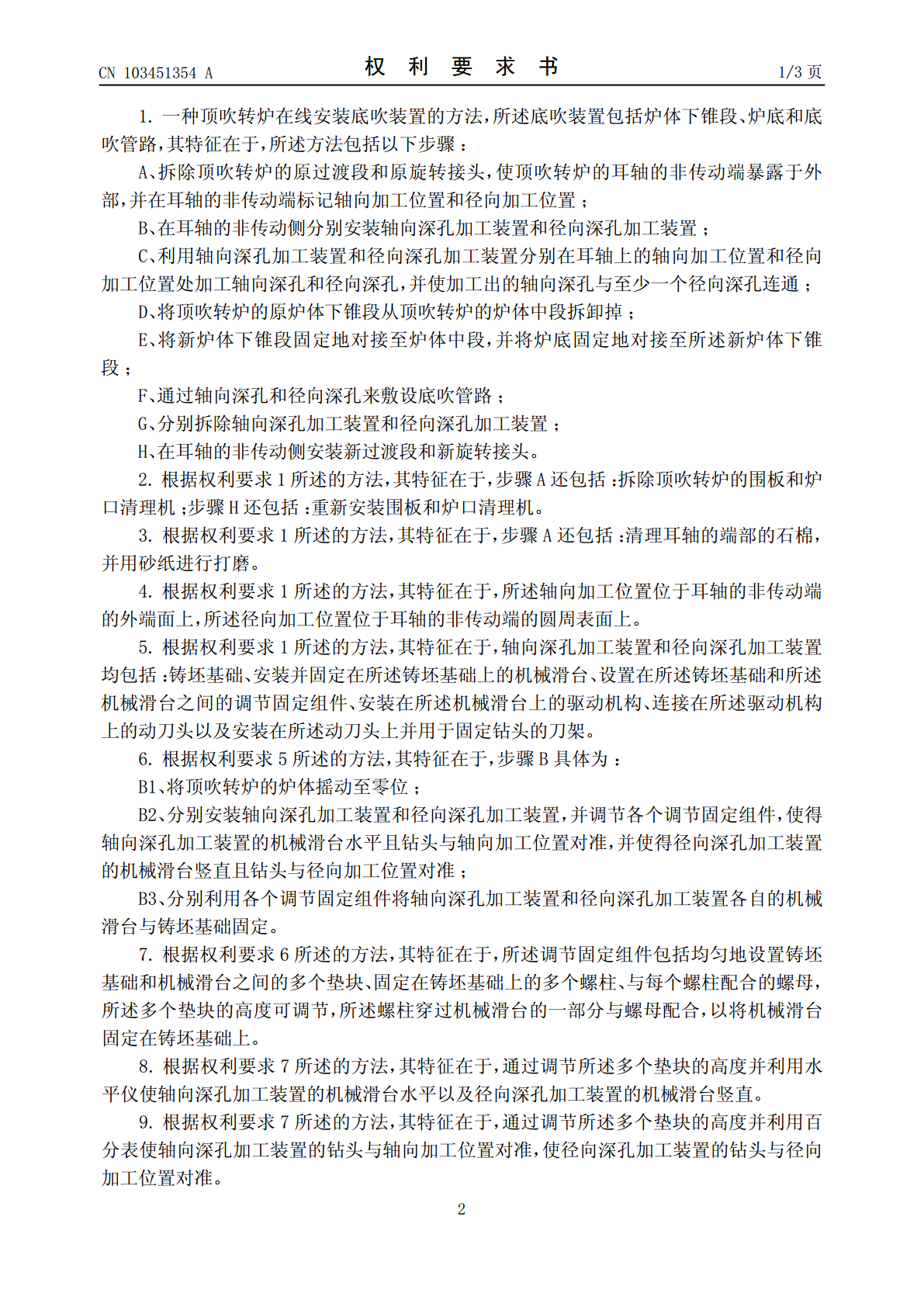
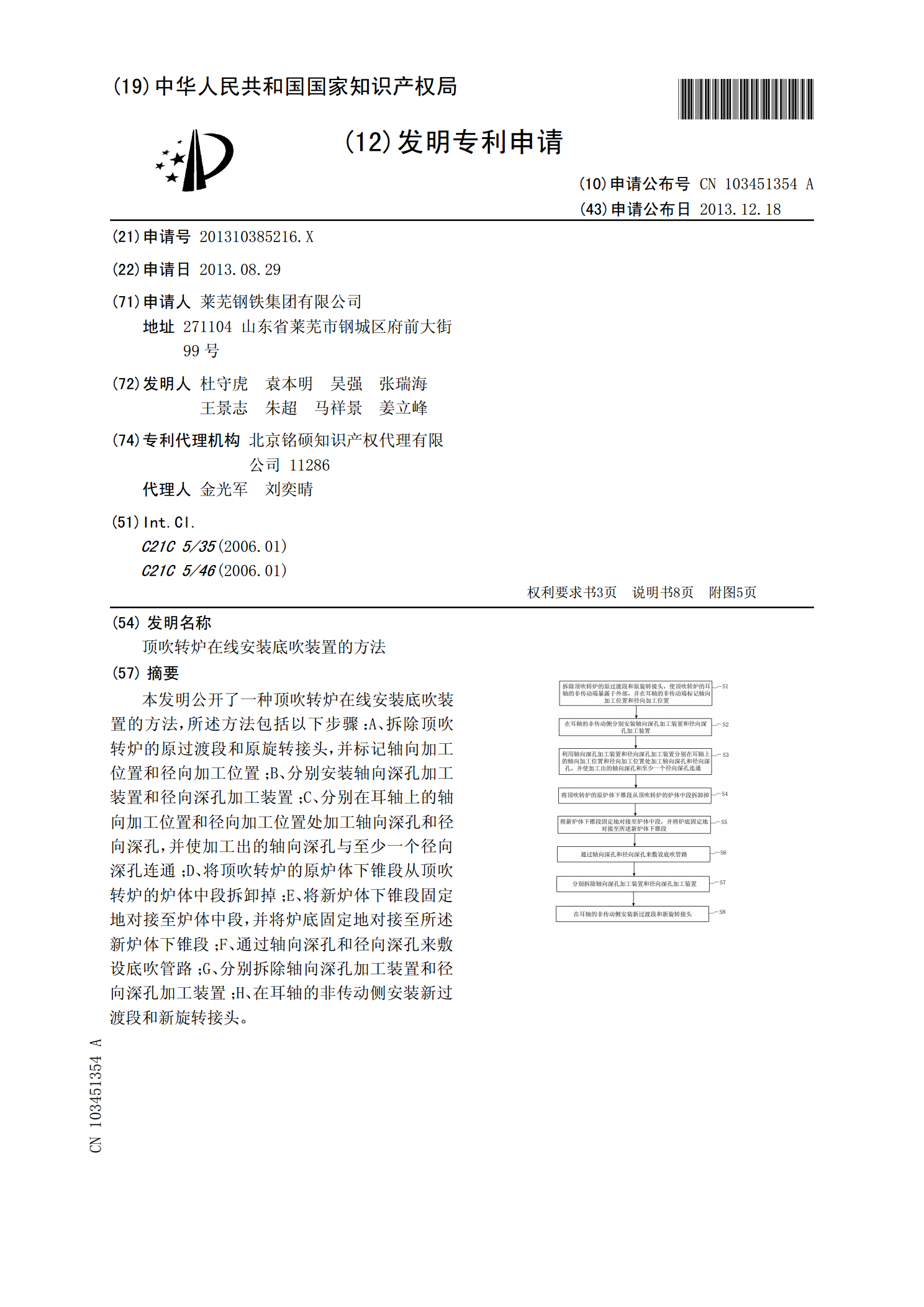
本发明公开了一种顶吹转炉在线安装底吹装置的方法,所述方法包括以下步骤:A、拆除顶吹转炉的原过渡段和原旋转接头,并标记轴向加工位置和径向加工位置;B、分别安装轴向深孔加工装置和径向深孔加工装置;C、分别在耳轴上的轴向加工位置和径向加工位置处加工轴向深孔和径向深孔,并使加工出的轴向深孔与至少一个径向深孔连通;D、将顶吹转炉的原炉体下锥段从顶吹转炉的炉体中段拆卸掉;E、将新炉体下锥段固定地对接至炉体中段,并将炉底固定地对接至所述新炉体下锥段;F、通过轴向深孔和径向深孔来敷设底吹管路;G、分别拆除轴向深孔加工装置

顶吹底吹转炉型精炼容器.pdf
本发明涉及一种顶吹底吹转炉型精炼容器。在沿着炉身中心轴方向观察到的炉口形状中,上述炉口的轮廓由圆弧和线段构成,上述线段与耳轴平行,且隔着上述耳轴而存在于与出钢孔相反侧,在设连结将上述耳轴向上述炉口投影而得到的直线与上述圆弧重叠的两个交点而成的直线的长度为D
一种氧气顶吹转炉炉底的在线维护方法.pdf
本发明公开了一种氧气顶吹转炉炉底的在线维护方法,其特征在于:它包括以下步骤完成:在氧气顶吹转炉出钢完毕后,将转炉摇至加原料位置;同时加入生铁和耐火砖;摇正炉体,静止3—5分钟,生铁熔融,使加入的耐火砖铺设在炉底;下氧枪,吹入高压氮气进行溅渣护炉操作,使耐火砖粘结在炉底;前、后摇晃炉体,使炉渣粘附在耐火砖的表面;摇炉至倒渣位置进行倒渣操作;进入下一个冶炼周期。本发明克服了传统的转炉炉底维护方法必须停机进行维护的弊端,维护周期延长了三倍。
一种转炉底吹方法及装置.pdf
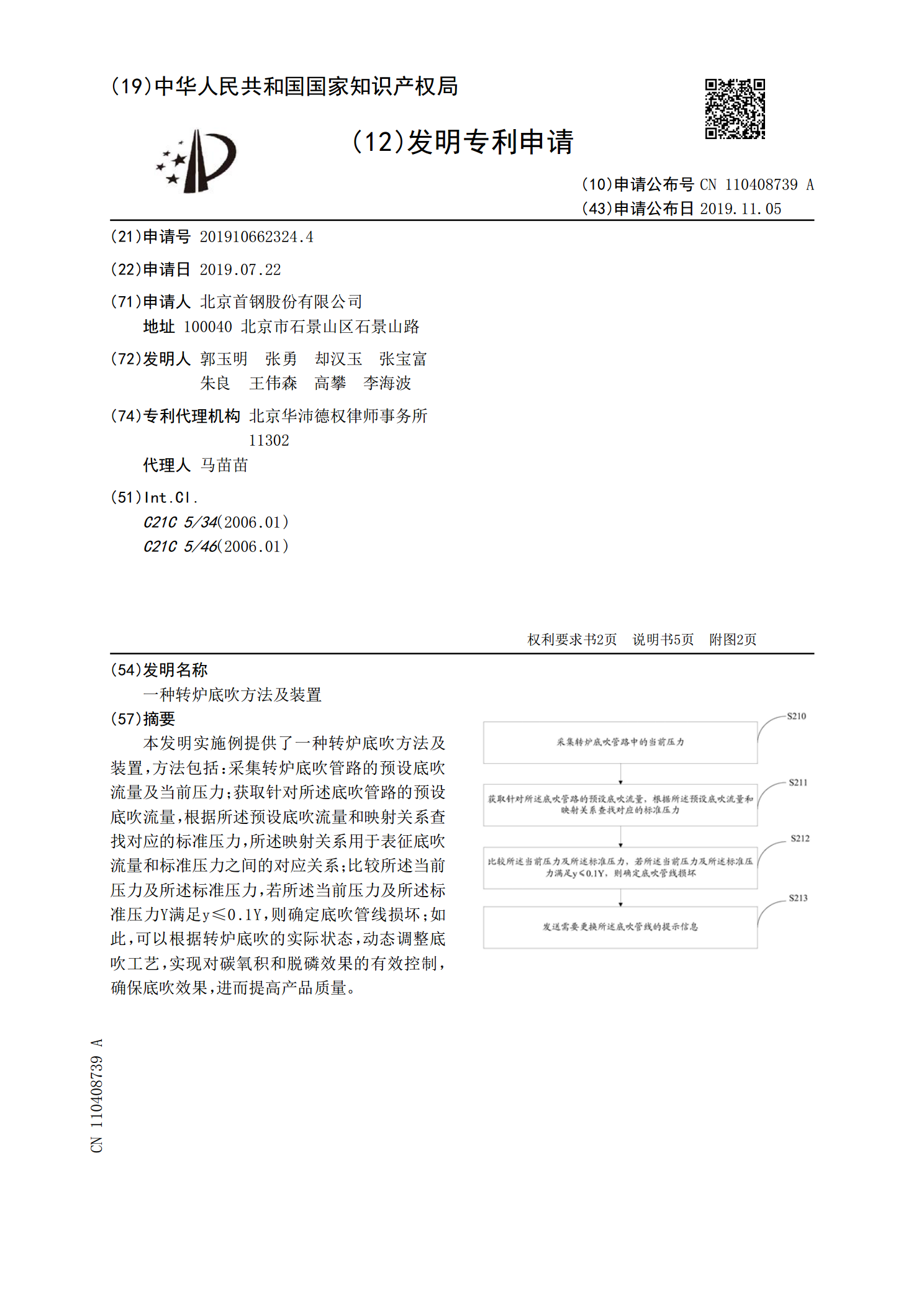
本发明实施例提供了一种转炉底吹方法及装置,方法包括:采集转炉底吹管路的预设底吹流量及当前压力;获取针对所述底吹管路的预设底吹流量,根据所述预设底吹流量和映射关系查找对应的标准压力,所述映射关系用于表征底吹流量和标准压力之间的对应关系;比较所述当前压力及所述标准压力,若所述当前压力及所述标准压力Y满足y≤0.1Y,则确定底吹管线损坏;如此,可以根据转炉底吹的实际状态,动态调整底吹工艺,实现对碳氧积和脱磷效果的有效控制,确保底吹效果,进而提高产品质量。
转炉及转炉底吹的控制方法.pdf
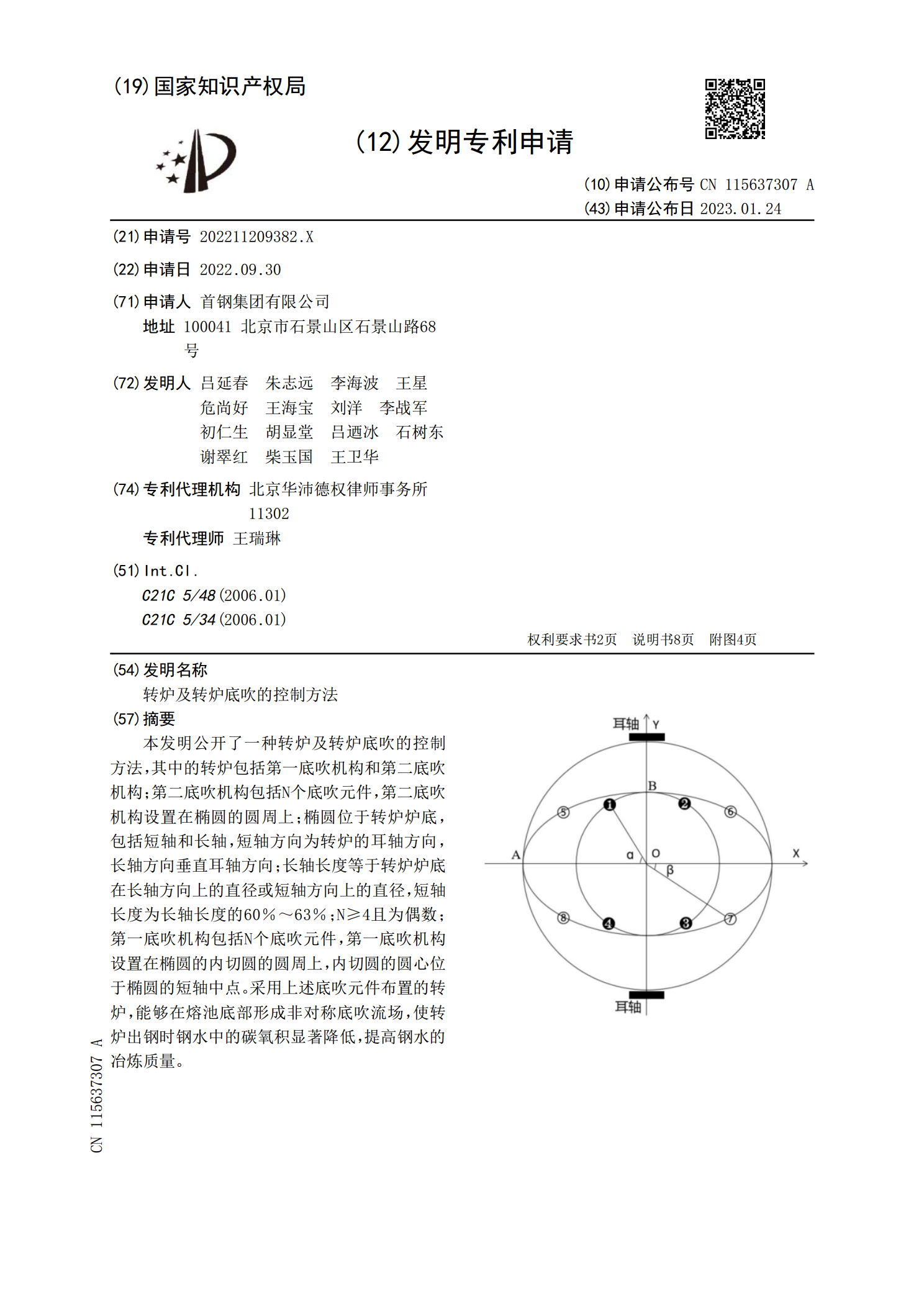
本发明公开了一种转炉及转炉底吹的控制方法,其中的转炉包括第一底吹机构和第二底吹机构;第二底吹机构包括N个底吹元件,第二底吹机构设置在椭圆的圆周上;椭圆位于转炉炉底,包括短轴和长轴,短轴方向为转炉的耳轴方向,长轴方向垂直耳轴方向;长轴长度等于转炉炉底在长轴方向上的直径或短轴方向上的直径,短轴长度为长轴长度的60%~63%;N≥4且为偶数;第一底吹机构包括N个底吹元件,第一底吹机构设置在椭圆的内切圆的圆周上,内切圆的圆心位于椭圆的短轴中点。采用上述底吹元件布置的转炉,能够在熔池底部形成非对称底吹流场,使转炉出