
一种粉末冶金气门座圈及其制备方法.pdf

Ja****20

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种粉末冶金气门座圈及其制备方法.pdf
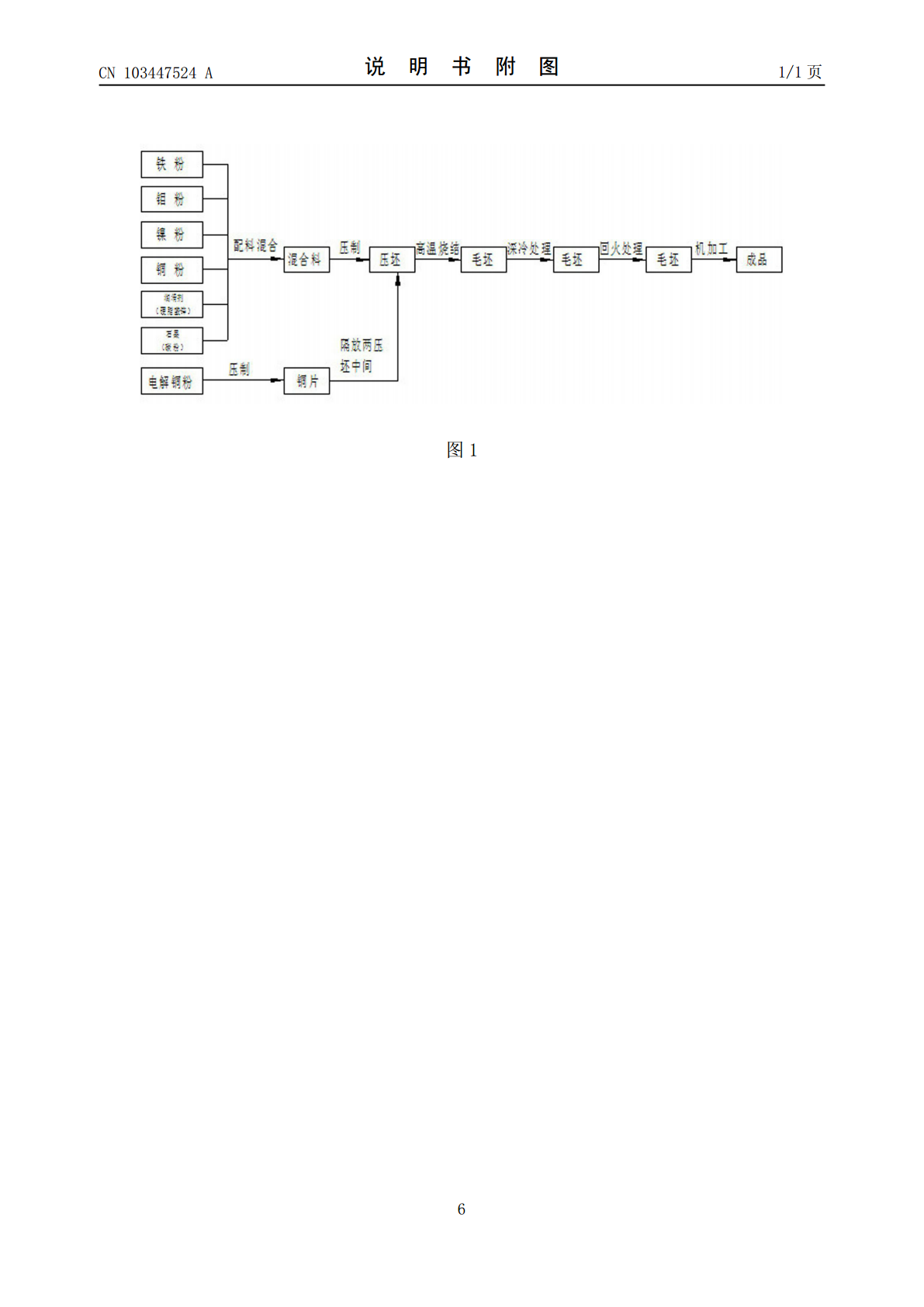
本发明公开了一种粉末冶金气门座圈及其制备方法,该门座圈包括配料和溶浸电解铜粉;配料按重量份数计由铁粉91~93、钼粉0.2~0.25、镍粉0.2~0.3、铜粉1.5~1.6、石墨1~1.5、硬脂酸锌1~0.4组成。制备方法包括如下步骤:取铁粉、钼粉、镍粉、铜粉、石墨、硬脂酸锌混合均匀并模压,得气门座圈压坯;取10的电解铜粉,压制成铜片;将铜片对齐放在压制后的每两只压坯气门座圈中间,装入料舟里并输进烧结炉进行烧结,烧结10~15分钟,温度为980~1110℃;将烧结后的毛坯进行机加工,即得粉末冶金气门座圈。

一种粉末冶金气门座及其制备方法.pdf
本发明公开了一种粉末冶金气门座及其制备方法,涉及粉末冶金技术领域,气门座由以下质量份数的各个组分制备而成:铁粉85-105份、金粉1-2份、石墨粉5-10份、金属铜粉5-12份、氧化锡锑3-8份、二氧化硅4-9份、纳米铈1-3份、二氧化锰5-10份、钴粉3-10份、环烷酸铅4-7份和合成磺酸钠5-12份。一种粉末冶金凸轮的制备方法,包括混合、模压、高温煅烧、蒸汽处理、浸油处理和整形处理。本发明提供的粉末合金气门座,具有优良的耐磨性能、耐高温性能,同时机械性能优良,有效的延长了其使用寿命。
一种氢内燃机用气门座圈及其制备方法.pdf
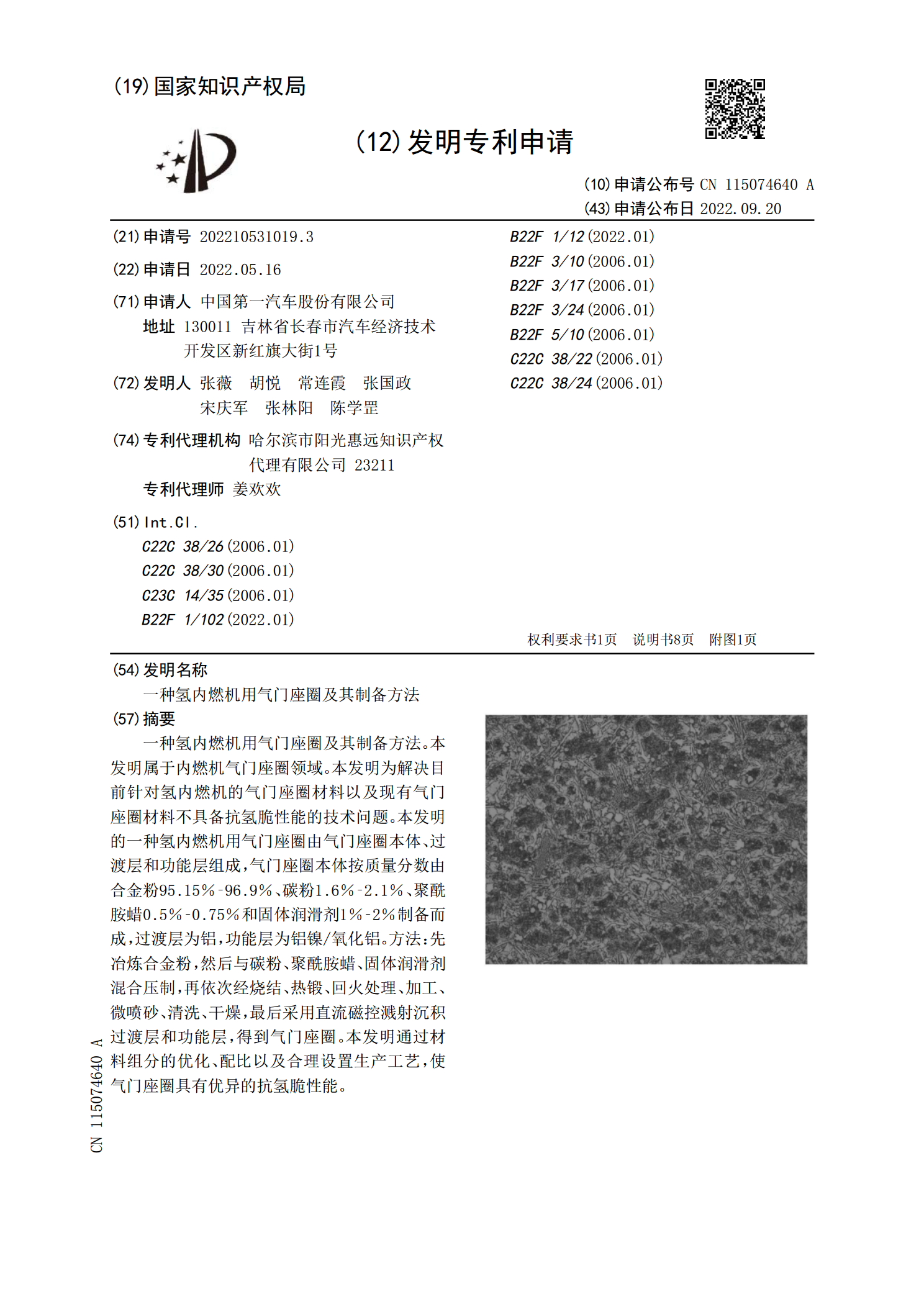
一种氢内燃机用气门座圈及其制备方法。本发明属于内燃机气门座圈领域。本发明为解决目前针对氢内燃机的气门座圈材料以及现有气门座圈材料不具备抗氢脆性能的技术问题。本发明的一种氢内燃机用气门座圈由气门座圈本体、过渡层和功能层组成,气门座圈本体按质量分数由合金粉95.15%?96.9%、碳粉1.6%?2.1%、聚酰胺蜡0.5%?0.75%和固体润滑剂1%?2%制备而成,过渡层为铝,功能层为铝镍/氧化铝。方法:先冶炼合金粉,然后与碳粉、聚酰胺蜡、固体润滑剂混合压制,再依次经烧结、热锻、回火处理、加工、微喷砂、清洗、干

加热座圈及其制备方法.pdf
本发明公开了一种加热座圈,包括能够导热的金属座圈、设置在所述金属座圈的上表面上的保护涂层和设置在所述金属座圈的下表面上的导热铝箔层;所述导热铝箔层包括有用于热水流通的热水流道。本发明还公开加热座圈的制备方法。本发明提供的加热座圈及其制备方法,由于采用热水加热,提高了安全性能,并且使得热水的热量可以迅速被传导,提升了使用的舒适度。
多元多层纳米膜粉末冶金气门座及其制备方法.pdf
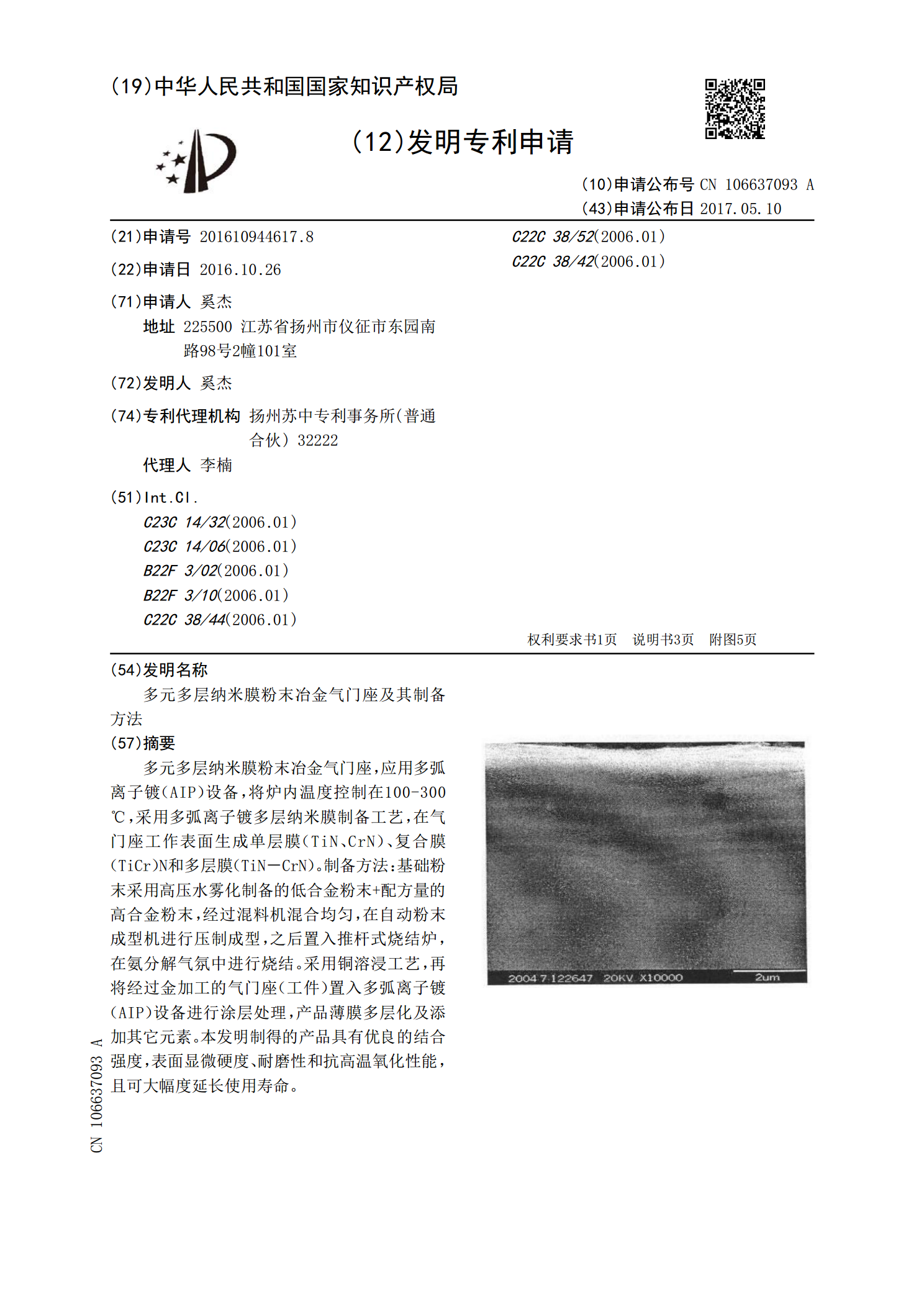
多元多层纳米膜粉末冶金气门座,应用多弧离子镀(AIP)设备,将炉内温度控制在100‑300℃,采用多弧离子镀多层纳米膜制备工艺,在气门座工作表面生成单层膜(TiN、CrN)、复合膜(TiCr)N和多层膜(TiN-CrN)。制备方法:基础粉末采用高压水雾化制备的低合金粉末+配方量的高合金粉末,经过混料机混合均匀,在自动粉末成型机进行压制成型,之后置入推杆式烧结炉,在氨分解气氛中进行烧结。采用铜溶浸工艺,再将经过金加工的气门座(工件)置入多弧离子镀(AIP)设备进行涂层处理,产品薄膜多层化及添加其它元素。本发