
铝型材挤压工艺.pdf

小长****6淑


1/7

2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝型材挤压工艺.pdf
本发明公开了一种铝型材挤压工艺,包括以下步骤:S1、加热盛锭筒至380℃~420℃;S2、选择合适铝铸锭进加热铝炉加温至460℃~540℃;S3、选择合适的模具,并将模具加温至440℃~480℃,保温1.5~3.5小时;S4、固定挤压机中机杆、盛锭筒、模座的位置,在400℃~440℃温度下进行铝铸锭挤压,得到制品;S5、对制品进行在线淬火处理;S6、根据不同的材质、制品断面形状、尺寸、公差要求和制品的实际弯曲程度进行拉伸矫直;S7、锯切装框并修整端面。本发明的铝型材挤压工艺作业方法规范、统一,生产能达到稳

铝型材挤压模的制造工艺.docx
铝型材挤压模的制造工艺铝型材是以铝为主要合金元素的一类材料,具有良好的强度、耐腐蚀性和可加工性,广泛应用于建筑、交通运输、电子和机械等领域。而铝型材的制造工艺中,挤压是一种常见且重要的加工方式。本篇论文将详细介绍铝型材挤压模的制造工艺,包括挤压模的设计、制造材料与工艺流程等方面内容。一、铝型材挤压模的设计挤压模是实现铝型材挤压加工的重要工具,其设计主要涉及两方面内容:型材形状的设计和模具结构的设计。1.型材形状的设计型材形状的设计需要考虑到最终产品的功能和外观要求。一般而言,铝型材挤压模可以制备出多种截面

铝型材挤压工艺的仪器化.docx
铝型材挤压工艺的仪器化铝型材挤压工艺的仪器化摘要:随着工业技术的进步,铝型材在制造领域得到了广泛应用。铝型材挤压工艺是一种常用的制造方法,它可以生产出多种复杂形状的铝型材。为了提高产品质量和生产效率,铝型材挤压工艺的仪器化成为了研究和实践的热点。本文首先介绍了铝型材挤压工艺的基本原理和流程,然后详细探讨了铝型材挤压工艺仪器化的意义和目标。接着,对铝型材挤压工艺仪器化的关键技术进行了分析,并介绍了常用的检测仪器和自动控制系统。最后,提出了进一步研究的方向和未来的发展趋势。关键词:铝型材挤压工艺,仪器化,检测
一种铝型材挤压模具及其挤压工艺.pdf
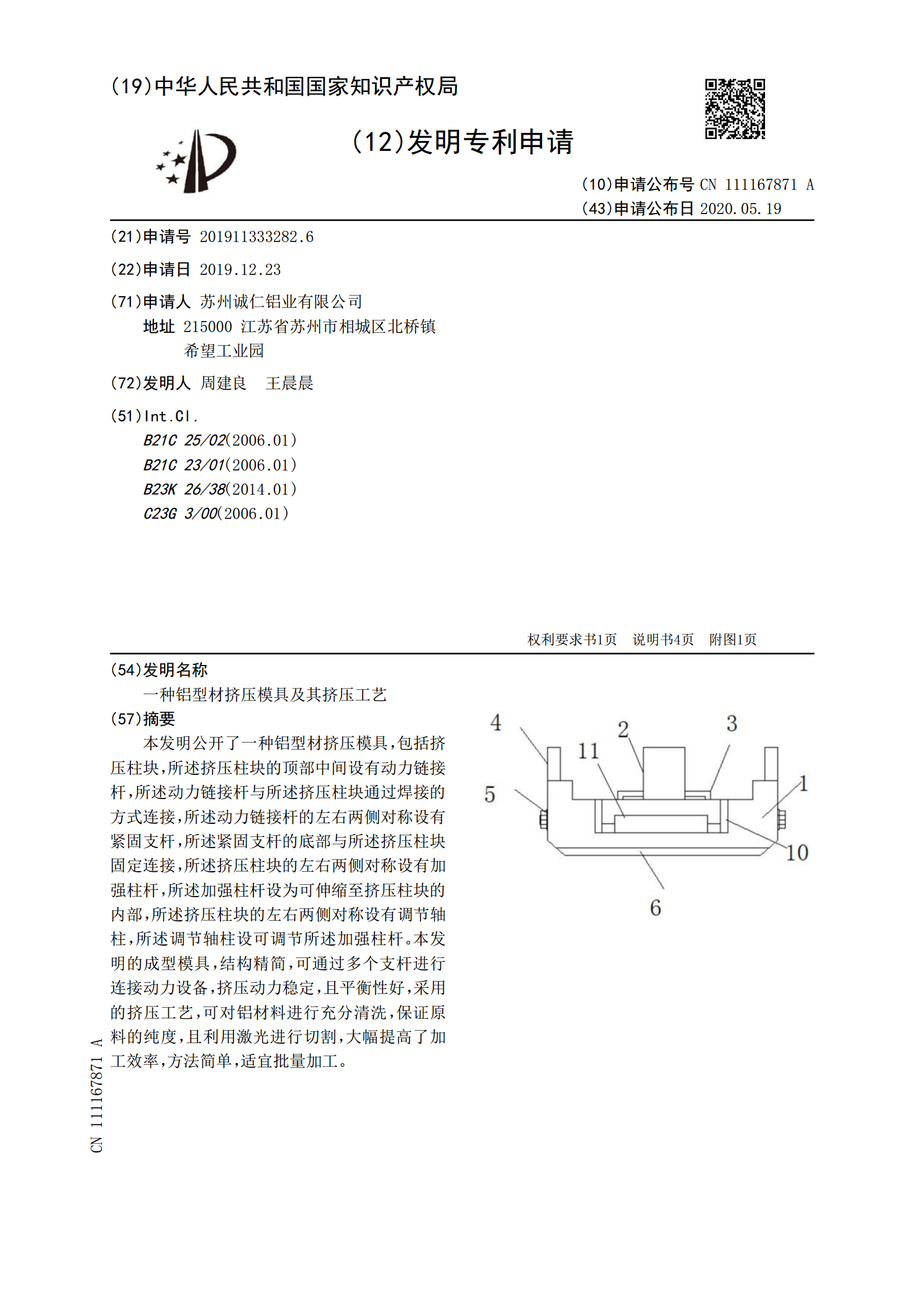
本发明公开了一种铝型材挤压模具,包括挤压柱块,所述挤压柱块的顶部中间设有动力链接杆,所述动力链接杆与所述挤压柱块通过焊接的方式连接,所述动力链接杆的左右两侧对称设有紧固支杆,所述紧固支杆的底部与所述挤压柱块固定连接,所述挤压柱块的左右两侧对称设有加强柱杆,所述加强柱杆设为可伸缩至挤压柱块的内部,所述挤压柱块的左右两侧对称设有调节轴柱,所述调节轴柱设可调节所述加强柱杆。本发明的成型模具,结构精简,可通过多个支杆进行连接动力设备,挤压动力稳定,且平衡性好,采用的挤压工艺,可对铝材料进行充分清洗,保证原料的纯度

铝型材挤压工艺操作规程.doc
铝型材挤压工艺操作规程1、目标规范热挤压型材(基材)生产作业活动,以达成准确成形、确保质量、提升效率目标。2、适用范围适适用于在本企业挤压生产整个过程。3、职责3.1车间主任负责指导和监督车间员工按本规程要求操作。3.2其它各岗位员工严格按本规程要求进行操作。4、操作规程4.1挤压生产工艺流程图:盛锭筒加热圆铸锭加热中止淬火挤压模具加热拉直定尺装框时效交付4.2生产前准备4.2.1模具准备(责任人:挤压班长)4.2.1.1备用模具模垫应整齐摆放在模架上,报废模具和不能使用模垫应及时去除出车间,预防错用不合