
一种防渗碳材料及其制备方法.pdf

Ch****91

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种防渗碳材料及其制备方法.pdf
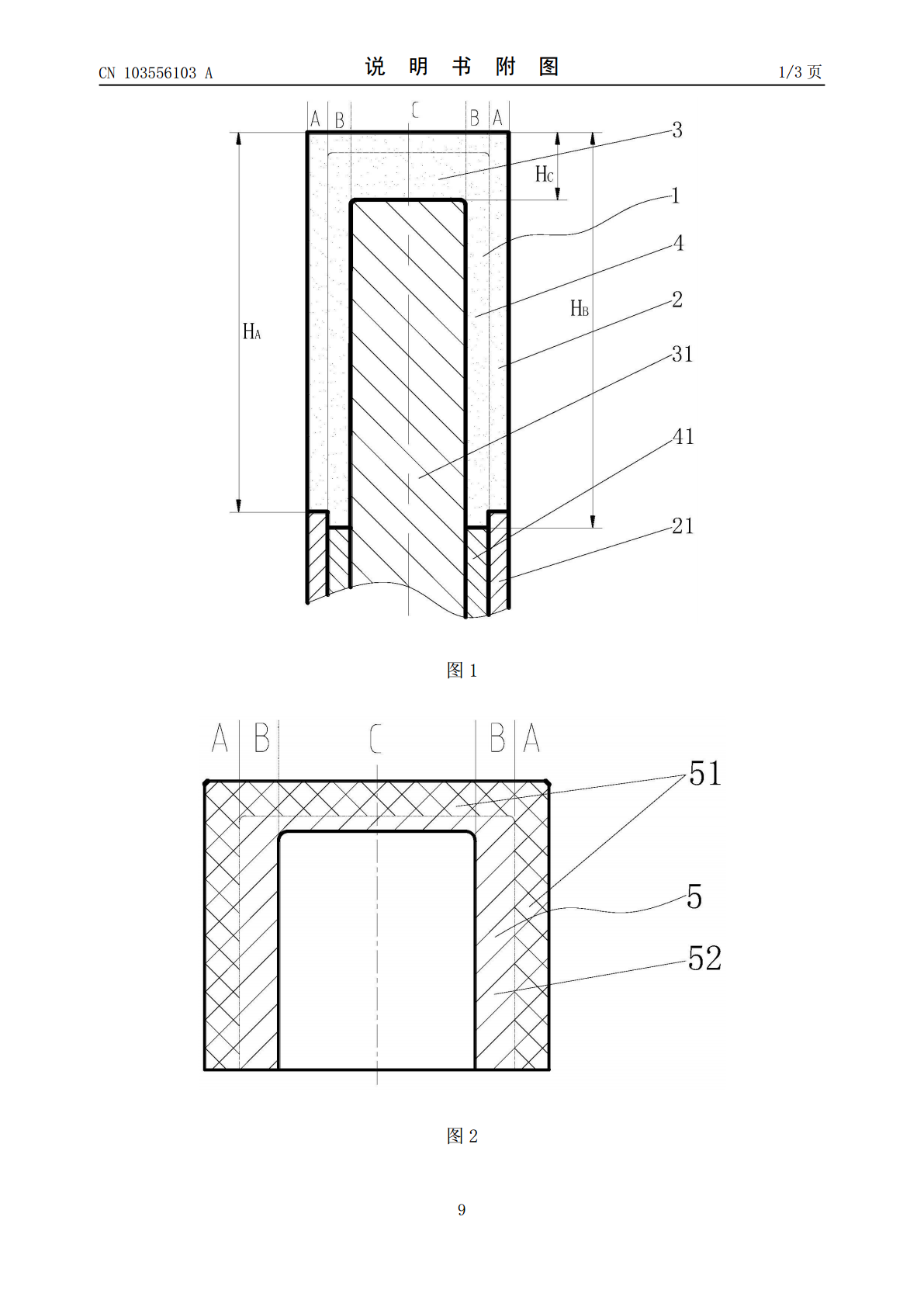
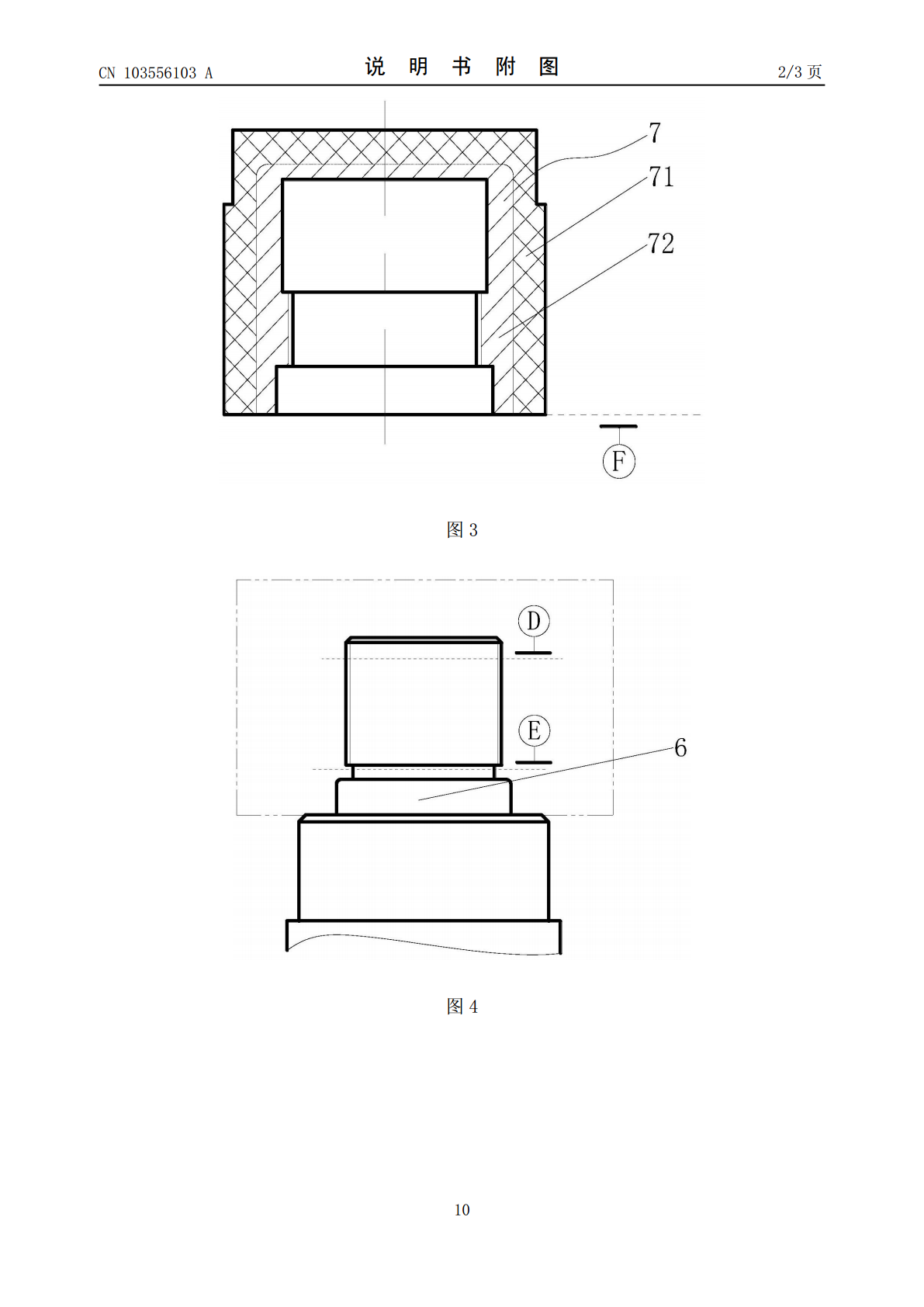
本发明公开了一种防渗碳材料,其包括以下质量百分含量的组份:铁粉81.5-86.5%;铜粉13.0-18.0%;石墨粉≤0.5%。防渗碳材料的制备方法包括:1)称料;2)将铁粉、石墨粉和润滑剂混合均匀;3)铁基毛坯压制;4)铜粉件的压制;5)烧结:将铜粉件置于铁基毛坯上放入烧结炉内,在温度为1090-1140℃下,烧结20-50min得到所述的防渗碳材料。本发明的防渗材料不仅可有效使不希望被渗碳的部位达到防渗效果,而不会对不希望被渗碳的部位的硬度造成影响,工件的表观硬度不超过工件在没有渗碳气氛下的热处理硬度
一种渗碳齿轮用钢材料及其制备方法.pdf
本发明公开了一种渗碳齿轮用钢材料,该渗碳齿轮用钢材料按质量百分比由以下化学成分组成:C:0.20‑0.22%;Si:0.17‑0.37%;Mn:1.0‑1.2%;Mo:0.25‑0.30%;Ni:0.10‑0.30%;Cr:1.30‑1.40%;Ti:≤0.010%;Cu:≤0.10%;Al:0.018‑0.03%;V:≤0.03%;其余为Fe和不可避免的杂质。该渗碳齿轮用钢材料可有效提高淬透性及力学性能,端淬试验表明在距端面40mm处硬度可达33HRC,Φ57的随炉试棒,常温冲击功KV
一种高温渗碳钢、高温渗碳钢构件以及其制备方法.pdf
本发明针对1000℃以上的高温渗碳环境,设计了一种低成本的高温渗碳钢,其化学成分按重量百分比计包括:C:0.16‑0.20%,Si:≤0.04%,Mn:0.75‑0.90%,Cr:1.15‑1.25%,Mo:0.20‑0.30%,Al:0.040‑0.050%,N:0.0120‑0.0180%,P:≤0.025%,S:0.015‑0.025%,O:≤0.0010%,余量为Fe和不可避免的杂质。将Al/N比控制在2.0‑4.0,将Si含量控制在较低水平,结合炼钢中的脱氧工艺和连铸中的塞棒曲线控制工艺,即可实

一种固态渗碳或离子渗碳制备层状钛基的复合材料及方法.pdf
本发明公开了一种固态渗碳或离子渗碳制备层状钛基的复合材料及方法,其包括如下步骤:一、按照设计要求加工钛合金或钛基复合材料薄片,并对薄片表面进行酸洗,去除氧化膜和其它污染物;二、采用固态渗碳或离子渗碳对目标薄片进行双面渗碳强化处理;三、将渗碳钛片与未处理钛片进行交替层叠组装成层状结构预制体;四、将层状结构预制体置于真空热压炉中,通过高温压力连接实现良好的层间界面冶金结合,最终随炉冷却至室温,获得层状钛基复合材料;本发明通过渗碳表面处理,可以将钛表面硬度从266HV提高至770HV,形成150μm的钛基复合材
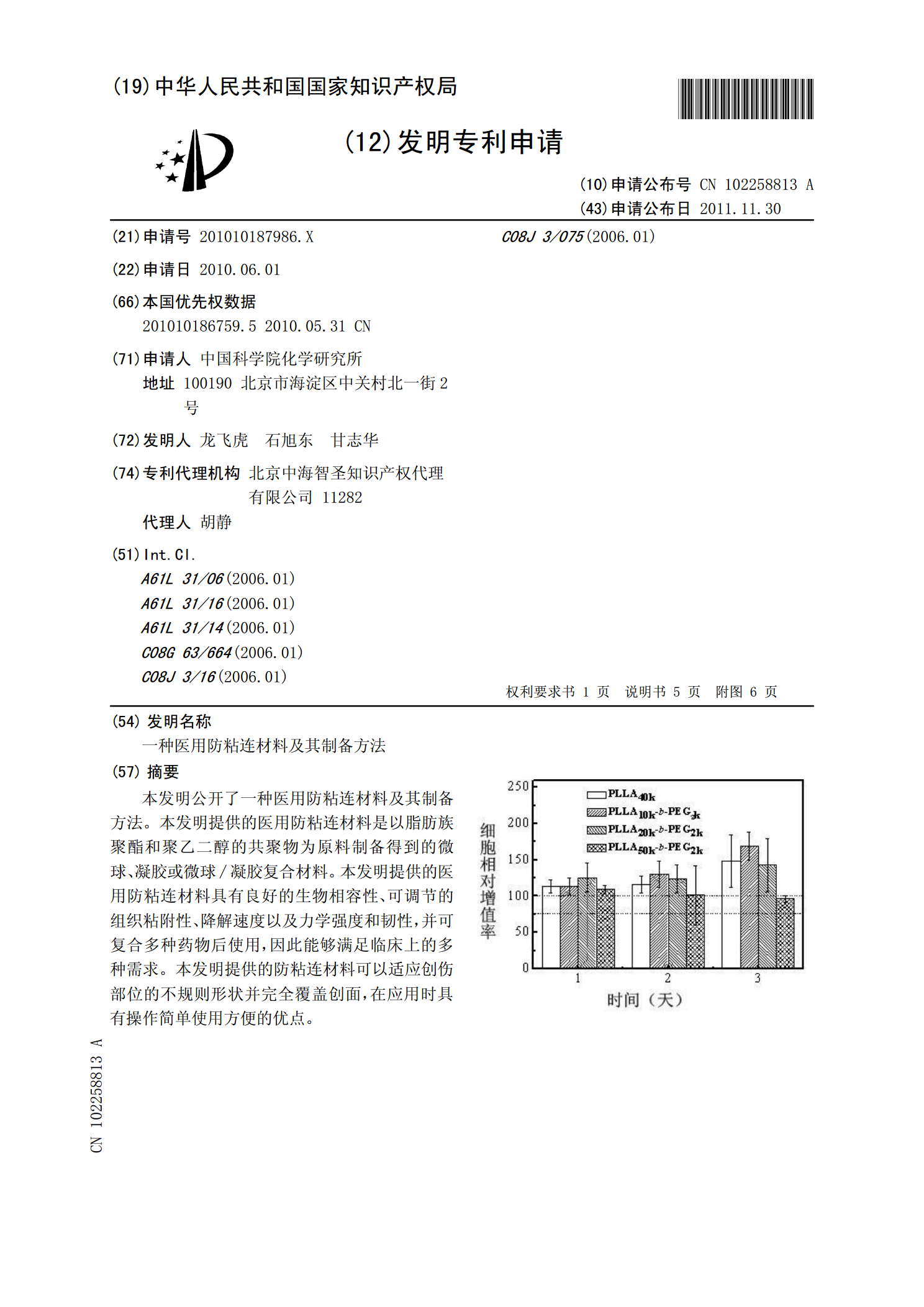
一种医用防粘连材料及其制备方法.pdf
本发明公开了一种医用防粘连材料及其制备方法。本发明提供的医用防粘连材料是以脂肪族聚酯和聚乙二醇的共聚物为原料制备得到的微球、凝胶或微球/凝胶复合材料。本发明提供的医用防粘连材料具有良好的生物相容性、可调节的组织粘附性、降解速度以及力学强度和韧性,并可复合多种药物后使用,因此能够满足临床上的多种需求。本发明提供的防粘连材料可以适应创伤部位的不规则形状并完全覆盖创面,在应用时具有操作简单使用方便的优点。