
一种高温渗碳钢、高温渗碳钢构件以及其制备方法.pdf

骊英****bb


1/10

2/10

3/10

4/10
5/10
6/10
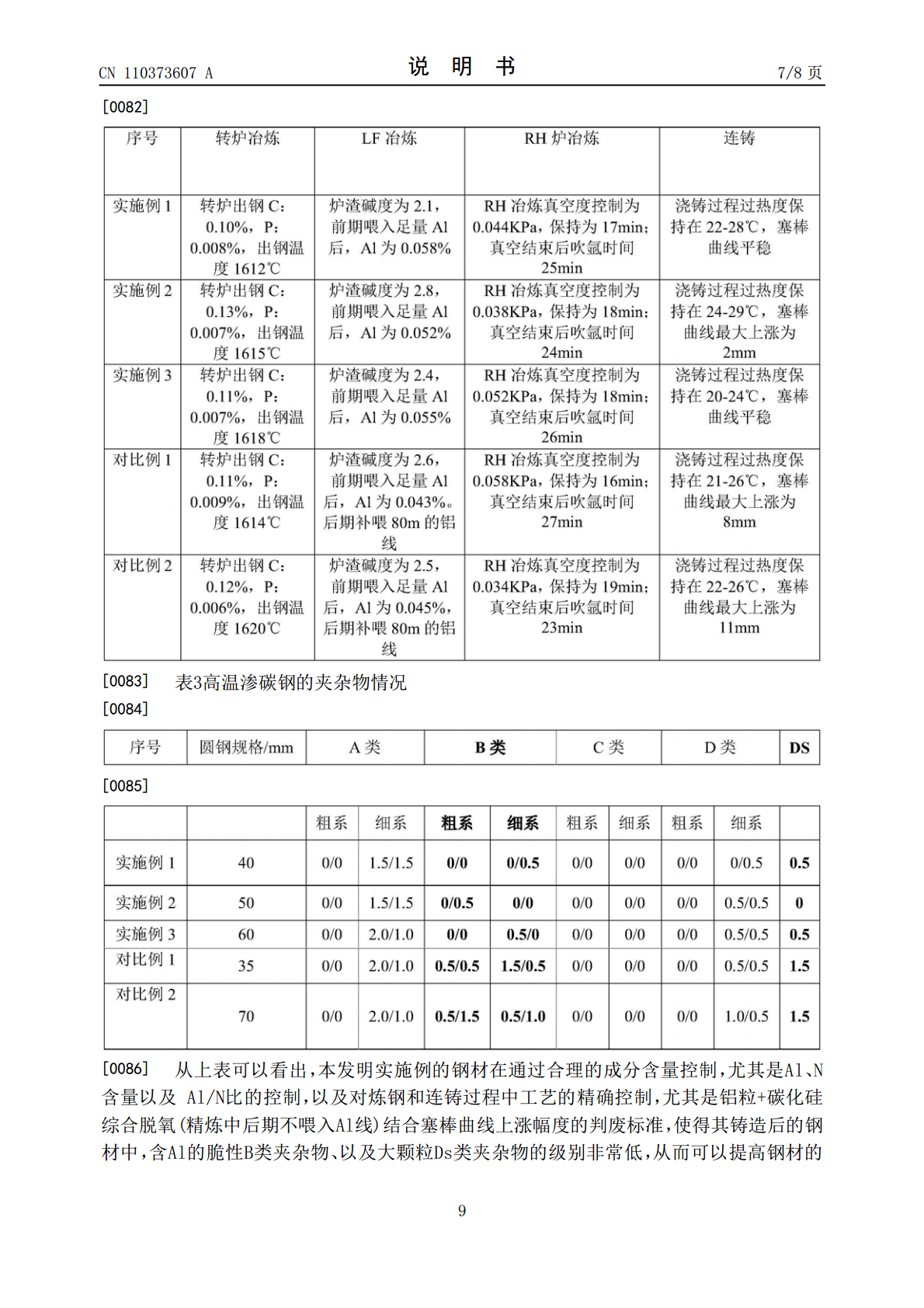
7/10
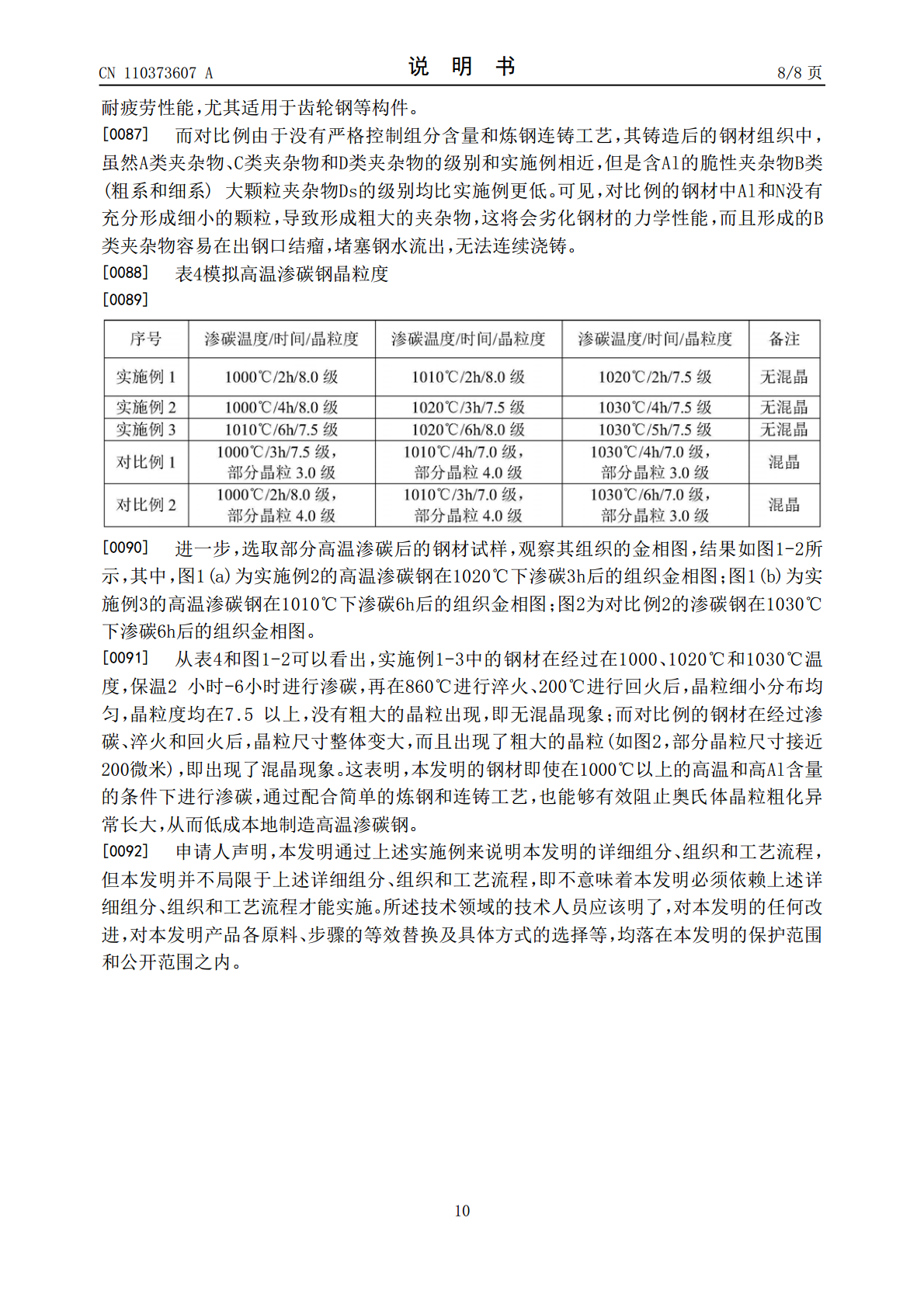
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高温渗碳钢、高温渗碳钢构件以及其制备方法.pdf
本发明针对1000℃以上的高温渗碳环境,设计了一种低成本的高温渗碳钢,其化学成分按重量百分比计包括:C:0.16‑0.20%,Si:≤0.04%,Mn:0.75‑0.90%,Cr:1.15‑1.25%,Mo:0.20‑0.30%,Al:0.040‑0.050%,N:0.0120‑0.0180%,P:≤0.025%,S:0.015‑0.025%,O:≤0.0010%,余量为Fe和不可避免的杂质。将Al/N比控制在2.0‑4.0,将Si含量控制在较低水平,结合炼钢中的脱氧工艺和连铸中的塞棒曲线控制工艺,即可实

碳钢技术专题,碳钢渗铝,抑制碳钢,低碳钢生产类技术资料.pdf
碳钢技术专题碳钢渗铝抑制碳钢低碳钢生产类技术资料本资料来源于中山钢球厂[HT21826-0376-0001]低碳马氏体不锈钢板及其制造方法[摘要]本发明提供难于通过在使用盘式制动器时因加热引起的回火而软化的马氏体不锈钢板本发明能够在只在淬火后使用的低碳马氏体不锈钢板中保持预定的硬度并具有出色的冲压加工性、淬火前的弯曲加工性以及特别小的剪切差降其中稳定不变地获得了淬火后的预定硬度。确切地说该钢板按质量百分

低碳钢奥氏体氮碳共渗渗层分析.docx
低碳钢奥氏体氮碳共渗渗层分析摘要氮碳共渗技术在钢铁行业中得到了广泛的应用,使得低碳钢表面形成了一层具有良好性能的渗层。本文通过对低碳钢奥氏体氮碳共渗渗层的分析,探讨了氮碳共渗技术的原理及其渗层的组织结构、成分、性能等方面,对于探究氮碳共渗技术的应用和推广具有一定的参考价值。关键词:低碳钢;氮碳共渗;渗层分析一、引言氮碳共渗技术是应用广泛的钢铁表面处理技术之一,其主要作用是使得钢材表面形成具有一定性能的渗层,以达到提高材料性能、改善抗腐蚀能力等目的。低碳钢氮碳共渗渗层具有高硬度、高耐磨性、高耐腐蚀性等优点,

低碳钢气体渗氮氮碳共渗工艺及其渗层改性研究的任务书.docx
低碳钢气体渗氮氮碳共渗工艺及其渗层改性研究的任务书任务书一、研究背景氮化处理是提高金属材料表面硬度、耐磨性和抗腐蚀性能的重要工艺之一,越来越受工程技术人员的重视。传统的氮化工艺存在着工艺复杂、成本高、处理效果难以控制等缺点,因此需要研究一种新型的低碳钢气体渗氮氮碳共渗技术。二、研究内容1.研究低碳钢气体渗氮氮碳共渗工艺的适用范围、优缺点和渗层的特性,并比较传统氮化工艺的优劣势。2.设计并制备实验用试样,采用低碳钢气体渗氮氮碳共渗技术进行处理,探究处理参数(如温度、压力、气氛等)与渗层性能之间的关系。3.通

一种碳钢氮碳共渗表面疏松改善方法.pdf
本发明涉及一种碳钢氮碳共渗表面疏松改善方法,按以下步骤进行:将碳钢材质的工件放在温度在560‑580℃的气体渗氮炉内进行氮碳共渗处理;所述的氮碳共渗处理包括置换阶段、氮碳共渗阶段和降温阶段,其特征在于:在置换阶段先通入N