
一种无取向硅钢热轧卷楔形控制方法.pdf

山梅****ai


1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种无取向硅钢热轧卷楔形控制方法.pdf
本发明涉及热轧带钢板型控制技术领域,尤其涉及一种无取向硅钢热轧卷楔形控制方法。所述控制方法,通过设定轧制计划、控制加热炉的加热温度、控制精轧机轧机刚度、设定精轧机立辊轧制力、设定精轧机架侧导板开口度偏移量以及采取自动调平功能,对热轧卷楔形质量进行控制,极大地提高了无取向硅钢的楔形合格率,同时提高了冷轧硅钢板的板形精度。

一种无取向硅钢向取向硅钢工艺转换的方法.pdf
本发明提供了一种无取向硅钢和取向硅钢工艺转换的方法,在生产完无取向硅钢后,切断常化炉,快速降温至650-750℃,然后工艺段停车,进行磨炉辊作业;磨炉辊30-40分钟后,将1#水喷淋内的温度降到400-500℃,将1#水喷淋投入,控制水流量在70-80m

一种改善无取向硅钢热轧卷边部线状翘皮缺陷的方法.pdf
本发明涉及一种改善无取向硅钢热轧卷边部线状翘皮缺陷的方法,包括:1)板坯进入粗轧前控制定宽压力机的侧压量;2)粗轧过程中,当无取向硅钢边部的线状翘皮缺陷超过标准规定时,采取“1+5”道次生产,同时控制加热炉出钢间隔时间;3)当定宽压力机的实际侧压量大于设定侧压量时,增加R1E立辊和R2E立辊的侧压量,R1E立辊负荷降低至粗轧开始时的50%~70%;4)粗轧R1轧机轧制过程不浇除鳞水。本发明通过改进热轧轧制工艺,快速有效的改善热轧无取向硅钢的边部线状翘皮缺陷,降低线状翘皮缺陷发生率,减少废品。
无取向硅钢的生产方法以及无取向硅钢.pdf
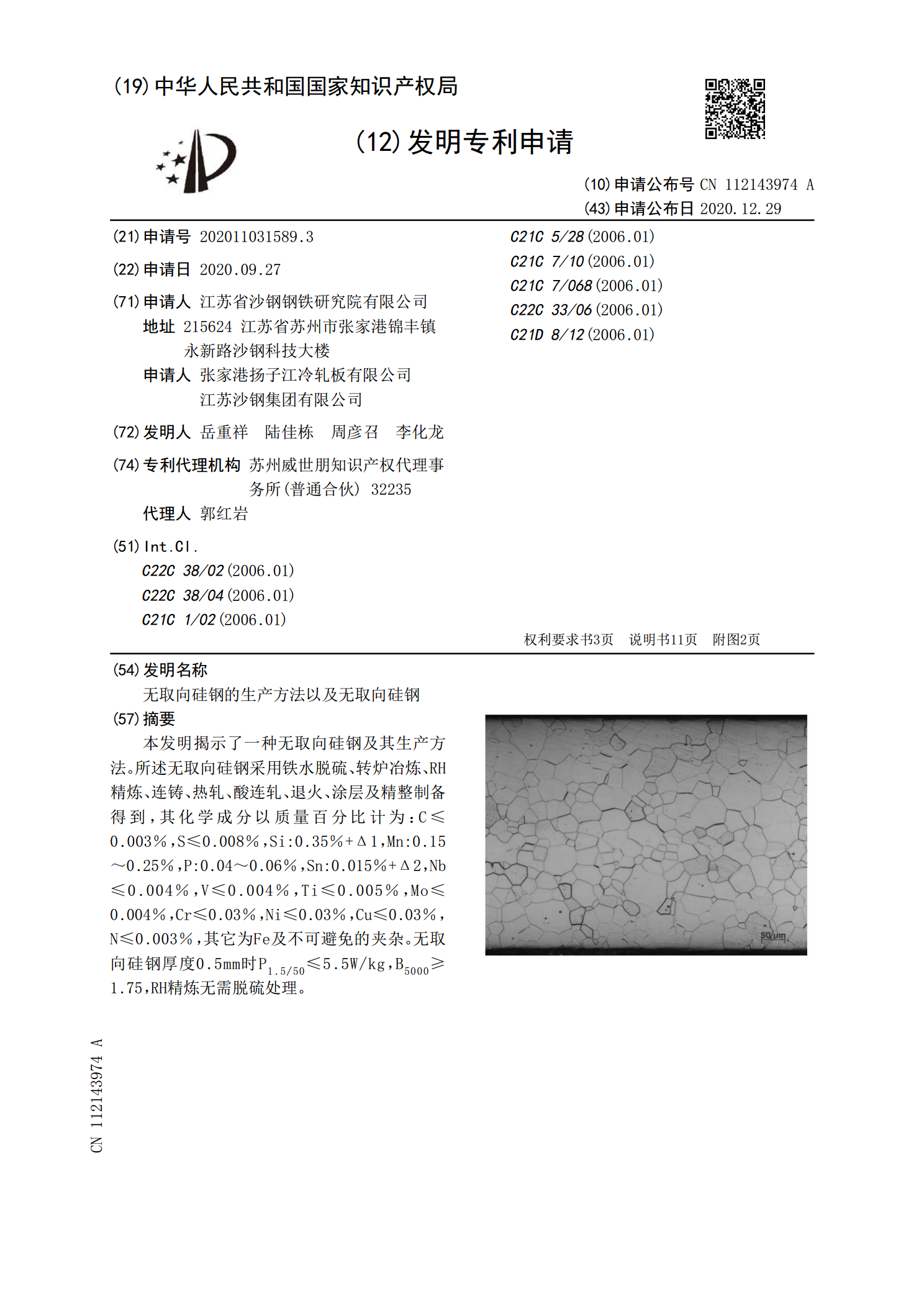
本发明揭示了一种无取向硅钢及其生产方法。所述无取向硅钢采用铁水脱硫、转炉冶炼、RH精炼、连铸、热轧、酸连轧、退火、涂层及精整制备得到,其化学成分以质量百分比计为:C≤0.003%,S≤0.008%,Si:0.35%+Δ1,Mn:0.15~0.25%,P:0.04~0.06%,Sn:0.015%+Δ2,Nb≤0.004%,V≤0.004%,Ti≤0.005%,Mo≤0.004%,Cr≤0.03%,Ni≤0.03%,Cu≤0.03%,N≤0.003%,其它为Fe及不可避免的夹杂。无取向硅钢厚度0.5mm时P
一种优化无取向硅钢电磁性能的方法及无取向硅钢.pdf
本发明具体提供了一种优化无取向硅钢电磁性能的生产方法,包括如下步骤:1)按设定成分进行冶炼,其化学成分按质量百分比含:C≦0.005、Si0.50‑0.80、Mn0.10‑0.30、P0.02‑0.05、Als0.20‑0.30、S≦0.004、O≦0.003、N≦0.003、Nb≦0.004、V≦0.004、Ti≦0.004、Cr≦0.005,其余为Fe以及不可避免的杂质;铸制成铸坯厚70‑85mm;2)在辊道式加热炉中加热,加热温度≦1080℃;开轧温度1020℃~1060℃;终轧温度850~