
一种铜合金贯通地线生产线包覆机组包覆轮生产工艺.pdf

努力****爱静

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铜合金贯通地线生产线包覆机组包覆轮生产工艺.pdf
本发明涉及一种铜合金贯通地线生产线包覆机组包覆轮生产工艺,其特征在于毛坯制作时选用W18Cr4V材质的圆钢,热锻镦粗成形;并在860-880℃下退火2小时,在730-750℃下保温2小时,并炉冷至室温;粗加工后淬火处理;将包覆轮加热至1270±10℃并保温30min后,浸入淬冷油中快速冷却;再在550-570℃下回火三次;渗氮处理;包覆轮在560℃温度下渗氮8小时,出炉后油冷,渗入层深度0.13-0.18mm,维氏硬度HV780-820。选择高硬度材料作为毛坯,经过热处理和渗氮等多工序处理,增加其他原子压
铁路路基贯通地线的连续包覆焊接拉拔生产线.pdf
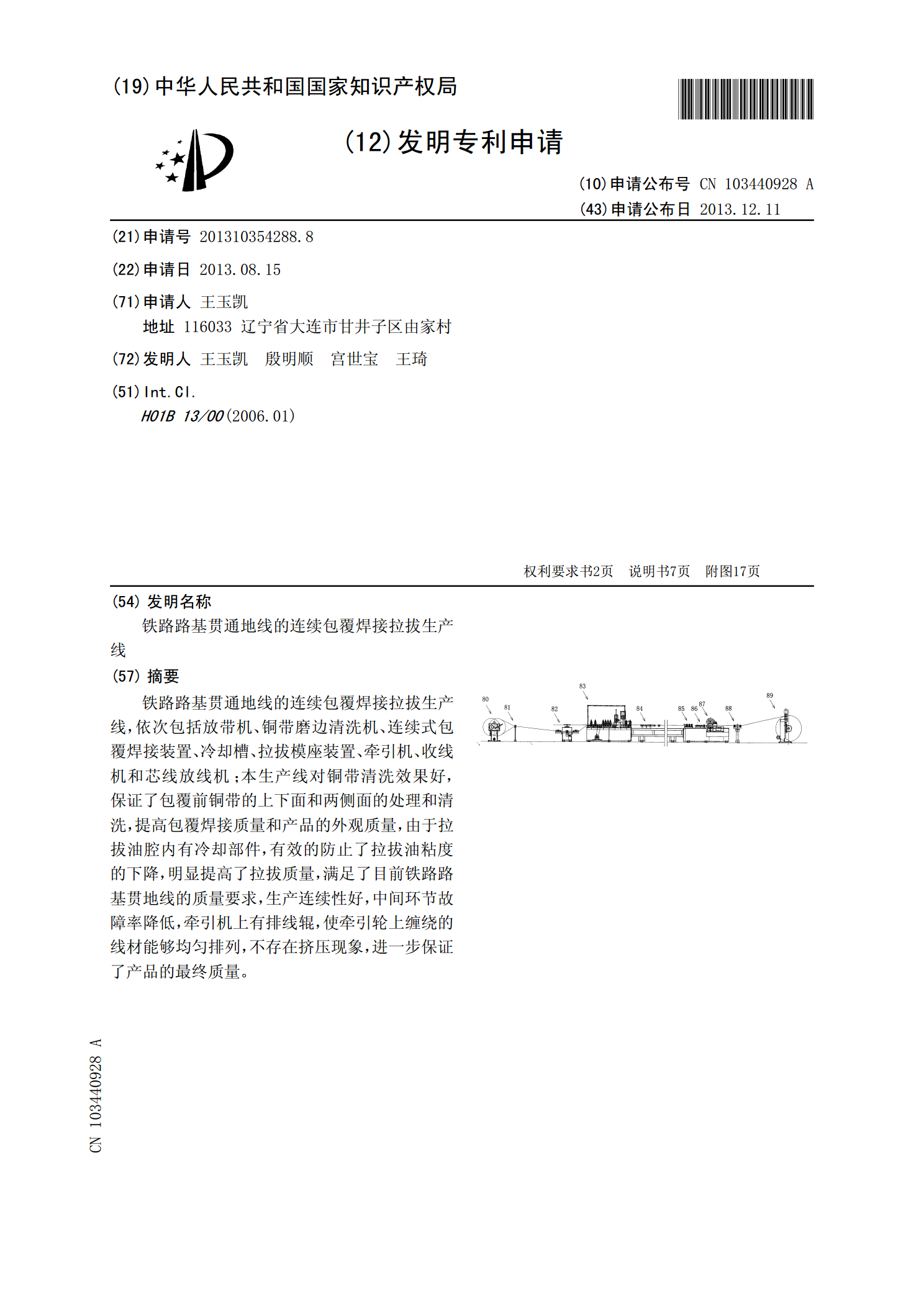
铁路路基贯通地线的连续包覆焊接拉拔生产线,依次包括放带机、铜带磨边清洗机、连续式包覆焊接装置、冷却槽、拉拔模座装置、牵引机、收线机和芯线放线机;本生产线对铜带清洗效果好,保证了包覆前铜带的上下面和两侧面的处理和清洗,提高包覆焊接质量和产品的外观质量,由于拉拔油腔内有冷却部件,有效的防止了拉拔油粘度的下降,明显提高了拉拔质量,满足了目前铁路路基贯地线的质量要求,生产连续性好,中间环节故障率降低,牵引机上有排线辊,使牵引轮上缠绕的线材能够均匀排列,不存在挤压现象,进一步保证了产品的最终质量。
一种铜合金包覆钢线的制备方法.pdf
本发明公开了一种铜合金包覆钢线的制备方法,包括以下步骤:(1)将选定的钢线置于氧化炉或还原炉中进行氧化反应或还原反应,以除去钢线表面的杂质,冷却,采用无水乙醇清洗干净,烘干待用;(2)将上述预处理后的钢线置于石墨烯模具中,然后在惰性气氛下将熔融铜合金液中浇注至石墨烯模具中,冷却至300~400℃进行多道成型拉拔,再通过处理液进行淬火处理,其中,冷却速率为0.5~1.0℃/min,得到铜合金包覆钢线;其中,所述铜合金以质量百分比计含有:锰0.1~0.5%,锡0.5~1.5%,镍1~5%,余量为铜和不可避免的
一种正极材料包覆装置及包覆方法.pdf
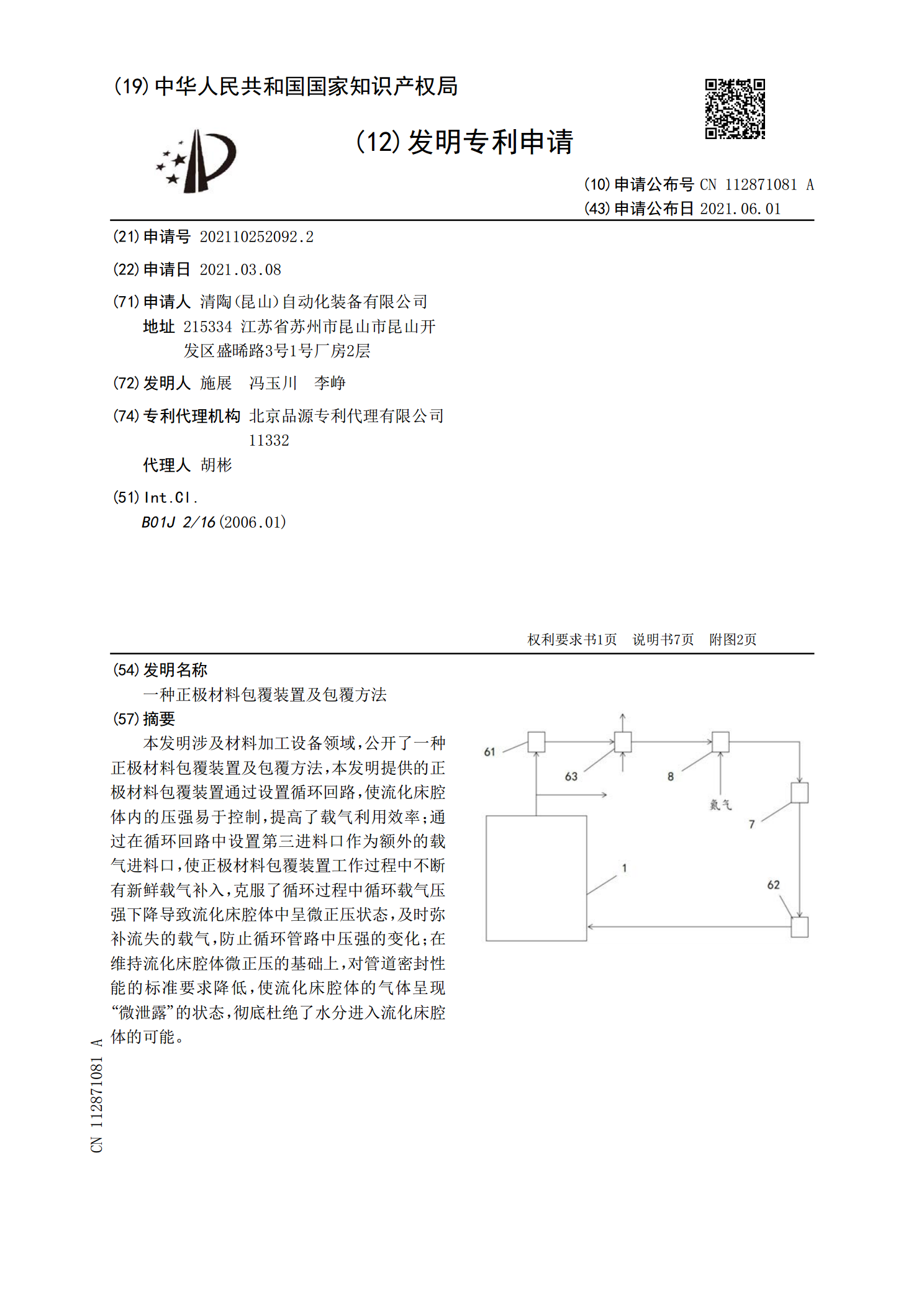
本发明涉及材料加工设备领域,公开了一种正极材料包覆装置及包覆方法,本发明提供的正极材料包覆装置通过设置循环回路,使流化床腔体内的压强易于控制,提高了载气利用效率;通过在循环回路中设置第三进料口作为额外的载气进料口,使正极材料包覆装置工作过程中不断有新鲜载气补入,克服了循环过程中循环载气压强下降导致流化床腔体中呈微正压状态,及时弥补流失的载气,防止循环管路中压强的变化;在维持流化床腔体微正压的基础上,对管道密封性能的标准要求降低,使流化床腔体的气体呈现“微泄露”的状态,彻底杜绝了水分进入流化床腔体的可能。
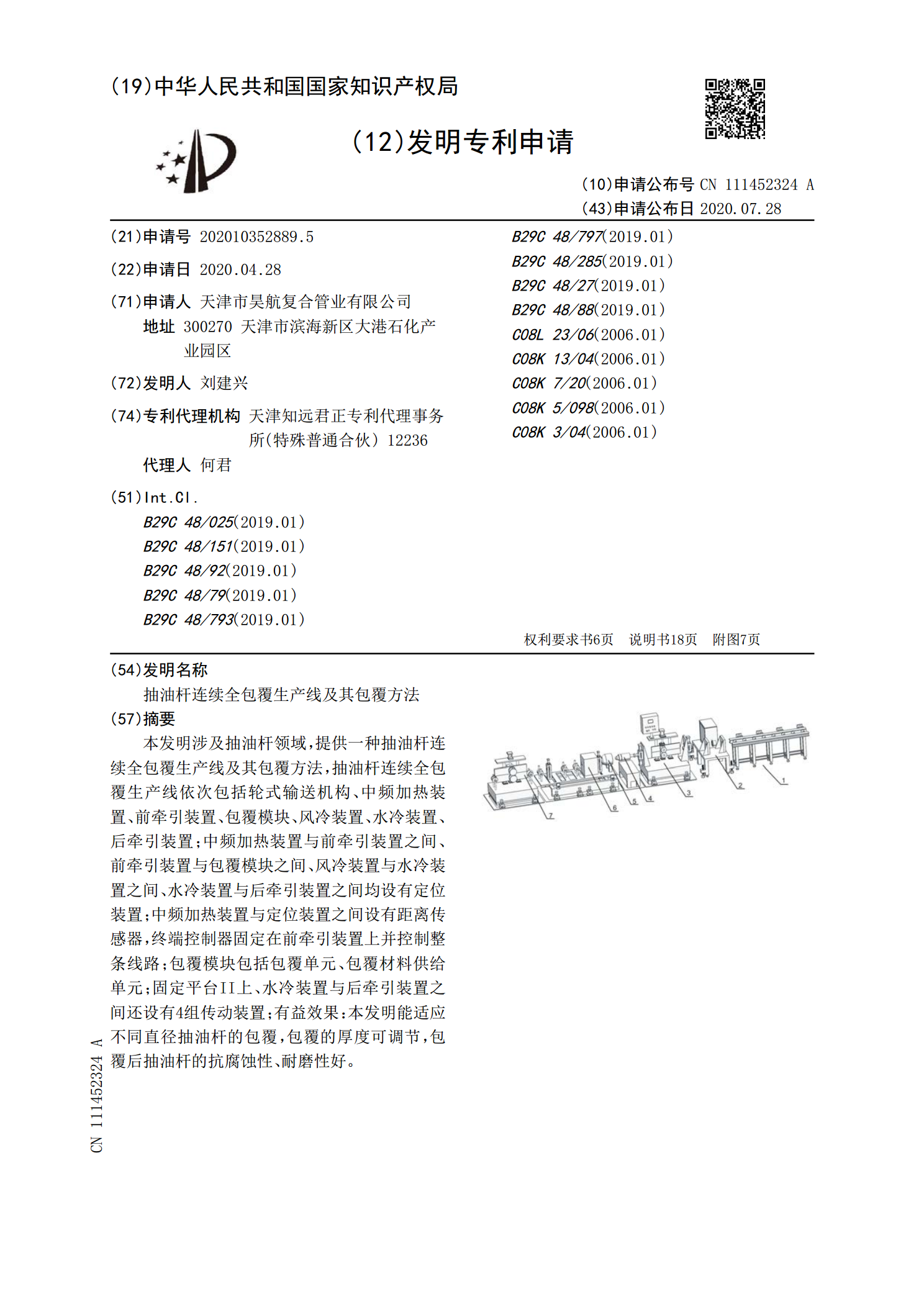
抽油杆连续全包覆生产线及其包覆方法.pdf
本发明涉及抽油杆领域,提供一种抽油杆连续全包覆生产线及其包覆方法,抽油杆连续全包覆生产线依次包括轮式输送机构、中频加热装置、前牵引装置、包覆模块、风冷装置、水冷装置、后牵引装置;中频加热装置与前牵引装置之间、前牵引装置与包覆模块之间、风冷装置与水冷装置之间、水冷装置与后牵引装置之间均设有定位装置;中频加热装置与定位装置之间设有距离传感器,终端控制器固定在前牵引装置上并控制整条线路;包覆模块包括包覆单元、包覆材料供给单元;固定平台II上、水冷装置与后牵引装置之间还设有4组传动装置;有益效果:本发明能适应不同