
一种铜合金包覆钢线的制备方法.pdf

黛娥****ak

1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铜合金包覆钢线的制备方法.pdf
本发明公开了一种铜合金包覆钢线的制备方法,包括以下步骤:(1)将选定的钢线置于氧化炉或还原炉中进行氧化反应或还原反应,以除去钢线表面的杂质,冷却,采用无水乙醇清洗干净,烘干待用;(2)将上述预处理后的钢线置于石墨烯模具中,然后在惰性气氛下将熔融铜合金液中浇注至石墨烯模具中,冷却至300~400℃进行多道成型拉拔,再通过处理液进行淬火处理,其中,冷却速率为0.5~1.0℃/min,得到铜合金包覆钢线;其中,所述铜合金以质量百分比计含有:锰0.1~0.5%,锡0.5~1.5%,镍1~5%,余量为铜和不可避免的

一种镀锌铜包覆钢线的制备工艺.pdf
本发明公开了一种镀锌铜包覆钢线的制备工艺,包括以下步骤:(1)将铜包覆钢线进行拉拔,得到直径为2.5~3.5mm铜包覆钢线;(2)对上述(1)中得到的铜包覆钢线进行退火、清洗、干燥;(3)将上述(2)中得到的铜包覆钢线置于炉中加热、水浴淬火,其中,炉中加热过程分为四个加热区,温度范围为9000~1100℃;(4)对上述(3)中得到的铜包覆钢线进行镀锌处理,其中,钢线的走线速率为15~20m/min;(5)对上述(4)中得到的镀锌铜包覆钢线进行拉拔,得到直径为0.5~1.5mm的镀锌铜包覆钢线。本发明中提供
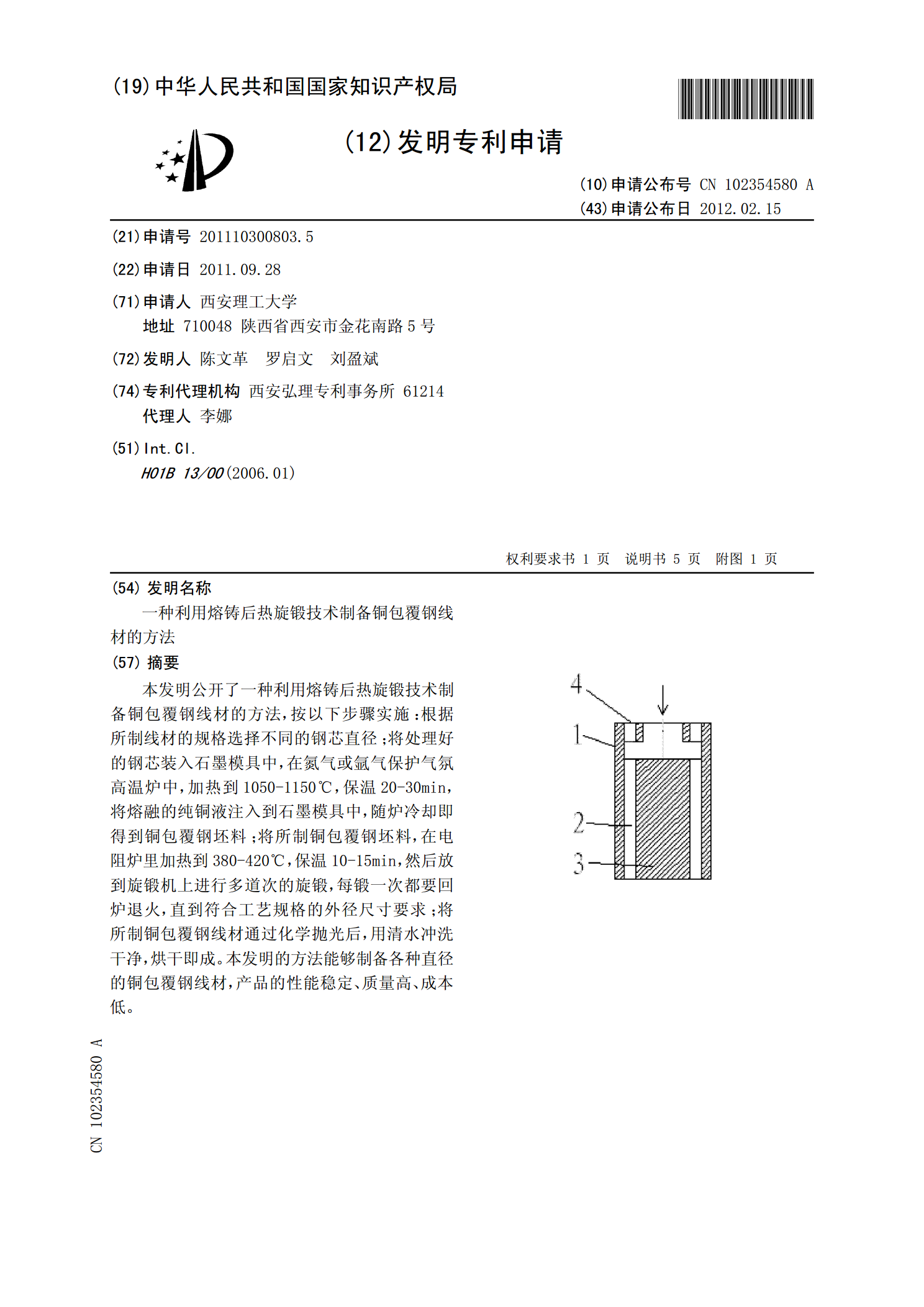
一种利用熔铸后热旋锻技术制备铜包覆钢线材的方法.pdf
本发明公开了一种利用熔铸后热旋锻技术制备铜包覆钢线材的方法,按以下步骤实施:根据所制线材的规格选择不同的钢芯直径;将处理好的钢芯装入石墨模具中,在氮气或氩气保护气氛高温炉中,加热到1050-1150℃,保温20-30min,将熔融的纯铜液注入到石墨模具中,随炉冷却即得到铜包覆钢坯料;将所制铜包覆钢坯料,在电阻炉里加热到380-420℃,保温10-15min,然后放到旋锻机上进行多道次的旋锻,每锻一次都要回炉退火,直到符合工艺规格的外径尺寸要求;将所制铜包覆钢线材通过化学抛光后,用清水冲洗干净,烘干即成。本
一种包覆丝的制备方法.pdf
本发明涉及一种包覆丝的制备方法,包括如下步骤:拉伸:采用第一牵伸辊和第二牵伸辊对氨纶进行拉伸,其中第一牵伸辊的牵伸倍数为1.1~1.3,牵伸张力为5~10CN,第二牵伸辊的牵伸倍数为1.4~2.8,牵伸张力为8~16CN;合股:在上述经拉伸后的氨纶中加入粗旦氨纶纤维长丝,经过导丝器后进行合股;抱合:合股后进入网络喷嘴进行抱合,其中网络压空为3~5帕,网络点的控制为70~120个/米;卷绕成型:抱合后通过卷绕头进行卷绕成型,卷绕速度为100~300米/分钟。上述的制备方法所制得的包覆丝,其旦数能达到300旦
一种银铜包覆粉末的制备方法.pdf
本发明涉及功能材料制备技术材料,具体涉及一种银铜包覆粉末的制备方法。一种银铜包覆粉末的制备方法,采用以下步骤:步骤1:实验材料与仪器;步骤2:超细Cu粉的合成;步骤3:Ag包覆Cu粉末的合成。本发明采用液相还原法,用PVP作为分散剂,温度为70℃,反应1h制备出的超细铜粉平均粒径约为200nm,球形度好。利用Vc作为还原剂,在洗涤后的新制铜粉上包覆银粉,无需分散剂,70℃下反应1h。制备出的包覆粉末形貌较好,平均粒径约250nm,形成致密的包覆层。该方法设备简单,且易于操作,适合工业生产。