
一种精密冷拔钢管的生产工艺.pdf

鹏飞****可爱

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种精密冷拔钢管的生产工艺.pdf
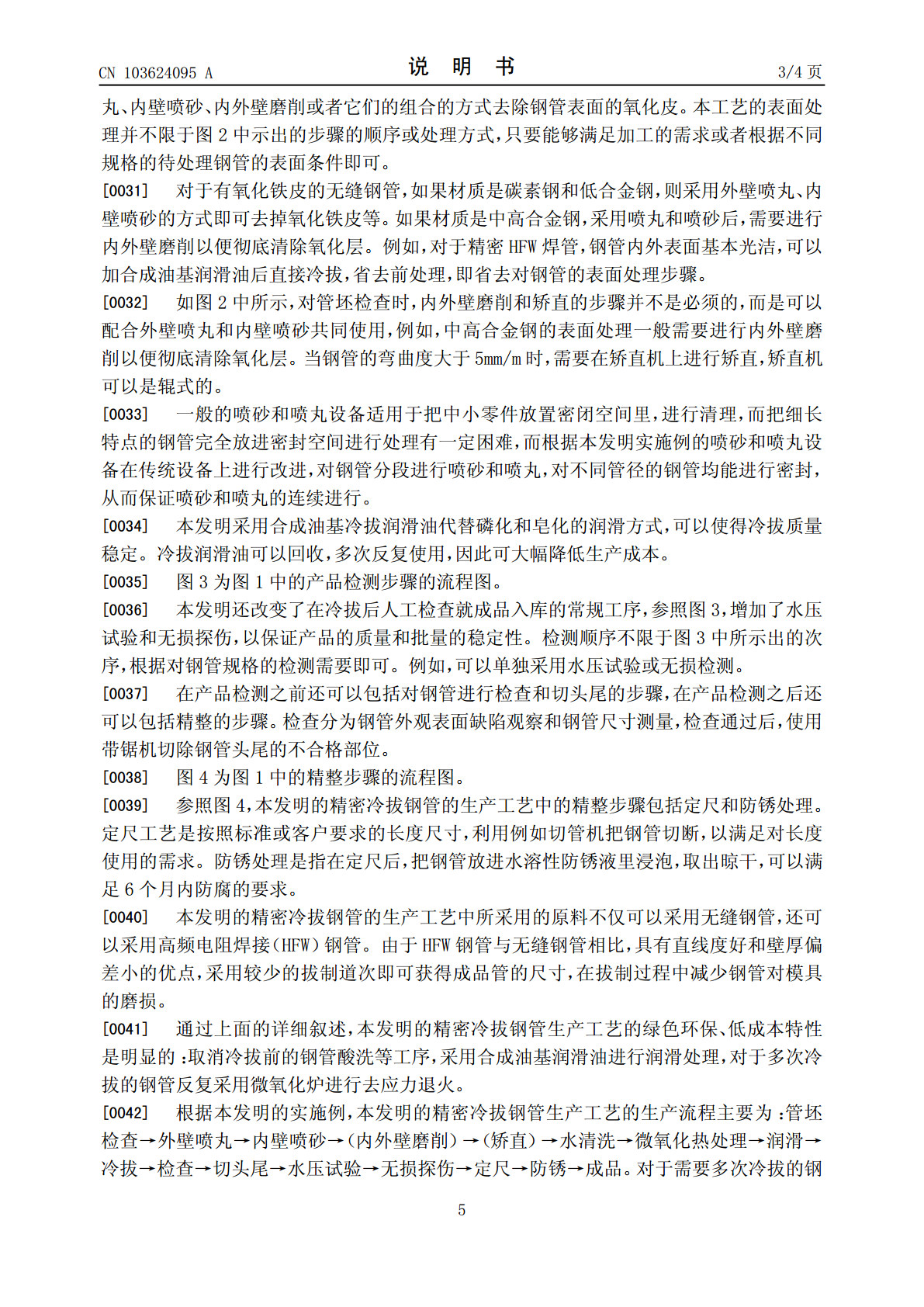
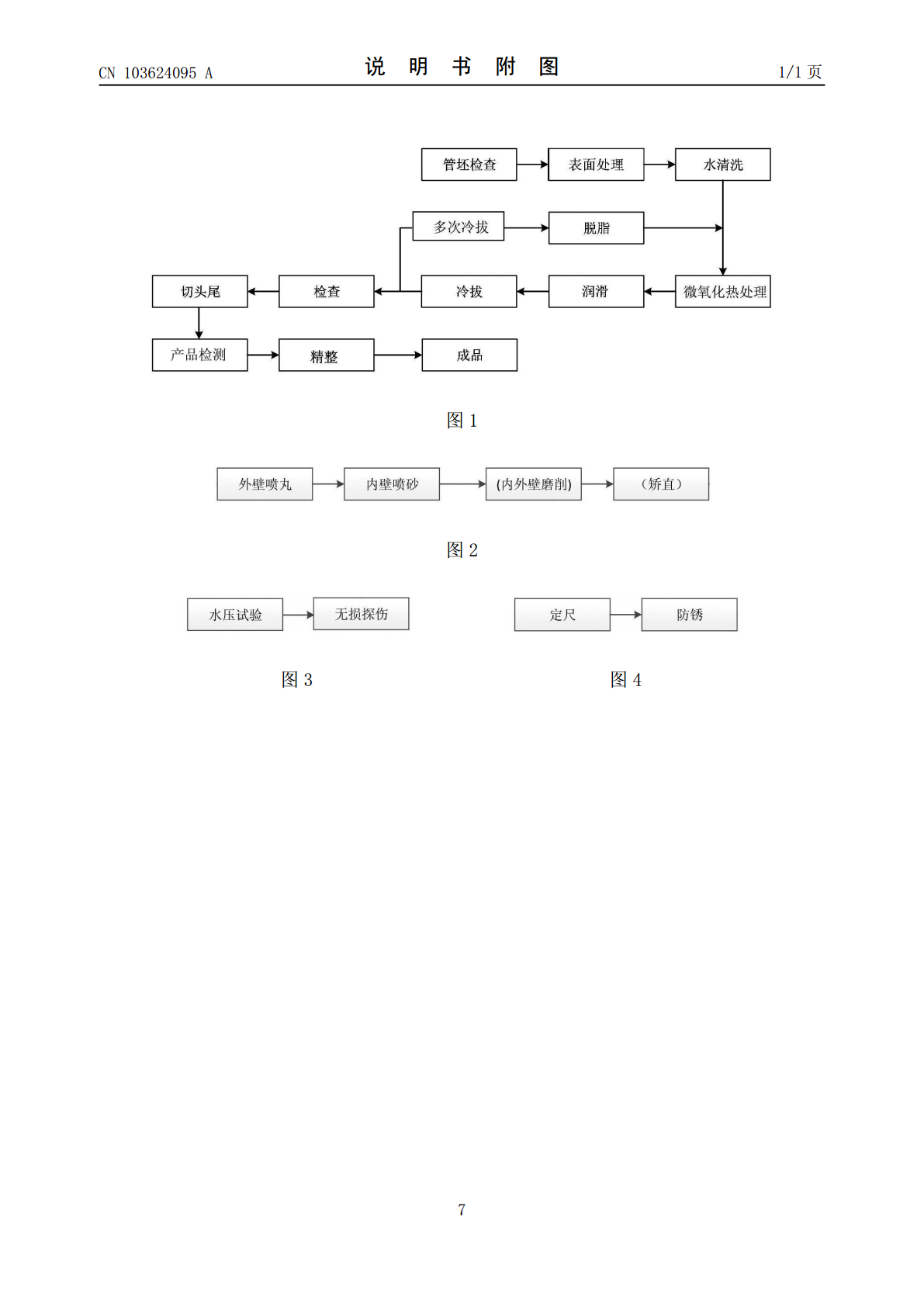
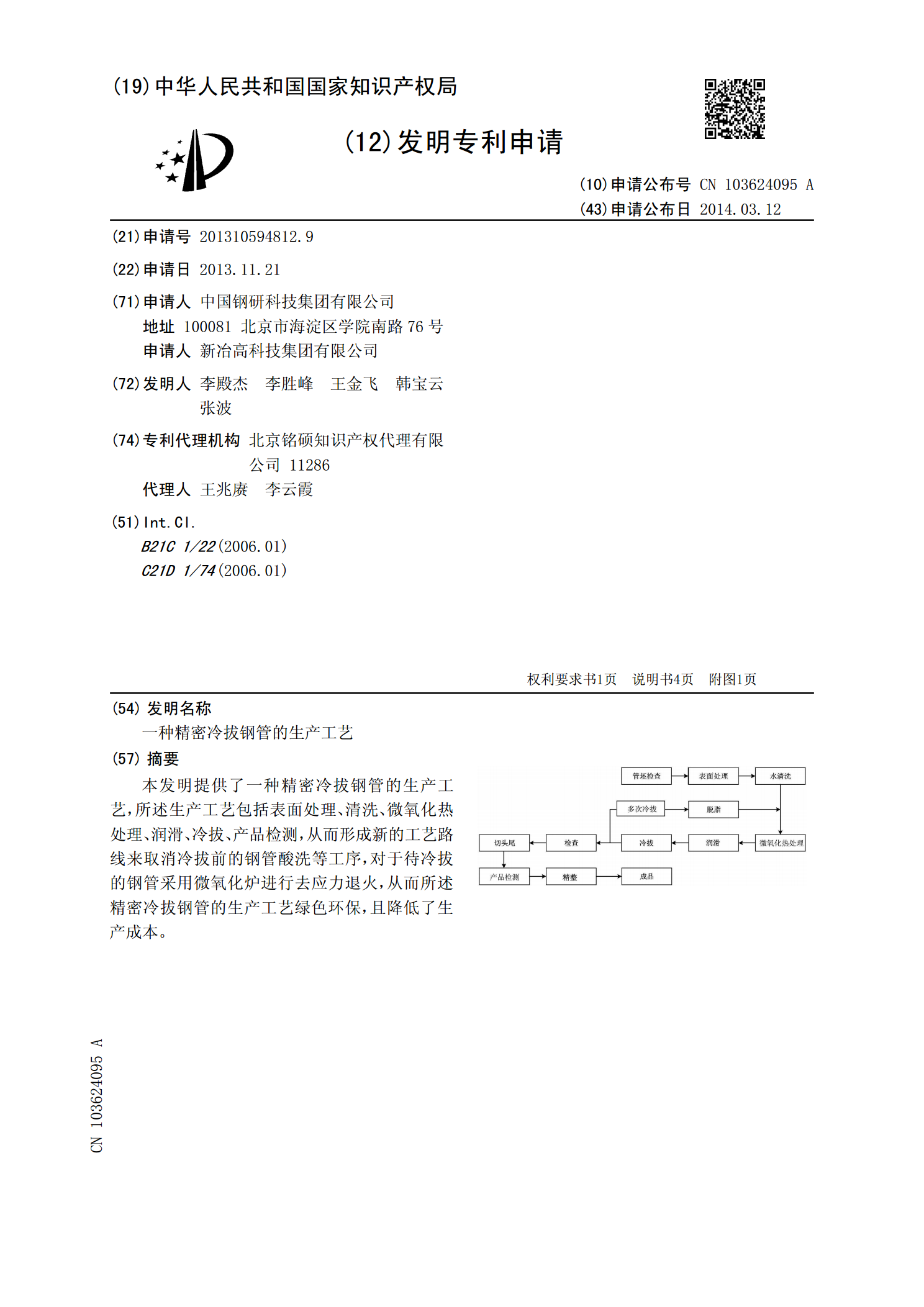
本发明提供了一种精密冷拔钢管的生产工艺,所述生产工艺包括表面处理、清洗、微氧化热处理、润滑、冷拔、产品检测,从而形成新的工艺路线来取消冷拔前的钢管酸洗等工序,对于待冷拔的钢管采用微氧化炉进行去应力退火,从而所述精密冷拔钢管的生产工艺绿色环保,且降低了生产成本。
一种冷拔无缝钢管生产工艺.pdf
本发明公开了一种冷拔无缝钢管生产工艺,该冷拔无缝钢管生产工艺,包括以下步骤:A、将钢管放进热处理炉中进行热处理,热处理温度为900-1100摄氏度;B、在600摄氏度环境下对钢管进行保温,并向钢管内外表面喷射压力饱和蒸汽;C、对钢管进行清洗、干燥;D、对钢管进行矫直。本发明一种冷拔无缝钢管生产工艺,通过在对热处理后的钢管进行保温的同时向钢管内外表面喷射压力饱和蒸汽,可以快速有效地清除钢管表面的氧化铁皮,大大缩短了氧化铁皮清除时间,提高了生产效率,有效降低了制造成本。
一种冷拔精密无缝钢管的制造方法.pdf
本发明涉及一种冷拔精密无缝钢管的制造方法,该制造方法包括如下步骤:加热,将管坯在环形炉中加热;穿孔,热管坯经穿孔机穿孔;退火,将管坯退火;冷轧,将退火管坯引入轧管机冷轧,得到轧制管;去应力退火,将轧制管引入加热炉中加热得到退火管坯;酸洗处理,将退火管坯进行酸洗,去除表面的锈皮;磷化处理,在管坯的表面形成磷酸锌的化学生成覆膜;皂化处理,在覆膜上形成金属皂等润滑覆膜;冷拔,将待冷拔管坯进行冷拔加工,得到冷拔管;正火空冷处理,第一次矫直处理,感应炉淬火处理,箱式炉内回火处理,珩磨,热矫直处理,得到冷拔精密无缝钢
一种冷拔无缝钢管的生产工艺.pdf
本发明公开了一种冷拔无缝钢管的生产工艺,其特征在于,包括如下步骤,1)备料:圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉;2)加热:钢坯被送入熔炉内加热,温度为1100-1200摄氏度,燃料为氢气或乙炔;3)穿孔:圆管坯出炉后要经过压力穿孔机进行穿空,采用的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种;4)打头;5)退火;6)酸洗;7)多道次冷拔;8)热处理;9)矫直;10)探伤;11)标志;12)入库。该工艺简单,免去了很多重复性工序,提高了
一种气弹簧用精密焊接冷拔钢管清洗装置.pdf
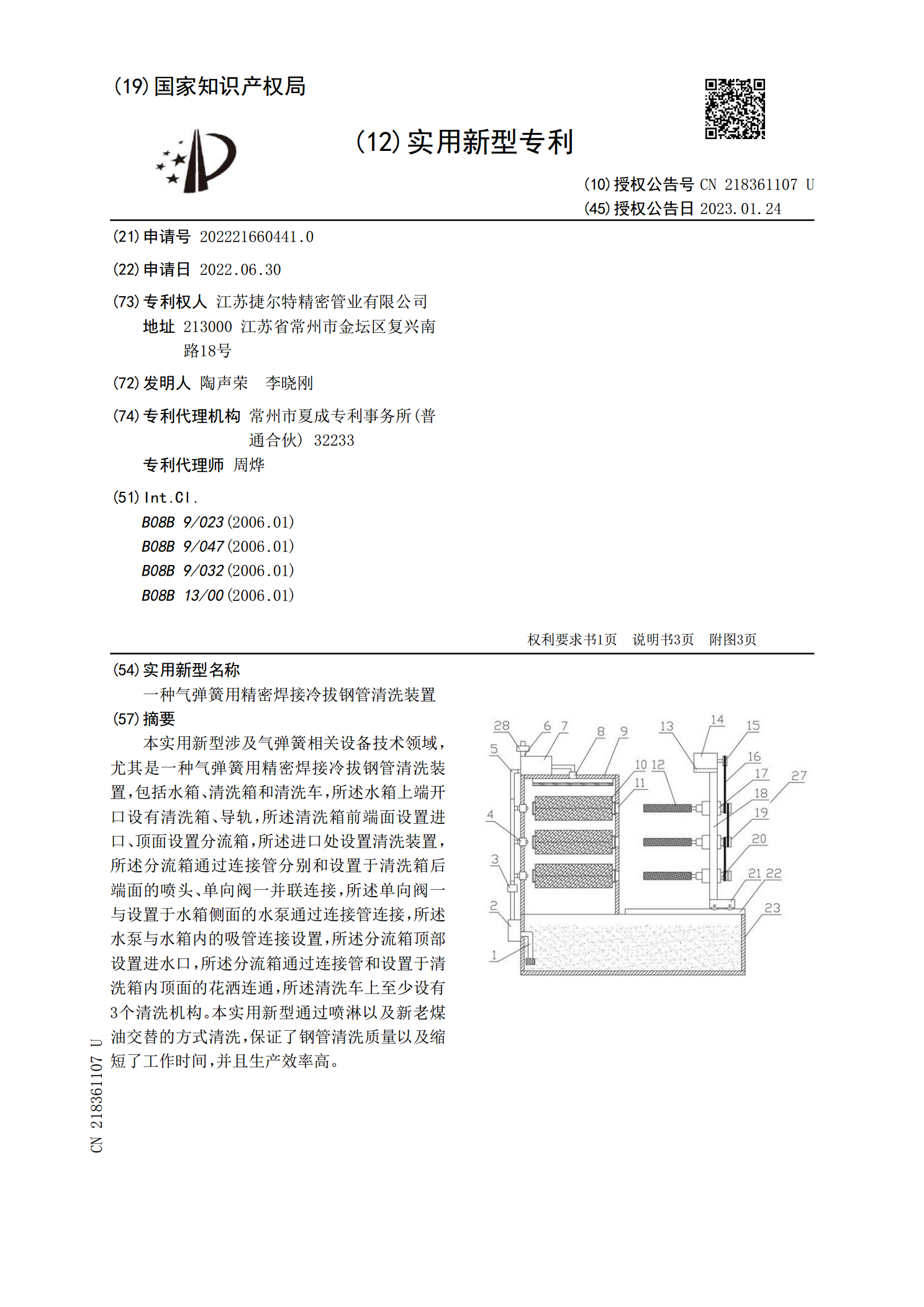
本实用新型涉及气弹簧相关设备技术领域,尤其是一种气弹簧用精密焊接冷拔钢管清洗装置,包括水箱、清洗箱和清洗车,所述水箱上端开口设有清洗箱、导轨,所述清洗箱前端面设置进口、顶面设置分流箱,所述进口处设置清洗装置,所述分流箱通过连接管分别和设置于清洗箱后端面的喷头、单向阀一并联连接,所述单向阀一与设置于水箱侧面的水泵通过连接管连接,所述水泵与水箱内的吸管连接设置,所述分流箱顶部设置进水口,所述分流箱通过连接管和设置于清洗箱内顶面的花洒连通,所述清洗车上至少设有3个清洗机构。本实用新型通过喷淋以及新老煤油交替的方