
一种冷拔精密无缝钢管的制造方法.pdf

努力****亚捷


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷拔精密无缝钢管的制造方法.pdf
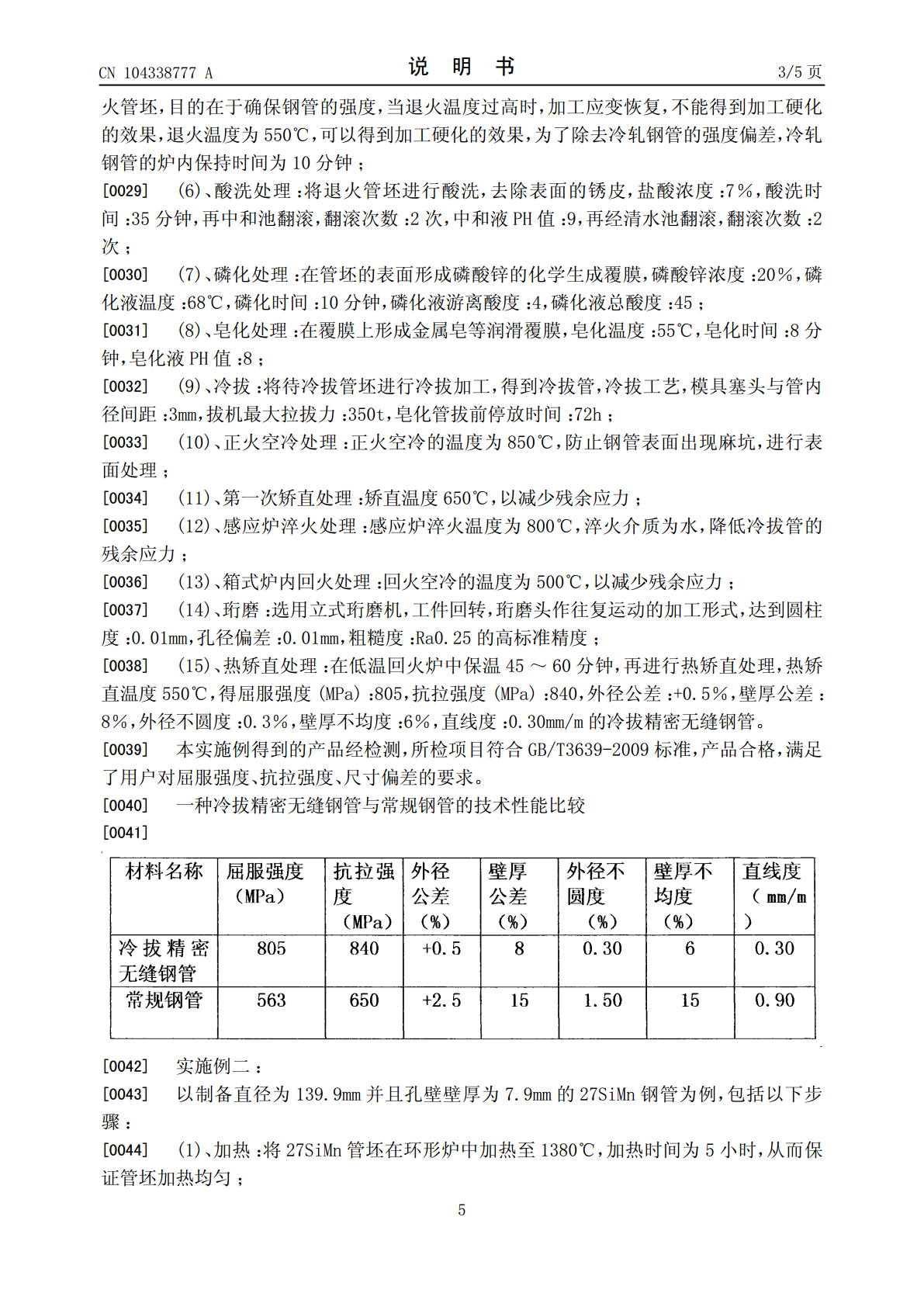
本发明涉及一种冷拔精密无缝钢管的制造方法,该制造方法包括如下步骤:加热,将管坯在环形炉中加热;穿孔,热管坯经穿孔机穿孔;退火,将管坯退火;冷轧,将退火管坯引入轧管机冷轧,得到轧制管;去应力退火,将轧制管引入加热炉中加热得到退火管坯;酸洗处理,将退火管坯进行酸洗,去除表面的锈皮;磷化处理,在管坯的表面形成磷酸锌的化学生成覆膜;皂化处理,在覆膜上形成金属皂等润滑覆膜;冷拔,将待冷拔管坯进行冷拔加工,得到冷拔管;正火空冷处理,第一次矫直处理,感应炉淬火处理,箱式炉内回火处理,珩磨,热矫直处理,得到冷拔精密无缝钢
一种高精密冷拔焊管的制造方法.pdf
本发明涉及一种高精密冷拔焊管的制造方法,该制造方法包括如下步骤:纵剪、辊弯成型、高频焊接、焊缝处理、定径、在线涡流探伤、预矫直处理、切管、去应力退火、打尖、酸洗处理、磷化处理、皂化处理、冷拔、感应炉淬火处理、箱式炉内回火处理、矫直处理、珩磨、漏磁探伤、切管测量。本发明方法所得产品具有屈服强度高、抗拉强度高、尺寸精密、表面光滑,加工成型速度快、产量高,制造精度明显提高,冷拔后的焊管表面光洁度好,粗糙度低,减少了后续金加工量,提高了钢材的利用率,降低了制造成本,推进节能环保。
一种冷拔精密油缸缸筒管的制造方法.pdf
本发明涉及一种冷拔精密油缸缸筒管的制造方法,该制造方法包括如下步骤:加热:将管坯在环形炉中加热;穿孔:热管坯经穿孔机穿孔;退火:将管坯退火;喷硼砂:清除氧化皮;热轧:将退火管坯引入轧管机热轧;张紧:经连轧后形成的轧制管再经张紧机定径;去应力退火:将轧制管引入加热炉中加热得到退火管坯;酸洗处理:去除表面的锈皮;磷化处理:表面形成磷酸锌的化学生成覆膜;皂化处理:形成金属皂等润滑覆膜;冷拔:将待冷拔管坯进行冷拔加工,得到冷拔管;正火空冷处理;矫直处理;感应炉淬火处理;箱式炉内回火处理;珩磨;热矫直处理。本发明方
一种精密油缸用冷拔焊管的制造方法.pdf
本发明涉及一种精密油缸用冷拔焊管的制造方法,该制造方法包括如下步骤:纵剪、辊弯成型、高频焊接、焊缝处理、张紧、在线涡流探伤、去应力退火、正火空冷处理、预矫直处理、切管、打尖、酸洗处理、磷化处理、皂化处理、冷拔、感应炉淬火处理、箱式炉内回火处理、矫直处理、珩磨、漏磁探伤、切管测量。本发明方法所得产品具有屈服强度高、抗拉强度高、尺寸精密、表面光滑,加工成型速度快、产量高,制造精度明显提高,冷拔后的焊管表面光洁度好,粗糙度低,减少了后续金加工量,提高了钢材的利用率,降低了制造成本,推进节能环保。

冷拔精密无缝钢管生产工艺控制.docx
冷拔精密无缝钢管生产工艺控制标题:冷拔精密无缝钢管生产工艺控制摘要:随着工业技术的发展和应用领域的扩大,冷拔精密无缝钢管作为一种重要的工业材料,在机械制造、航空航天、汽车制造等领域得到了广泛的应用。本论文以冷拔精密无缝钢管的生产工艺控制为研究对象,探讨了影响生产质量的关键工艺参数,以及如何合理地控制这些参数以提高产品质量。一、引言二、冷拔精密无缝钢管生产工艺概述1.生产工艺流程2.产品特点和应用领域三、影响生产质量的关键工艺参数1.原材料选择2.钢管拉伸工艺参数3.冷拔工艺参数4.热处理参数四、工艺控制的