
石英玻璃晶圆用毛坯的加工方法及装置.pdf

一条****杉淑


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

石英玻璃晶圆用毛坯的加工方法及装置.pdf
本发明公开了一种石英玻璃晶圆用毛坯的加工方法及装置,使用中频加热炉将石英玻璃坨加热至熔融状态,利用牵引系统通过下料口熔拉成棒状毛坯,冷却后得到晶圆用石英玻璃毛坯棒料。熔拉过程中,利用测径仪测得的毛坯棒料的直径信息控制熔拉速度调节所述毛坯棒料尺寸。可以根据需要直接拉制直径8英寸以下的各种常规及异形晶圆用石英玻璃毛坯棒料,通过改变下料口的结构可以熔拉方形、六边形、八边形等异形的晶圆用毛坯。
晶圆加工装置及晶圆加工方法.pdf
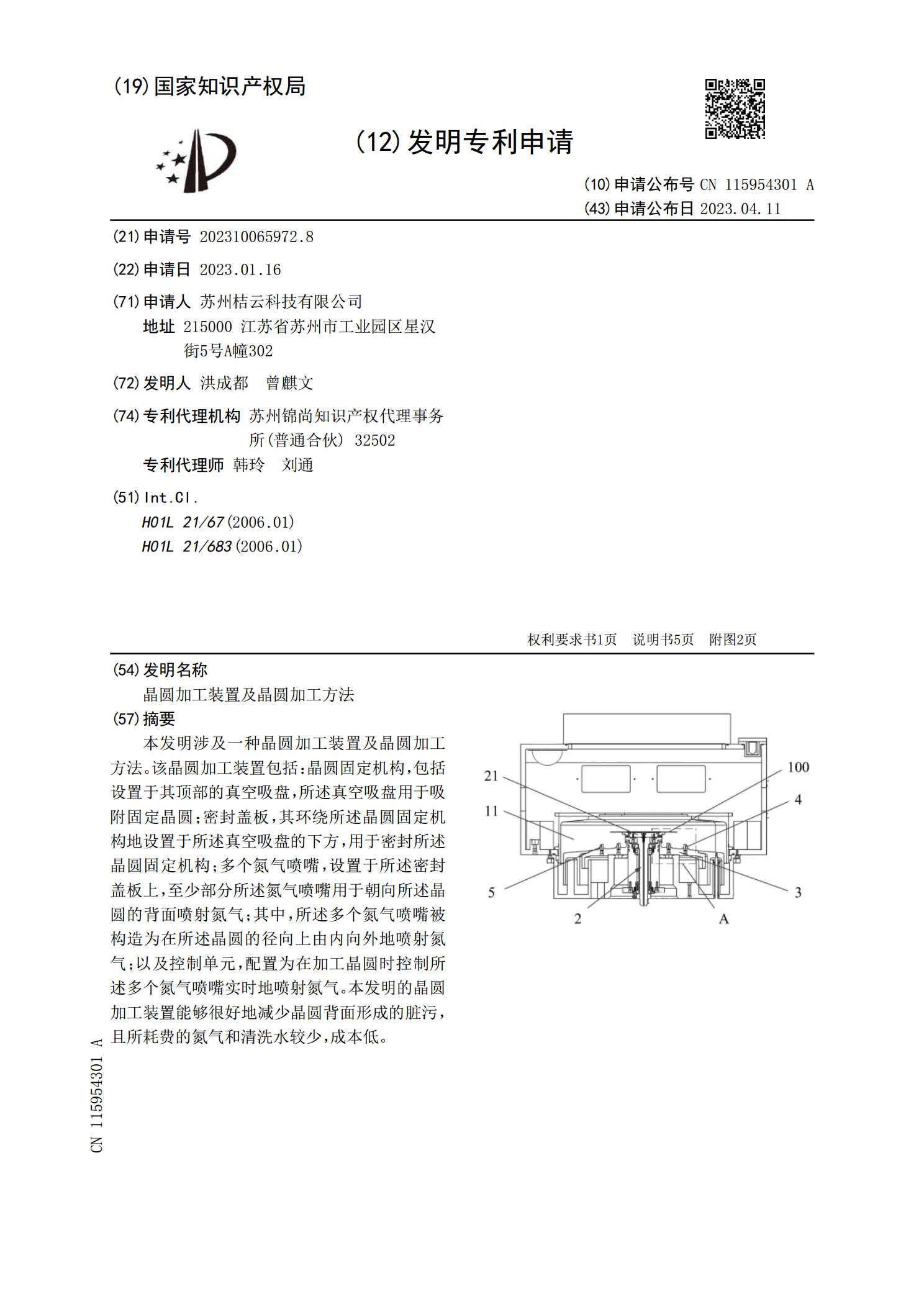
本发明涉及一种晶圆加工装置及晶圆加工方法。该晶圆加工装置包括:晶圆固定机构,包括设置于其顶部的真空吸盘,所述真空吸盘用于吸附固定晶圆;密封盖板,其环绕所述晶圆固定机构地设置于所述真空吸盘的下方,用于密封所述晶圆固定机构;多个氮气喷嘴,设置于所述密封盖板上,至少部分所述氮气喷嘴用于朝向所述晶圆的背面喷射氮气;其中,所述多个氮气喷嘴被构造为在所述晶圆的径向上由内向外地喷射氮气;以及控制单元,配置为在加工晶圆时控制所述多个氮气喷嘴实时地喷射氮气。本发明的晶圆加工装置能够很好地减少晶圆背面形成的脏污,且所耗费的氮
晶圆支撑件、晶圆加工装置及晶圆加工方法.pdf
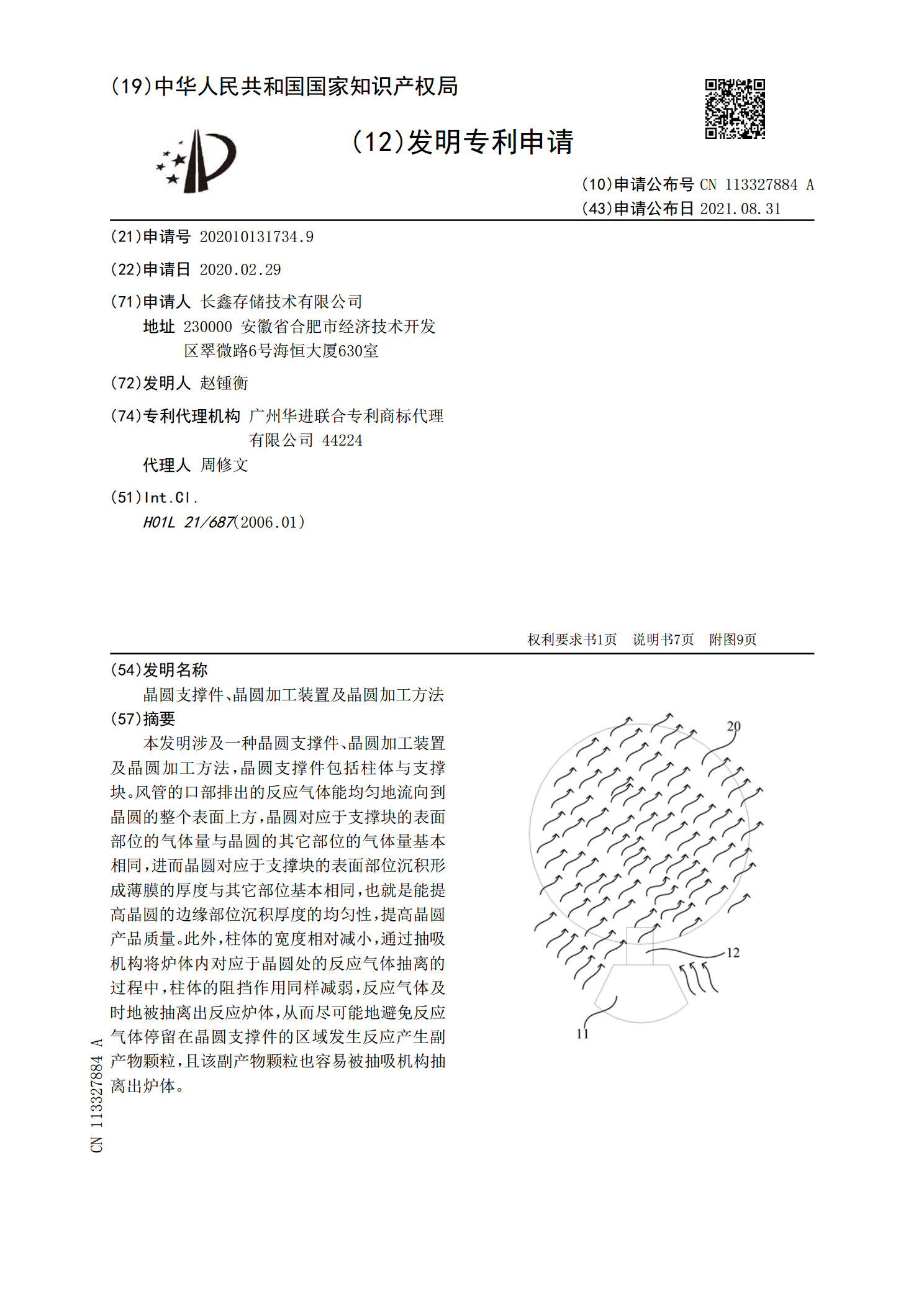
本发明涉及一种晶圆支撑件、晶圆加工装置及晶圆加工方法,晶圆支撑件包括柱体与支撑块。风管的口部排出的反应气体能均匀地流向到晶圆的整个表面上方,晶圆对应于支撑块的表面部位的气体量与晶圆的其它部位的气体量基本相同,进而晶圆对应于支撑块的表面部位沉积形成薄膜的厚度与其它部位基本相同,也就是能提高晶圆的边缘部位沉积厚度的均匀性,提高晶圆产品质量。此外,柱体的宽度相对减小,通过抽吸机构将炉体内对应于晶圆处的反应气体抽离的过程中,柱体的阻挡作用同样减弱,反应气体及时地被抽离出反应炉体,从而尽可能地避免反应气体停留在晶圆

石英玻璃晶圆的加工工艺.docx
石英玻璃晶圆的加工工艺石英玻璃晶圆是一种常见的半导体材料,广泛应用于电子、光电、光学等领域。其加工工艺对于晶圆的质量和性能起着至关重要的作用。本文将从材料准备、加工工艺、检测和质量控制等方面探讨石英玻璃晶圆的加工工艺。一、材料准备石英玻璃晶圆的材料主要来源于石英砂,由于石英砂的原料质量和加工工艺的不同,从而导致了石英玻璃晶圆的质量也会有所不同。因此,材料准备对于石英玻璃晶圆的质量至关重要。1.石英砂的选取石英玻璃晶圆的材料选取应当考虑以下几个因素:石英砂的纯度、粒度、颜色和应力等方面。其中,纯度是最为关键
晶圆加工装置及其加工方法.pdf
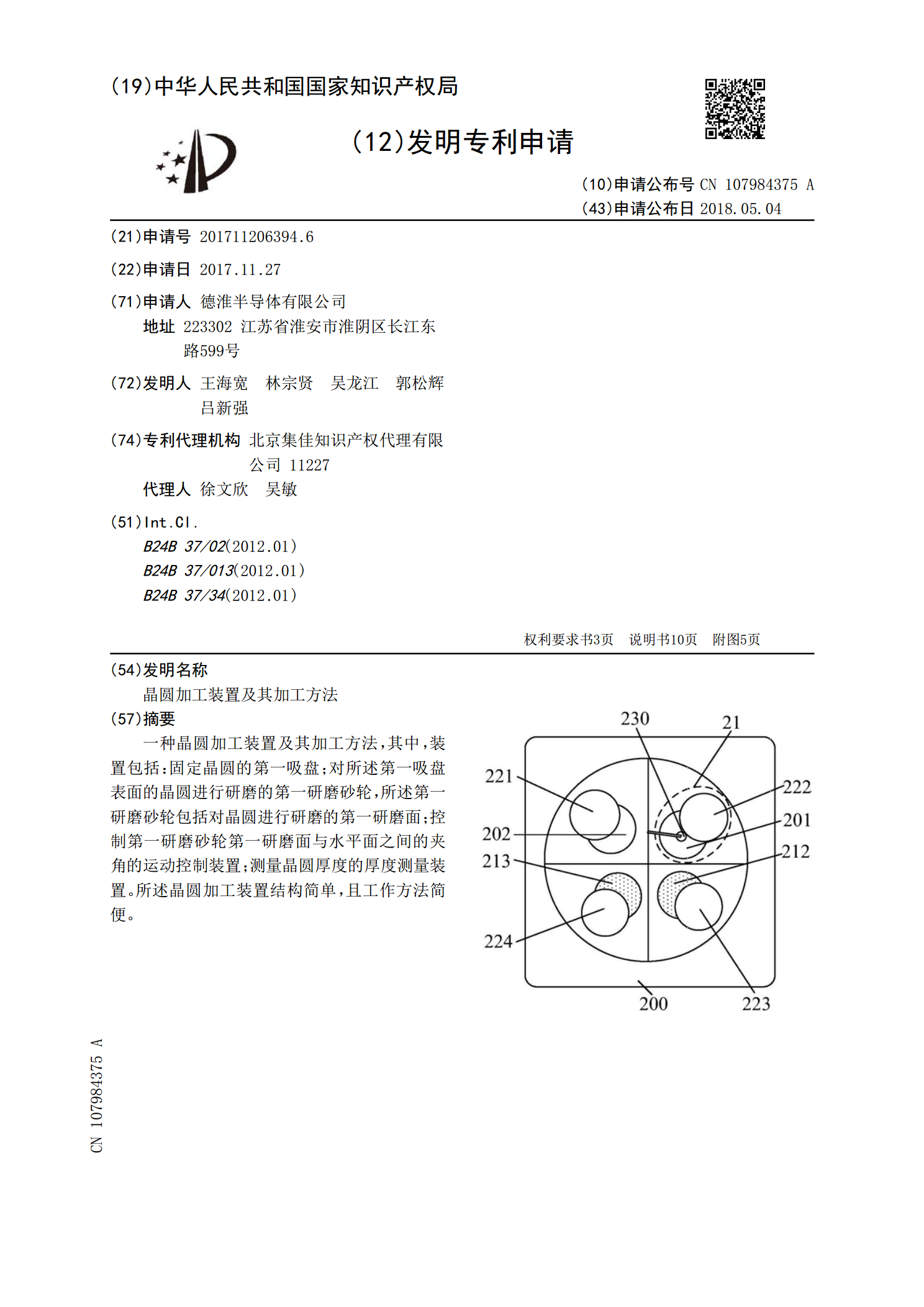
一种晶圆加工装置及其加工方法,其中,装置包括:固定晶圆的第一吸盘;对所述第一吸盘表面的晶圆进行研磨的第一研磨砂轮,所述第一研磨砂轮包括对晶圆进行研磨的第一研磨面;控制第一研磨砂轮第一研磨面与水平面之间的夹角的运动控制装置;测量晶圆厚度的厚度测量装置。所述晶圆加工装置结构简单,且工作方法简便。