
一种兑铁水过程的铁水脱硫方法.pdf

一吃****永贺


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种兑铁水过程的铁水脱硫方法.pdf
一种兑铁水过程的铁水脱硫方法,属于铁水预处理技术领域。利用混铁炉/车往铁水包兑铁水的过程作为熔池中铁水脱硫反应时间,铁水势能作为熔池搅拌动力。通过简易装置实现在兑铁水冲击区域持续加入与出铁量同比例的小颗粒脱硫剂,以使在整个兑铁水的动态过程中,在兑铁冲击区域营造出最佳脱硫环境,当高速流动的含硫铁水进入铁水熔池时,实现快速高效地脱硫。本方法脱硫效率高,工艺简单,操作简便,工序费用低。

一种中高磷铁水在兑铁水过程中的高效脱磷方法.pdf
一种中高磷铁水在兑铁水过程中的高效脱磷方法,属于铁水预处理技术领域。利用混铁炉/车往铁水包兑铁水的过程作为熔池中铁水脱磷反应时间,铁水势能作为熔池搅拌动力。在兑铁水冲击区域持续加入与出铁量同比例的小颗粒固体氧化剂及脱磷剂。整个兑铁水的动态过程中,铁水硅含量、炉渣碱度及温度等脱磷指标保持基本稳定,成渣后二元碱度CaO/SiO2控制在1.5~2.5。该方法铁水脱磷率大于75%,工序回磷率低于3%,具有操作简便、工序费用低等特点。
一种铁水脱硫方法.pdf
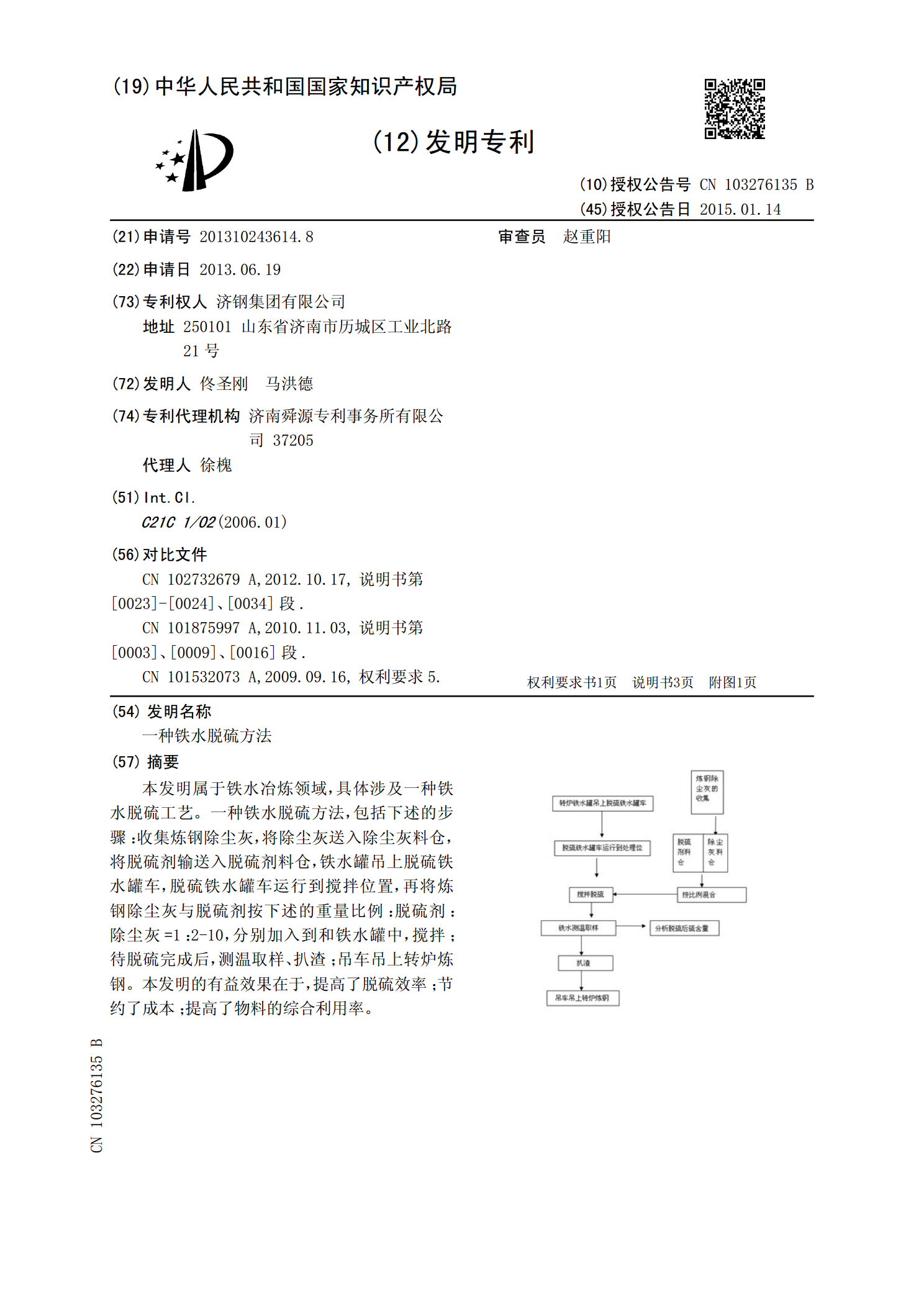
本发明属于铁水冶炼领域,具体涉及一种铁水脱硫工艺。一种铁水脱硫方法,包括下述的步骤:收集炼钢除尘灰,将除尘灰送入除尘灰料仓,将脱硫剂输送入脱硫剂料仓,铁水罐吊上脱硫铁水罐车,脱硫铁水罐车运行到搅拌位置,再将炼钢除尘灰与脱硫剂按下述的重量比例:脱硫剂:除尘灰=1:2-10,分别加入到和铁水罐中,搅拌;待脱硫完成后,测温取样、扒渣;吊车吊上转炉炼钢。本发明的有益效果在于,提高了脱硫效率;节约了成本;提高了物料的综合利用率。

铁水脱硫方法.pdf
本发明公开一种铁水脱硫方法,减少钝化镁粉喷吹前脱硫粉剂的喷吹量;根据不同钢种对入炉硫磺要求,设置不同的喷吹量;针对不同铁水脱硫站设置喷吹参数;结合生产实际,喷吹后采取规定时间静置铁水,保证喷入铁水内的钝化镁粉和脱硫粉剂与铁水的充分反应,减少扒渣损失,达到最佳脱硫效果;通过控制操作工艺参数,可将铁水脱硫控制在0.002%~0.010%之间,实现铁水脱硫工艺完善。

铁水脱硫方法.pdf
本发明公开了一种铁水脱硫方法,该方法包括下述步骤:将铁水分配至至少两个受铁罐中;对其中至少一个受铁罐中的铁水进行KR法脱硫,并且对其中至少一个受铁罐中的铁水不进行KR法脱硫;将KR法脱硫后的部分铁水兑入到转炉中,并再将一部分未经KR法脱硫的部分铁水兑入到转炉中进行冶炼。