
取向性电磁钢板的制造方法.pdf

书生****35

1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

取向性电磁钢板的制造方法.pdf
本发明涉及取向性电磁钢板的制造方法,该制造方法是通过对冷轧后的取向性电磁钢板用卷材进行一次再结晶退火、涂布退火分离剂、进行最终退火来制造取向性电磁钢板的,其中,在上述一次再结晶退火的加热过程中的500℃~700℃间以80℃/sec以上进行快速加热,并且在最终退火的加热过程的700℃~1000℃间实施保持2小时~100小时的保温处理,优选的是,进一步在用于最终退火的退火炉的卷材支座上表面,从外周侧按照同心圆状且卷材支座的半径的20%以上的方式铺设绝热材料,然后进行最终退火,从而可以降低在最终退火中所发生的形
取向性电磁钢板的制造方法.pdf
本发明提出了一种控制磁畴结构来降低铁损的取向性电磁钢板的制造方法中,即使在实施了去应力退火的情况下,也能够保持铁损降低效果,并且在磁畴控制处理后磁通密度不会降低的方法。本发明的制造方法中,在取向性电磁钢板的表面,沿与钢板的轧制方向交叉的方向线状地照射周边比中心低的环状的强度分布的激光。
方向性电磁钢板的制造方法.pdf
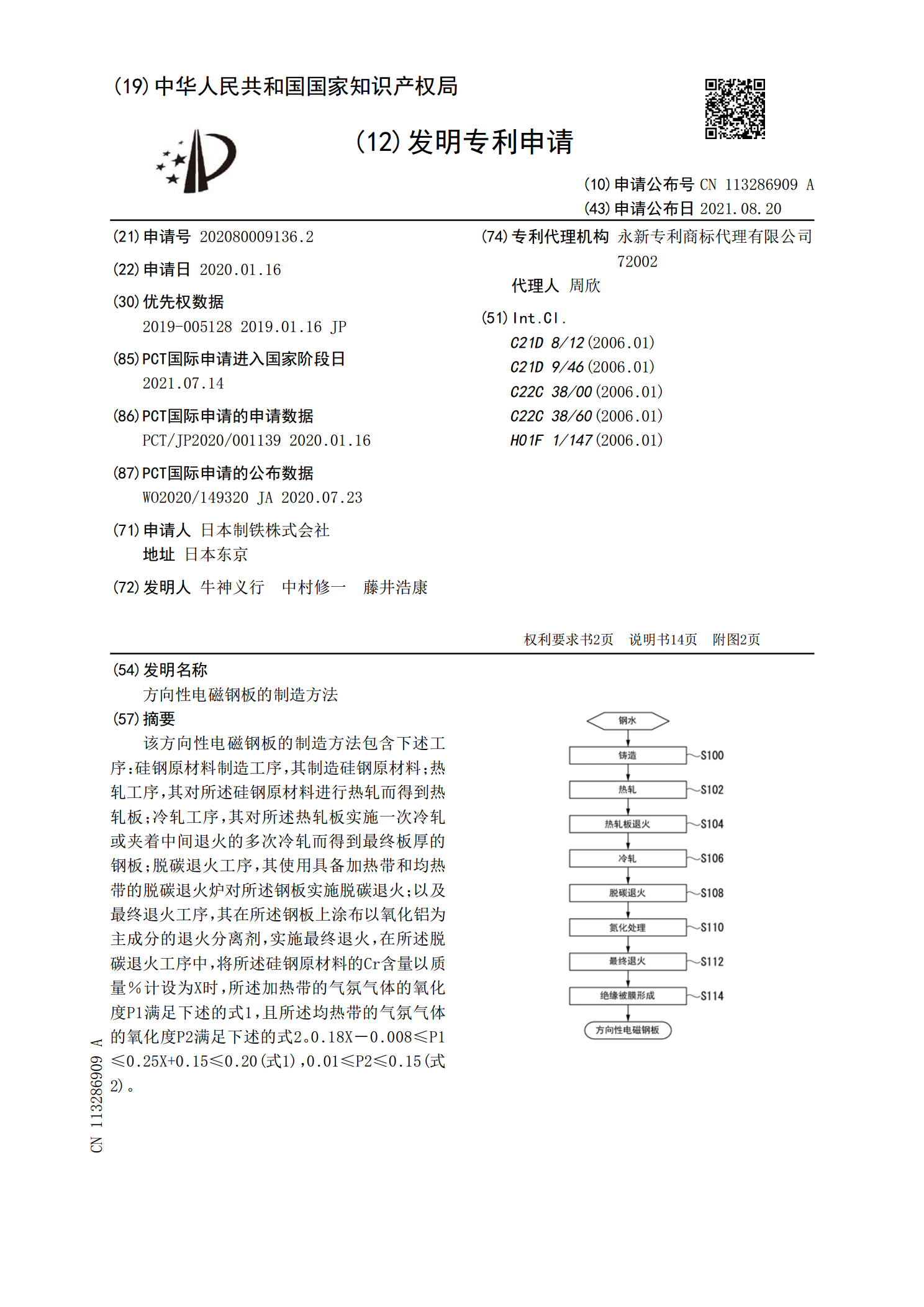
该方向性电磁钢板的制造方法包含下述工序:硅钢原材料制造工序,其制造硅钢原材料;热轧工序,其对所述硅钢原材料进行热轧而得到热轧板;冷轧工序,其对所述热轧板实施一次冷轧或夹着中间退火的多次冷轧而得到最终板厚的钢板;脱碳退火工序,其使用具备加热带和均热带的脱碳退火炉对所述钢板实施脱碳退火;以及最终退火工序,其在所述钢板上涂布以氧化铝为主成分的退火分离剂,实施最终退火,在所述脱碳退火工序中,将所述硅钢原材料的Cr含量以质量%计设为X时,所述加热带的气氛气体的氧化度P1满足下述的式1,且所述均热带的气氛气体的氧化度

单向性电磁钢板的制造方法.pdf
本发明的单向性电磁钢板的制造方法具有下述工序:最终退火工序(S07),该工序是在将钢板基底金属卷取成卷状的状态下在间歇式炉中进行退火,从而在所述钢板基底金属的表面上形成所述玻璃皮膜;绝缘皮膜形成工序(S08),该工序是在最终退火工序(S07)之后,在所述玻璃皮膜上形成绝缘皮膜;和激光照射工序(S09),该工序是从所述绝缘皮膜的上方照射激光束,从而对磁畴进行控制,其中,在激光照射工序(S09)中,对在最终退火工序(S07)期间卷的朝向径向外侧的面照射激光束。

方向性电磁钢板的制造方法.pdf
本发明提供一种方向性电磁钢板的制造方法,该方法具备:对下述板坯进行加热的工序,所述板坯含有Si:2.0质量%~7.0质量%、C:0.04质量%~0.07质量%、酸可溶性Al:0.015质量%~0.035质量%、Mn:大于0质量%且在0.20质量%以下、N:大于0质量%且在0.003质量%以下、S:大于0质量%且在0.003质量%以下;对所述板坯进行热轧而形成第1轧制板的工序;对所述第1轧制板进行冷轧而形成第2轧制板的工序;对所述第2轧制板同时进行脱碳和氮化的脱碳及氮化退火工序;和最终退火工序。在所述脱碳及