
一种超薄形高强度刃具的淬火矫直工艺.pdf

mm****酱吖

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超薄形高强度刃具的淬火矫直工艺.pdf
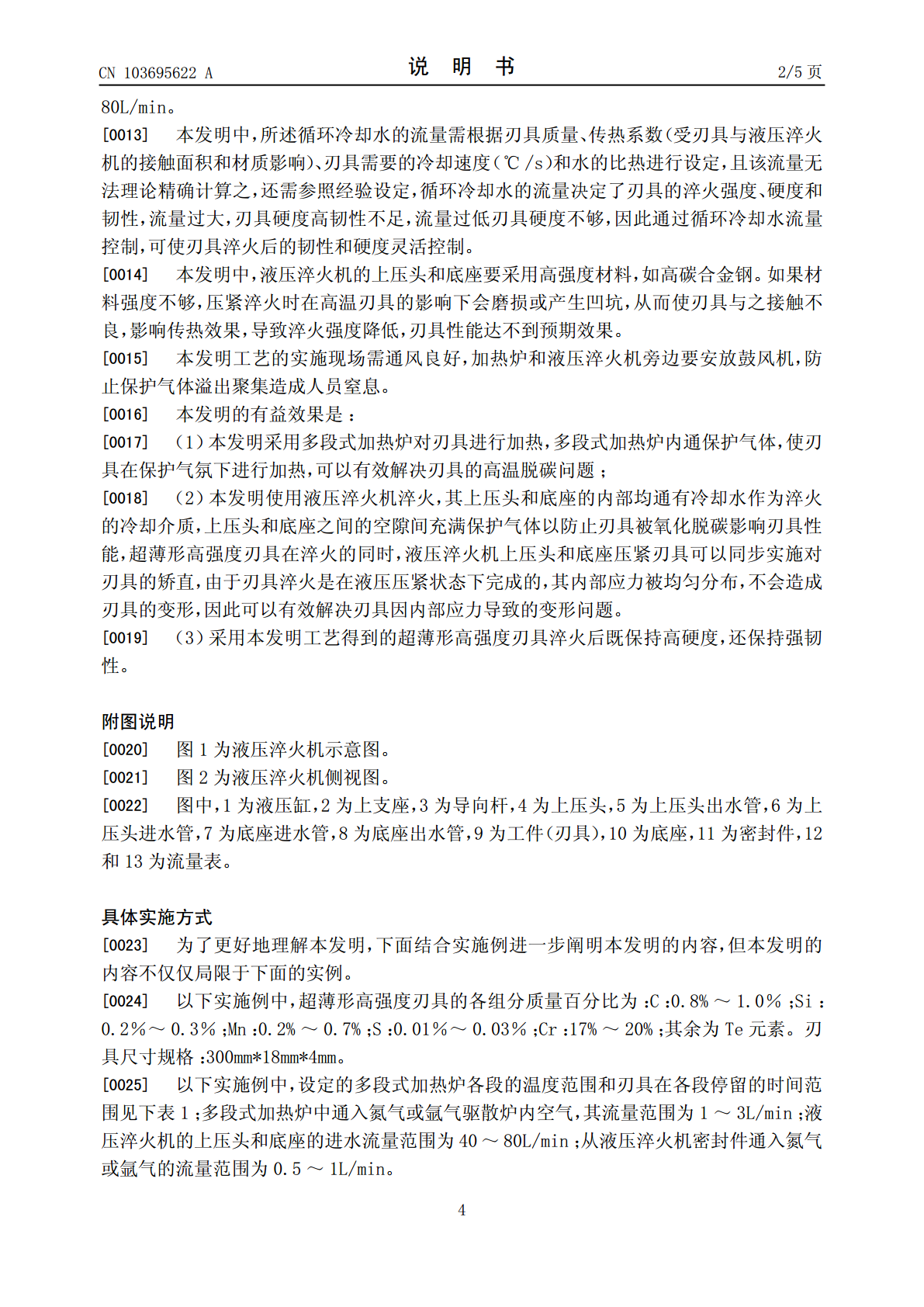
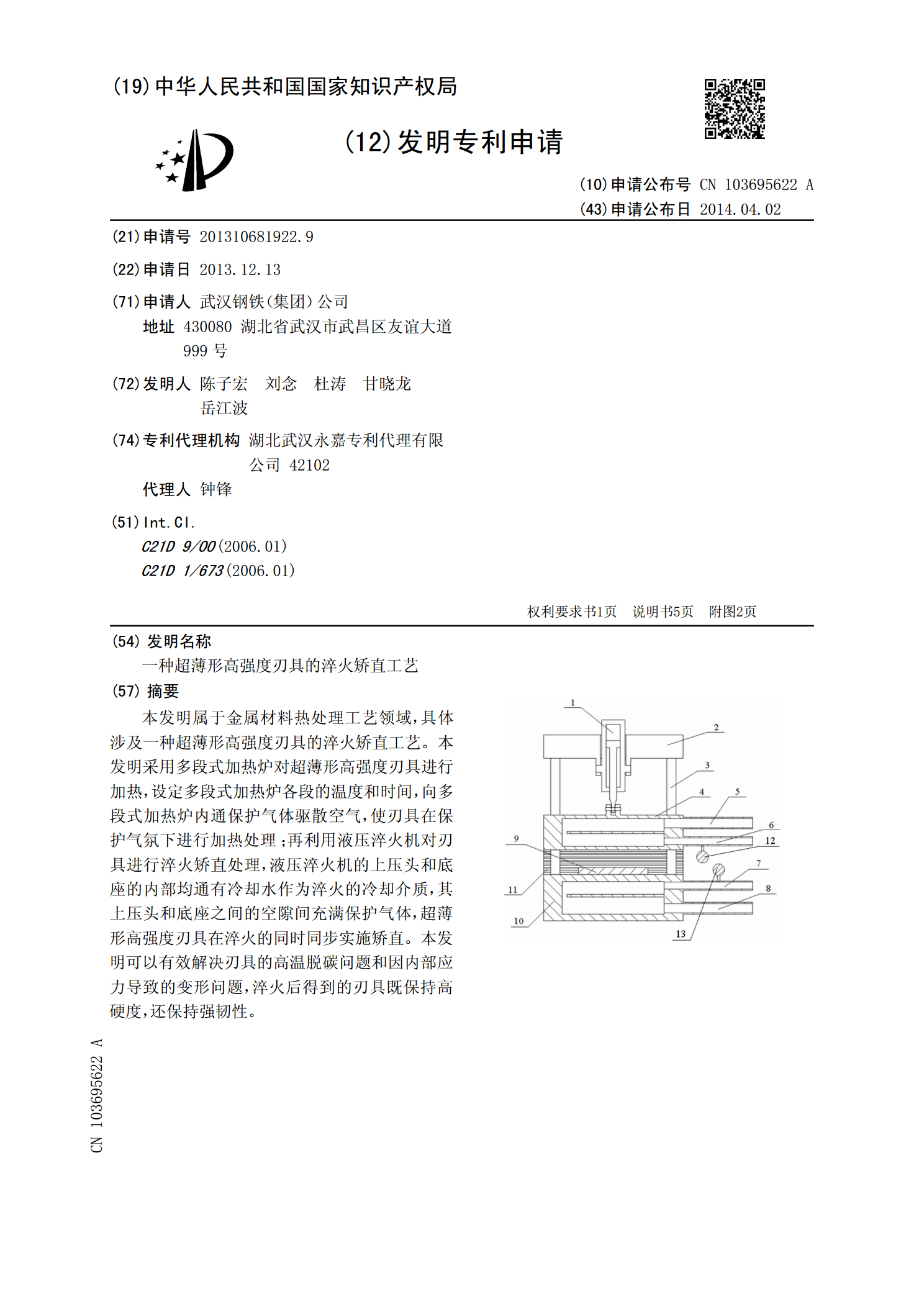
本发明属于金属材料热处理工艺领域,具体涉及一种超薄形高强度刃具的淬火矫直工艺。本发明采用多段式加热炉对超薄形高强度刃具进行加热,设定多段式加热炉各段的温度和时间,向多段式加热炉内通保护气体驱散空气,使刃具在保护气氛下进行加热处理;再利用液压淬火机对刃具进行淬火矫直处理,液压淬火机的上压头和底座的内部均通有冷却水作为淬火的冷却介质,其上压头和底座之间的空隙间充满保护气体,超薄形高强度刃具在淬火的同时同步实施矫直。本发明可以有效解决刃具的高温脱碳问题和因内部应力导致的变形问题,淬火后得到的刃具既保持高硬度,还

刃具 退火、正火、淬火、回火工艺.doc
金属热处理是将金属工件放在一定的介质中加热到适宜的温度,并在此温度中保持一定时间后,又以不同速度冷却的一种工艺方法。金属热处理是机械制造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。其特点是改善工件的内在质量,而这一般不是肉眼所能看到的。为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺往往是必不可少的。钢铁是机械工业中应用最广的材料,钢铁显
一种高强度螺栓的淬火工艺.pdf
本发明公开了一种高强度螺栓的淬火工艺,具体包括如下步骤:将螺栓放入淬火炉内进行加热处理,淬火炉内加热温度为600‑650℃,加热时间为50‑80min;控制淬火炉炉温以60‑80℃/h的降温速度降温40‑60min;继续加热淬火炉,使得淬火炉内的加热温度提升至715‑735℃,再保温1‑1.5h;取出螺栓,将其放入水中冷却15‑25min后,再将其放入淬火油内冷却至室温,通过上述方式,本发明能够大幅提高螺栓的淬火质量,使得螺栓具备有稳定的综合力学性能,强度高,硬度高,耐磨性强。

高强度模具淬火工艺.pdf
本发明公开了一种高强度模具淬火工艺,包括下述步骤:1)将具有初步形状的模具在磨床上磨削外表面,减少模具表面的划痕,比模具的成品尺寸放宽3mm;2)将淬火炉预加热至900~920℃;3)将模具浸入淬火保护剂中10min;4)将模具置入淬火炉中加热,淬火炉中的温度升高至1120~1130℃,保温1h;5)模具从淬火炉中取出,冷却至300~312℃,置入冷却剂中冷却。通过上述方式,本发明工序合理,制造成本低,采用淬火保护剂保护并加强了模具在淬火过程中的各项参数变化,有效提高了模具的产品质量,提高了生产效率。
一种高强度紧固件淬火工艺.pdf
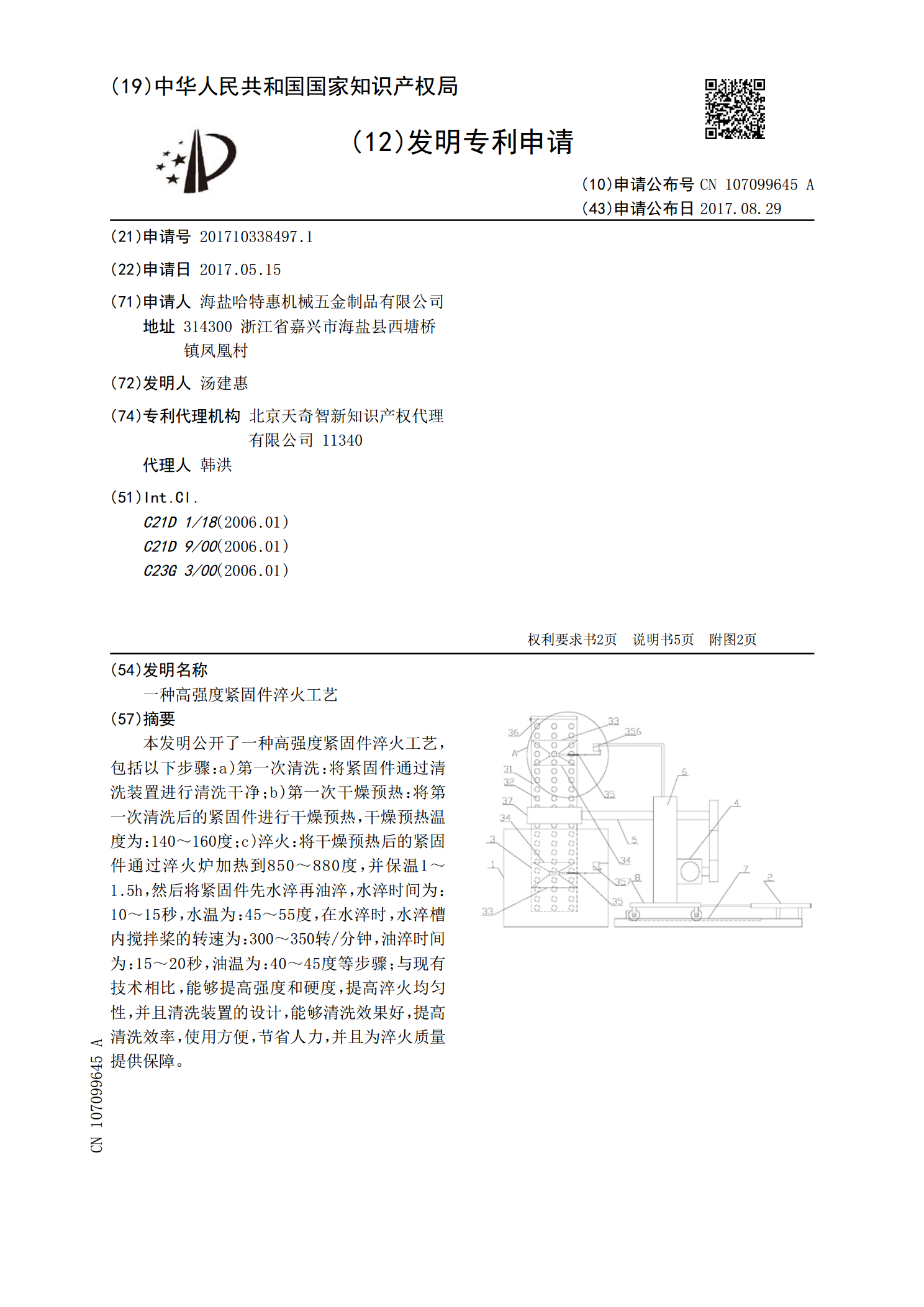
本发明公开了一种高强度紧固件淬火工艺,包括以下步骤:a)第一次清洗:将紧固件通过清洗装置进行清洗干净;b)第一次干燥预热:将第一次清洗后的紧固件进行干燥预热,干燥预热温度为:140~160度;c)淬火:将干燥预热后的紧固件通过淬火炉加热到850~880度,并保温1~1.5h,然后将紧固件先水淬再油淬,水淬时间为:10~15秒,水温为:45~55度,在水淬时,水淬槽内搅拌桨的转速为:300~350转/分钟,油淬时间为:15~20秒,油温为:40~45度等步骤;与现有技术相比,能够提高强度和硬度,提高淬火均匀