
汽车变速箱齿轮渗碳淬火的热处理方法.pdf

葫芦****io


1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车变速箱齿轮渗碳淬火的热处理方法.pdf
本发明公开了汽车变速箱齿轮渗碳淬火的热处理方法,包括:渗碳步骤,将齿轮置于加热炉内,加热炉从室温升到900±5℃以渗碳,渗碳时间3~4小时,且渗碳中的强渗阶段的碳势CP为1.06±0.03C%,扩散阶段的碳势CP为0.85±0.03C%;淬火步骤,将渗碳后的齿轮冷却至830±5℃,接着均温25~35分钟,然后在90±10℃淬火油中淬火;回火步骤,淬火后的齿轮在165±5℃中进行2~3小时回火。在保证渗碳层质量的前提下,适当降低渗碳温度和淬火温度,提高淬火油温,适当提高渗碳碳势,以产生如下技术效果:不延长渗

汽车变速箱齿轮的渗碳淬火方法.pdf
本发明涉及一种汽车变速箱齿轮的渗碳淬火方法,包括如下步骤,⑴、加热步骤,⑵、第一渗碳步骤,⑶、第二渗碳步骤,⑷、第三渗碳步骤,⑸、第四渗碳步骤,⑹、降温步骤,⑺、淬火步骤,⑻、低温回火步骤。本发明的汽车变速箱齿轮的渗碳淬火方法采用了多段式降温降碳势法,能有效解决齿轮表面渗碳层易产生大块状、网状碳化物的问题,而能消除有害碳化物,获得弥散分布的细粒状碳化物,优化金相组织,提高齿轮表面硬度和耐磨性,提高齿轮的使用寿命。

变速箱齿轮齿形齿向渗碳淬火热处理变形测量方法.docx
变速箱齿轮齿形齿向渗碳淬火热处理变形测量方法标题:变速箱齿轮齿形齿向渗碳淬火热处理变形测量方法摘要:本论文旨在研究变速箱齿轮在齿形齿向渗碳淬火热处理过程中的变形问题,并提出了一种相应的测量方法。通过对变速箱齿轮的齿形和齿向变形进行准确测量,可以有效评估其质量和性能,提高齿轮的使用寿命和可靠性。本文首先介绍了齿形齿向渗碳淬火热处理的原理和过程,然后详细描述了测量方法的设计和实施,最后对测量结果进行了分析和讨论,得出了一些有益的结论。关键词:变速箱齿轮,齿形测量,齿向变形,渗碳淬火,热处理,测量方法引言:随着
汽车变速箱齿轮热处理方法.pdf
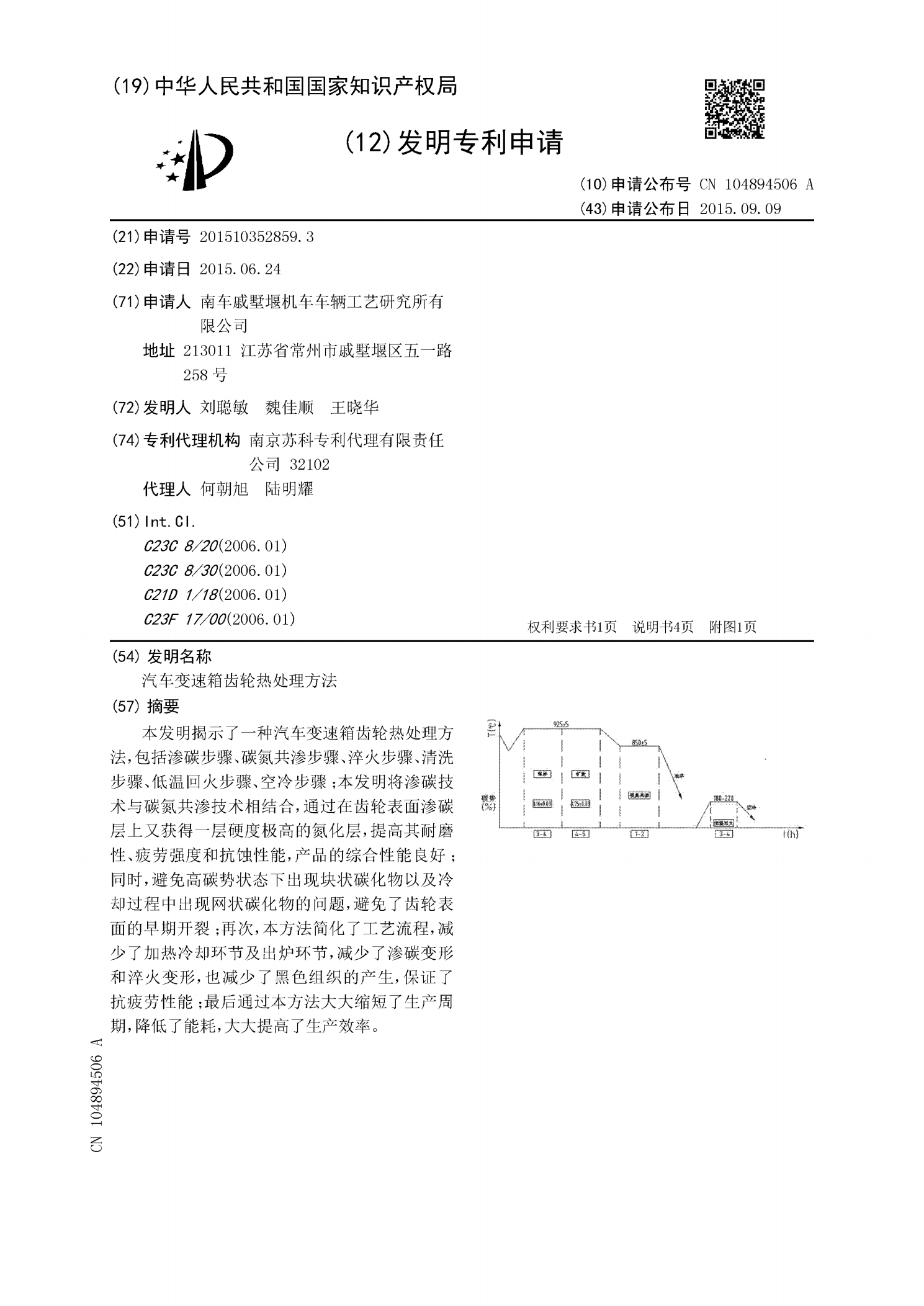
本发明揭示了一种汽车变速箱齿轮热处理方法,包括渗碳步骤、碳氮共渗步骤、淬火步骤、清洗步骤、低温回火步骤、空冷步骤;本发明将渗碳技术与碳氮共渗技术相结合,通过在齿轮表面渗碳层上又获得一层硬度极高的氮化层,提高其耐磨性、疲劳强度和抗蚀性能,产品的综合性能良好;同时,避免高碳势状态下出现块状碳化物以及冷却过程中出现网状碳化物的问题,避免了齿轮表面的早期开裂;再次,本方法简化了工艺流程,减少了加热冷却环节及出炉环节,减少了渗碳变形和淬火变形,也减少了黑色组织的产生,保证了抗疲劳性能;最后通过本方法大大缩短了生产周

一种齿轮的复合渗碳淬火热处理方法.pdf
本发明涉及一种齿轮的复合渗碳淬火热处理方法,属于热处理技术领域。该方法包括渗碳、降温、升温、淬火、回火步骤。采用本发明的复合渗碳淬火热处理方法能有效细化晶粒,细化马氏体针,提高齿轮表面硬度,进一步提高齿轮耐磨性、疲劳强度和抗蚀性能,提高齿轮的综合力学性能。