
汽车变速箱齿轮的渗碳淬火方法.pdf

努力****向丝

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车变速箱齿轮的渗碳淬火方法.pdf
本发明涉及一种汽车变速箱齿轮的渗碳淬火方法,包括如下步骤,⑴、加热步骤,⑵、第一渗碳步骤,⑶、第二渗碳步骤,⑷、第三渗碳步骤,⑸、第四渗碳步骤,⑹、降温步骤,⑺、淬火步骤,⑻、低温回火步骤。本发明的汽车变速箱齿轮的渗碳淬火方法采用了多段式降温降碳势法,能有效解决齿轮表面渗碳层易产生大块状、网状碳化物的问题,而能消除有害碳化物,获得弥散分布的细粒状碳化物,优化金相组织,提高齿轮表面硬度和耐磨性,提高齿轮的使用寿命。
汽车变速箱齿轮渗碳淬火的热处理方法.pdf
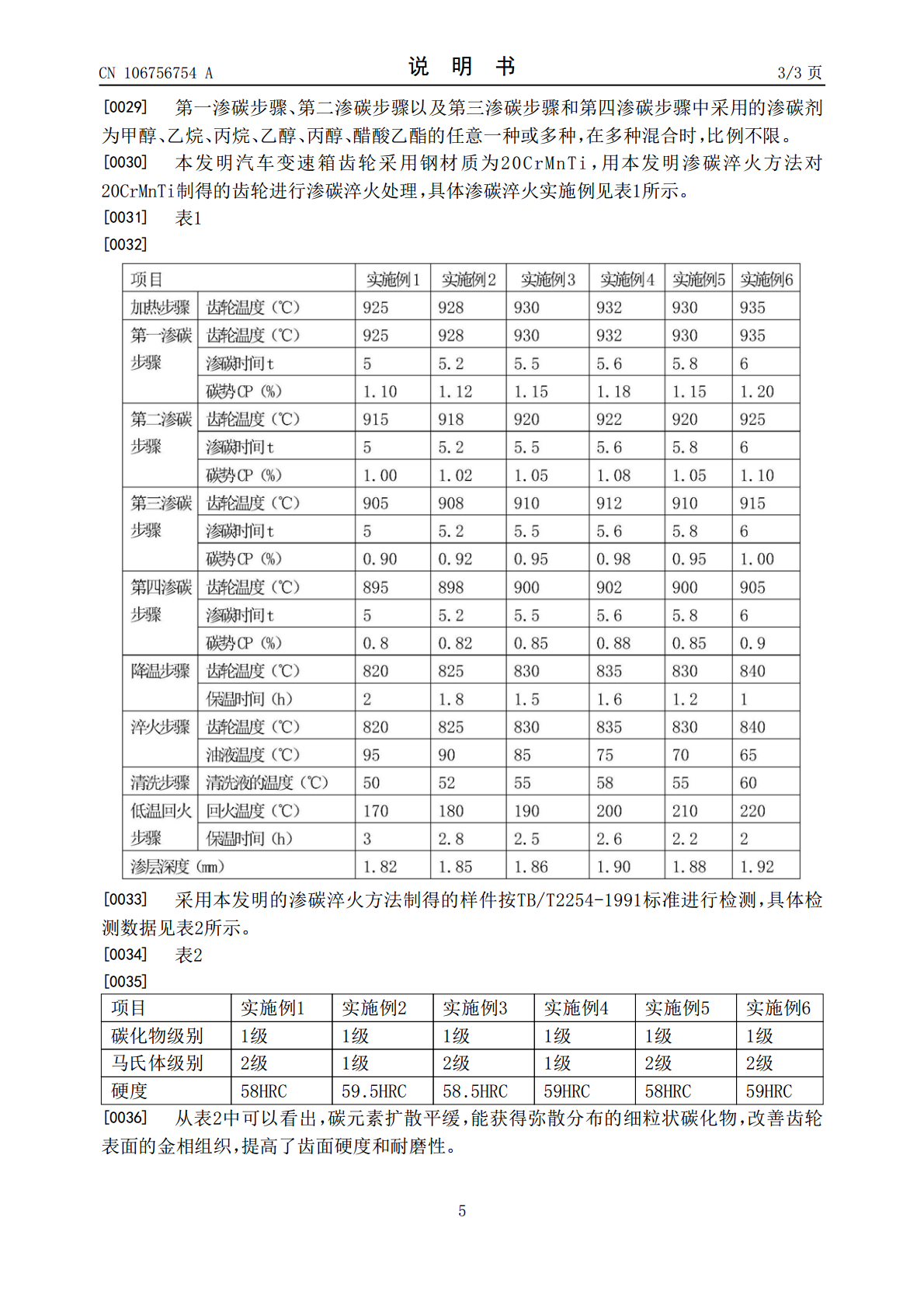
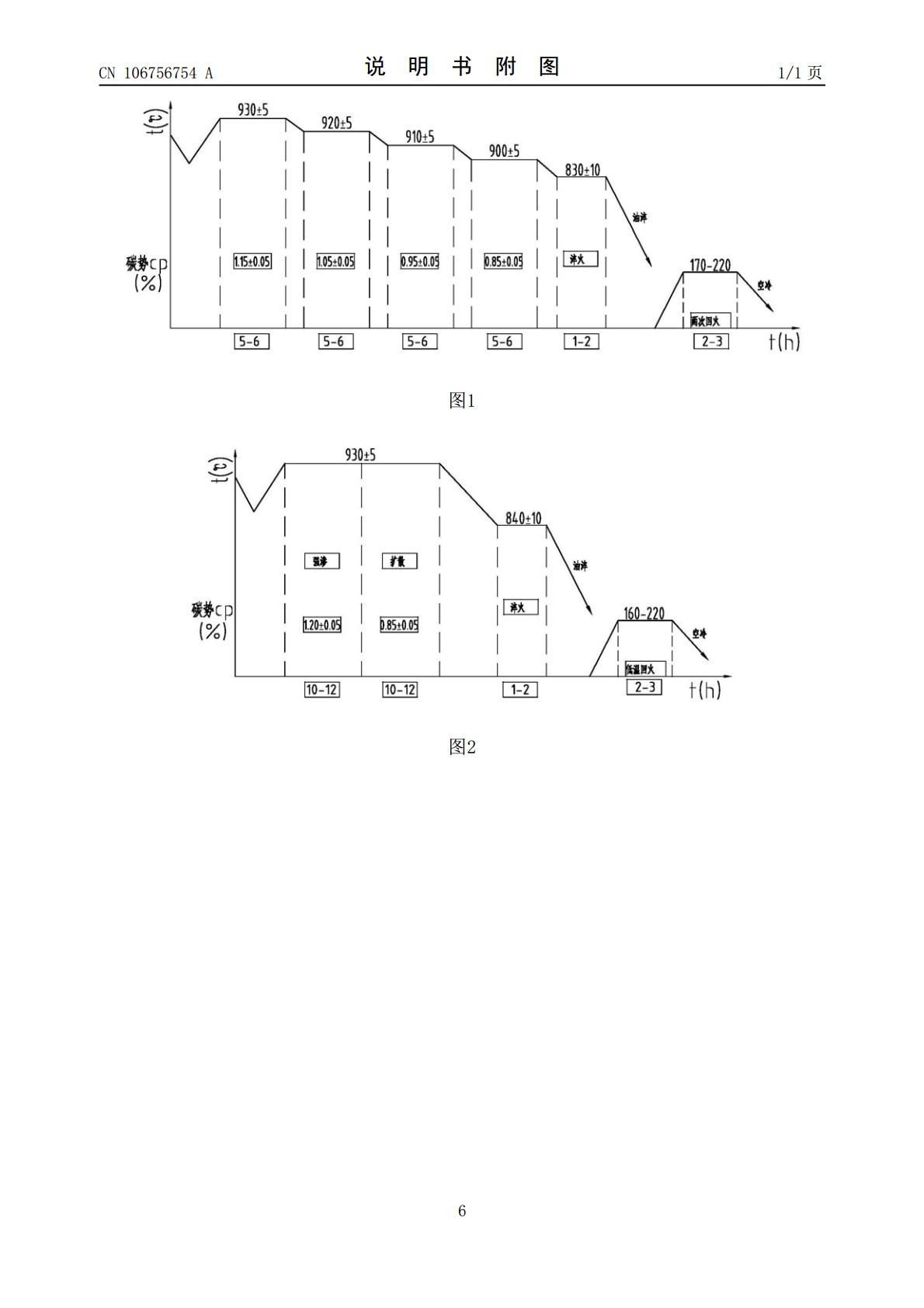
本发明公开了汽车变速箱齿轮渗碳淬火的热处理方法,包括:渗碳步骤,将齿轮置于加热炉内,加热炉从室温升到900±5℃以渗碳,渗碳时间3~4小时,且渗碳中的强渗阶段的碳势CP为1.06±0.03C%,扩散阶段的碳势CP为0.85±0.03C%;淬火步骤,将渗碳后的齿轮冷却至830±5℃,接着均温25~35分钟,然后在90±10℃淬火油中淬火;回火步骤,淬火后的齿轮在165±5℃中进行2~3小时回火。在保证渗碳层质量的前提下,适当降低渗碳温度和淬火温度,提高淬火油温,适当提高渗碳碳势,以产生如下技术效果:不延长渗

低速重载齿轮的渗碳淬火方法.pdf
本发明涉及一种低速重载齿轮的渗碳淬火方法,包括如下步骤,⑴、升温均温步骤,⑵、强渗步骤,⑶、扩散步骤,⑷、降温步骤,⑸、高温回火步骤,⑹、淬火步骤,⑺、冷处理步骤,⑻、低温回火步骤,发明的低速重载齿轮渗碳淬火方法能有效消除齿轮渗碳层有害碳化物,获得弥散分布的细粒状碳化物,大幅降低表面残余奥氏体含量,改善齿轮表面的金相组织,提高齿轮表面硬度和耐磨性,提高产品的热处理性能。

大型重载齿轮渗碳淬火方法.pdf
本发明提供了一种大型重载齿轮的渗碳淬火方法,包括分段式升温均温步骤,碳势逐级降低渗碳步骤,分段式降温均温步骤,分级淬火步骤,低温回火步骤。本发明提供的大型重载齿轮渗碳淬火热处理方法,其既能缩短热处理周期,提高生产效率,节约能耗,又能有效控制齿轮的热处理变形量,优化齿轮表面的金相组织,提高齿轮的综合力学性能。

预防圆锥齿轮渗碳淬火变形的方法.docx
预防圆锥齿轮渗碳淬火变形的方法预防圆锥齿轮渗碳淬火变形的方法摘要:圆锥齿轮是一种常用的传动元件,广泛应用于机床、汽车、船舶等领域。然而,在使用过程中,圆锥齿轮易受到渗碳淬火变形的影响,降低了传动效率和使用寿命。本论文通过分析渗碳淬火的原因和影响因素,提出了一些预防渗碳淬火变形的方法,以提高圆锥齿轮的工作性能。关键词:圆锥齿轮;渗碳淬火;变形;预防方法一、引言圆锥齿轮在传统机械制造中起着重要的作用,它具有传动效率高、传动扭矩大、使用寿命长等优点。然而,在高强度和高速传动时,圆锥齿轮容易发生渗碳淬火变形。渗碳