
一种优质高强度冷镦钢及其生产方法.pdf

论文****酱吖


1/8
2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种优质高强度冷镦钢及其生产方法.pdf
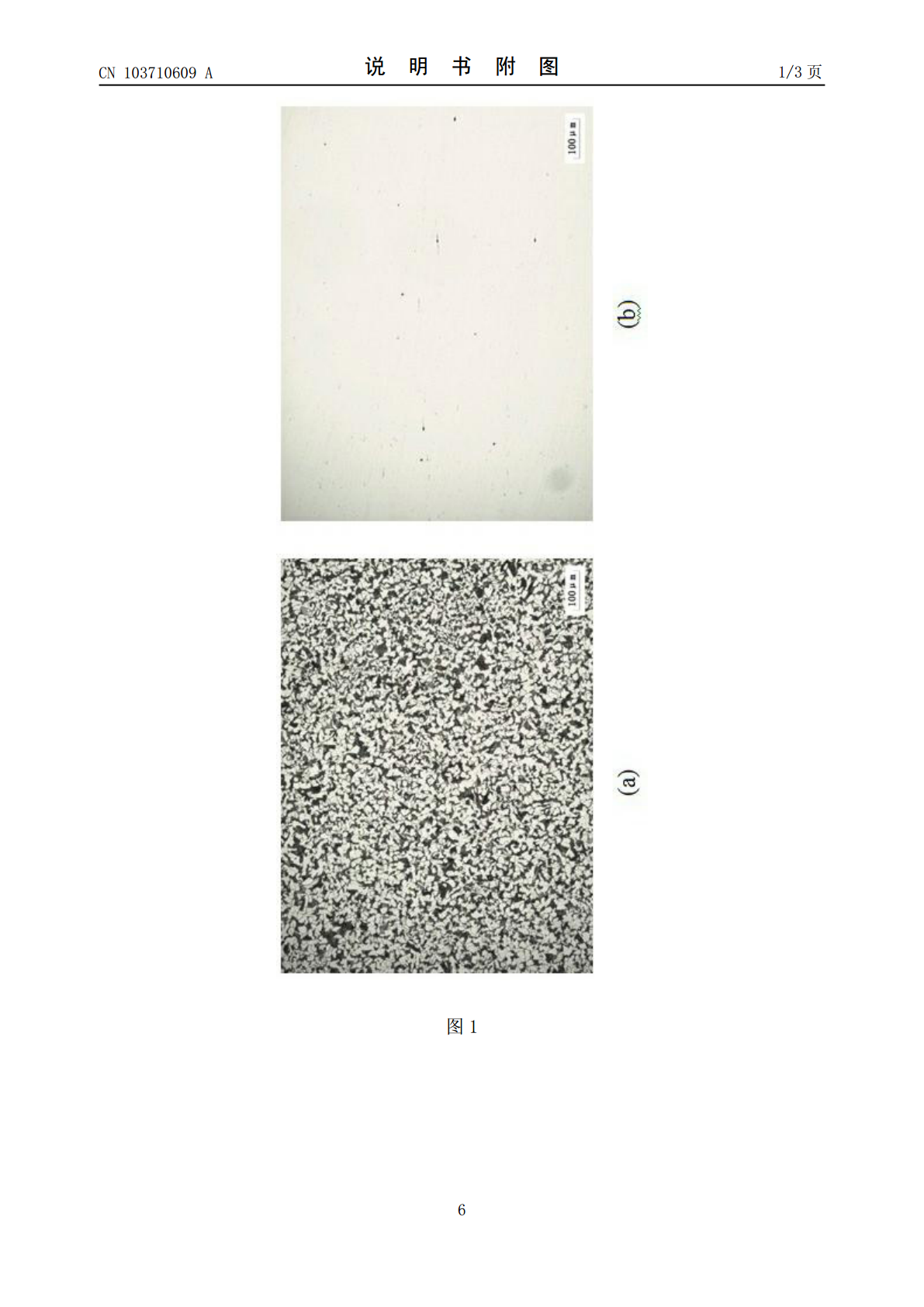
一种优质高强度冷镦钢的生产工艺方法,是在生产普通高强度冷镦钢时,额外加入(质量分数)Al≤0.050%,RE:0.005%~0.040%,Ca≤0.004%,并控制其他化学成分C:0.30%~0.50%,Si≤0.30%,Mn:0.50%~0.90%,P≤0.030%,S≤0.015%,Cr≤1.20%,其余为Fe含量和痕量元素。炼钢采用铁水→转炉→LF→方坯连铸生产工艺,轧钢采用钢坯→加热炉→(粗、中、预精、精、减定径)轧机机组→控制冷却速度运输线→集卷生产工艺。通过控制LF脱硫、后期加合金和软吹氩气搅
一种高强度冷镦钢盘条及其生产方法.pdf
本发明提供一种高强度冷镦钢盘条及其生产方法,其化学成分如下:[C]0.35~0.40%,[Si]0.16%~0.24%,[Mn]0.30%~0.55%,[P]≤0.012%,[S]≤0.010%,[Cr]1.20%~1.30%,[Mo]0.10%~0.15%,[Al]0.015%~0.035%。生产工艺方法为:钢坯加热总在炉时间根据方坯规格按0.95‑1.2min/mm计算,均热段温度控制在1060℃‑1100℃;轧件出预精轧温度控制在1000℃‑1100℃,入精轧温度控制为920℃‑980℃,入双模块轧
一种冷镦钢及其生产方法.pdf
本申请涉及一种冷镦钢及其生产方法,属于钢铁冶炼领域。本申请通过严格控制冷镦钢在LF精炼过程中的吹氩工艺,将吹氩工艺细分为5个阶段,并且控制每个阶段的吹氩流量以及吹氩时间,可以有效地促使钢中的大颗粒和小颗粒等各种尺寸夹杂物的上浮,提高液面钢渣对夹杂物的吸附作用;通过对其他冶炼步骤中多个工艺节点的精细控制,包括转炉冶炼中铝渣球渣洗、铝线定量添加,LF精炼中的铝渣球脱氧、补铝、钙处理,进一步消除了冷镦钢中的夹杂物。

一种高强度扭剪型螺栓用合金冷镦钢及其生产方法.pdf
本发明公开了一种高强度扭剪型螺栓用合金冷镦钢及其生产方法,所述合金冷镦钢化学成分组成及其质量百分含量为:C:0.19~0.24%,Mn:1.30~1.60%,Si:0.18~0.22%,Ti:0.04~0.10%,B:0.0005~0.0035%,Als:0.02~0.04%,其余为Fe和不可避免的杂质元素;所述生产方法包括转炉冶炼、LF精炼、连铸、加热炉加热、控制轧制、冷却工序。本发明高强度扭剪型螺栓用合金冷镦钢通过合理的成分设计,结合加热温度、加热时间、进精轧温度、吐丝温度及轧辊轧槽使用寿命的控制,最
一种冷镦钢盘条的生产方法.pdf
本发明涉及一种冷镦钢盘条的生产方法,工艺流程包括铁水→混铁炉→转炉→氩站→连铸→精整→高线;其特征在于:钢的化学组成重量百分比为C=0.19‑0.3,Si≤0.15,Mn=0.60‑0.85,P≤0.035,S≤0.030,Cr=0.07‑0.2,其余为辅料;所述辅料包括:Fe‑Si、锰铁、增碳剂、纯铝粒、GaC2、Al、Ga‑Fe;本发明通过在吹氩3分钟后进行取样分析,从而根据需求调节钢水的成分,降低钢水中所含有的杂质;通过在轧制过程中不断改变钢水温度,从而便于盘条的集卷,一定程度上保障了盘条的质量。