
用于将风能设备的要制造的转子叶片的钢板热成型的成型方法.pdf

Th****s3

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于将风能设备的要制造的转子叶片的钢板热成型的成型方法.pdf
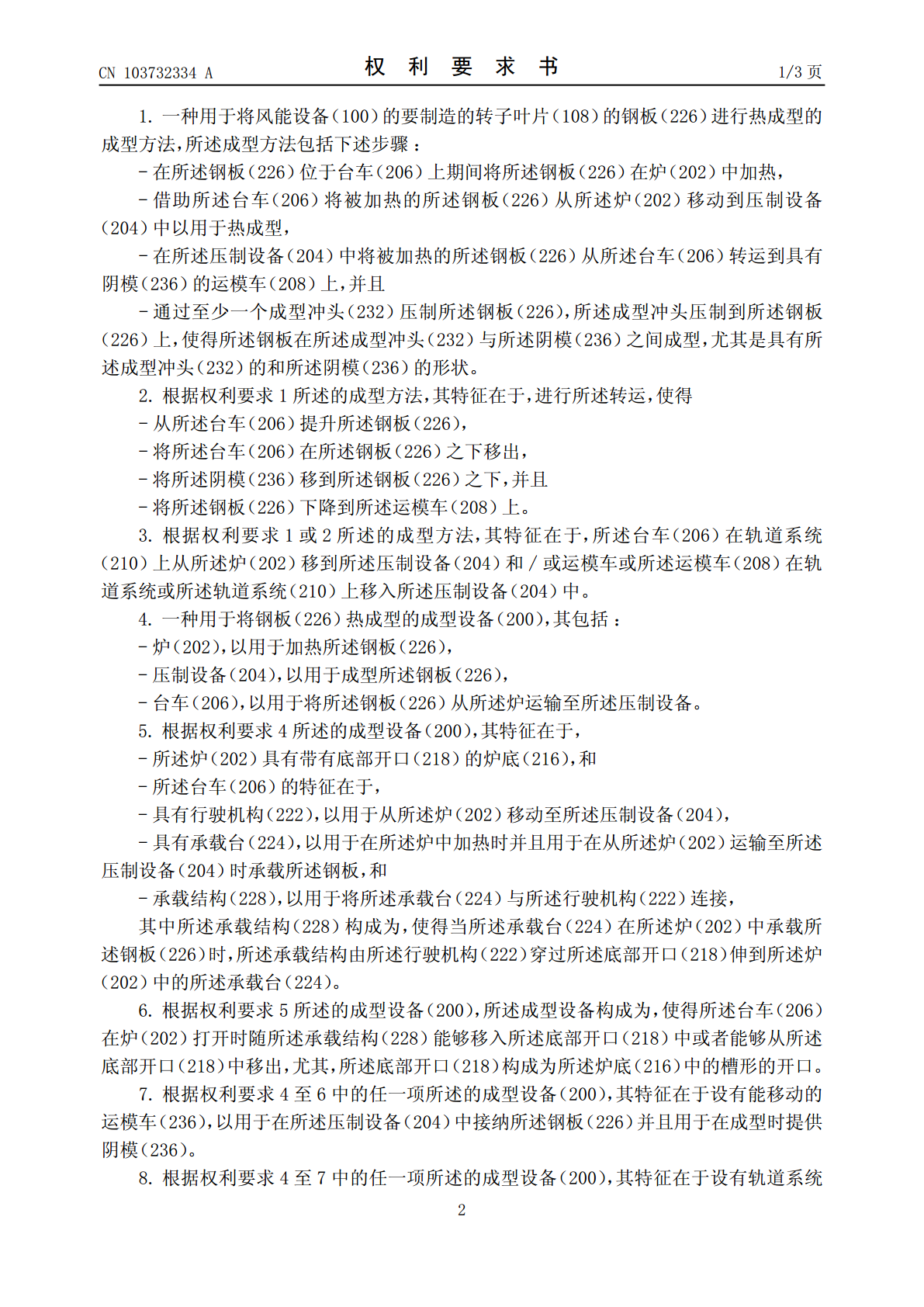
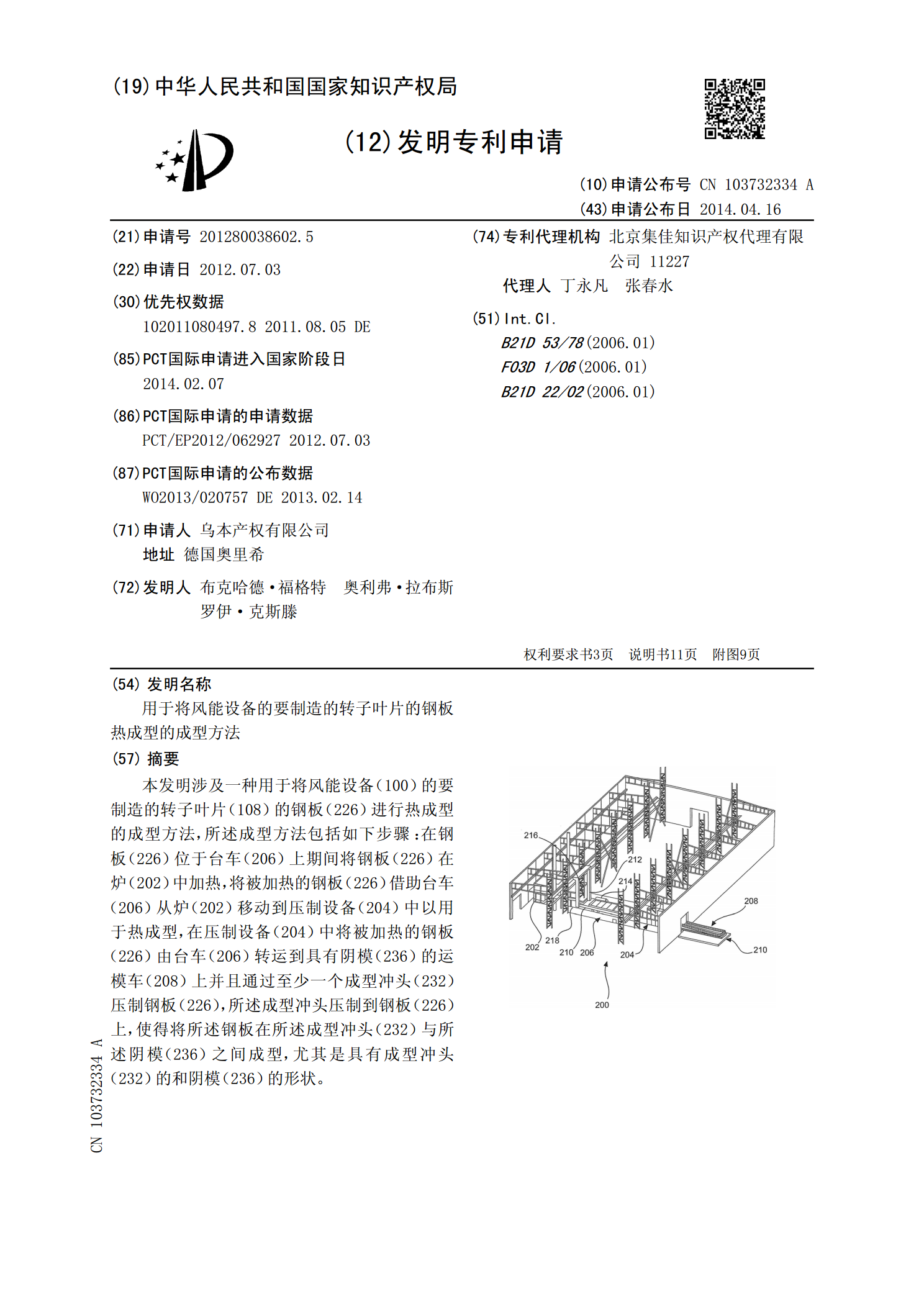
本发明涉及一种用于将风能设备(100)的要制造的转子叶片(108)的钢板(226)进行热成型的成型方法,所述成型方法包括如下步骤:在钢板(226)位于台车(206)上期间将钢板(226)在炉(202)中加热,将被加热的钢板(226)借助台车(206)从炉(202)移动到压制设备(204)中以用于热成型,在压制设备(204)中将被加热的钢板(226)由台车(206)转运到具有阴模(236)的运模车(208)上并且通过至少一个成型冲头(232)压制钢板(226),所述成型冲头压制到钢板(226)上,使得将所述
用于制造锻压的钢板成型构件的方法和热成型装置.pdf
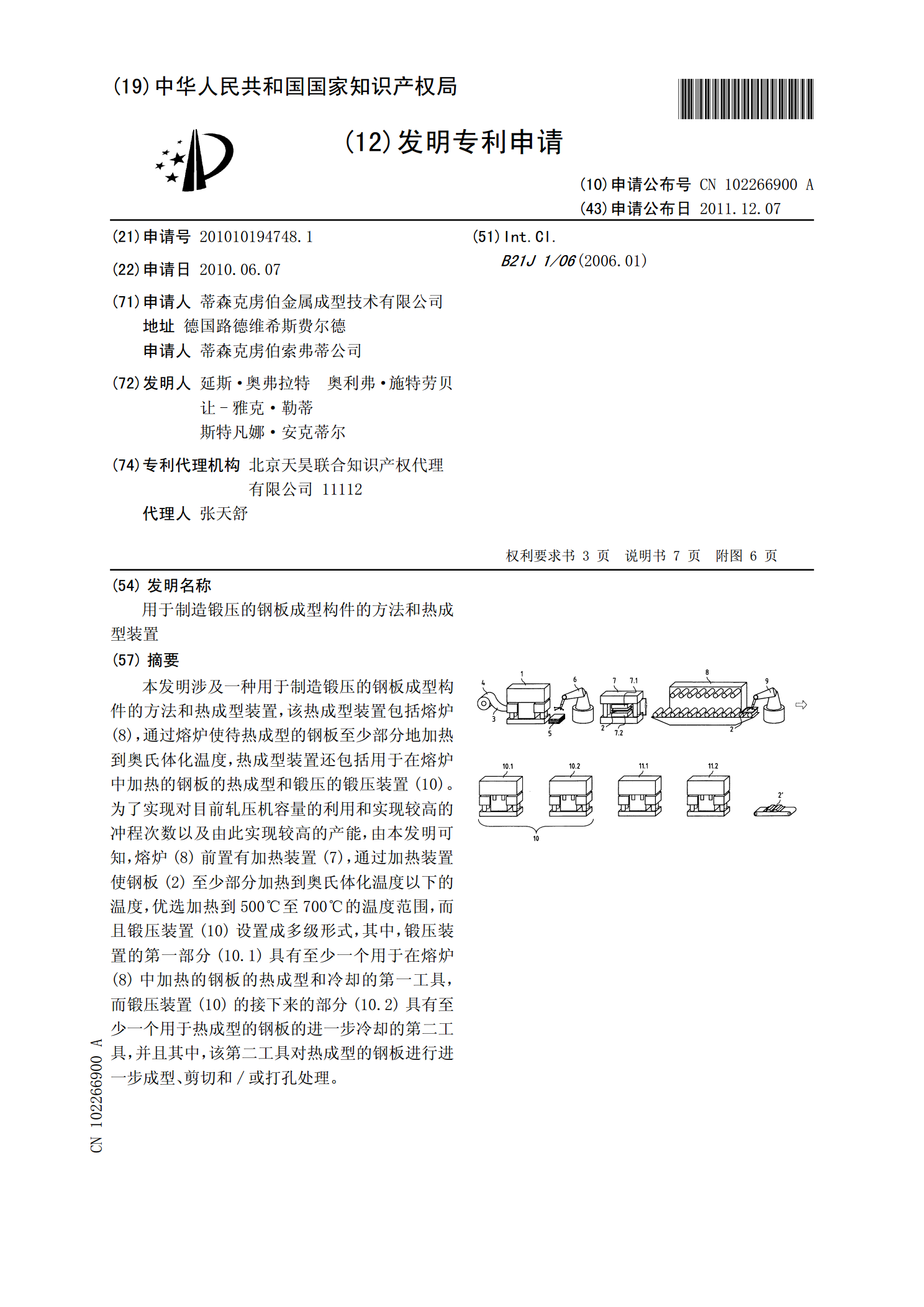
本发明涉及一种用于制造锻压的钢板成型构件的方法和热成型装置,该热成型装置包括熔炉(8),通过熔炉使待热成型的钢板至少部分地加热到奥氏体化温度,热成型装置还包括用于在熔炉中加热的钢板的热成型和锻压的锻压装置(10)。为了实现对目前轧压机容量的利用和实现较高的冲程次数以及由此实现较高的产能,由本发明可知,熔炉(8)前置有加热装置(7),通过加热装置使钢板(2)至少部分加热到奥氏体化温度以下的温度,优选加热到500℃至700℃的温度范围,而且锻压装置(10)设置成多级形式,其中,锻压装置的第一部分(10.1)具
风能设备转子叶片,风能设备转子叶片尖端后缘,用于制造风能设备转子叶片的方法和风能设备.pdf
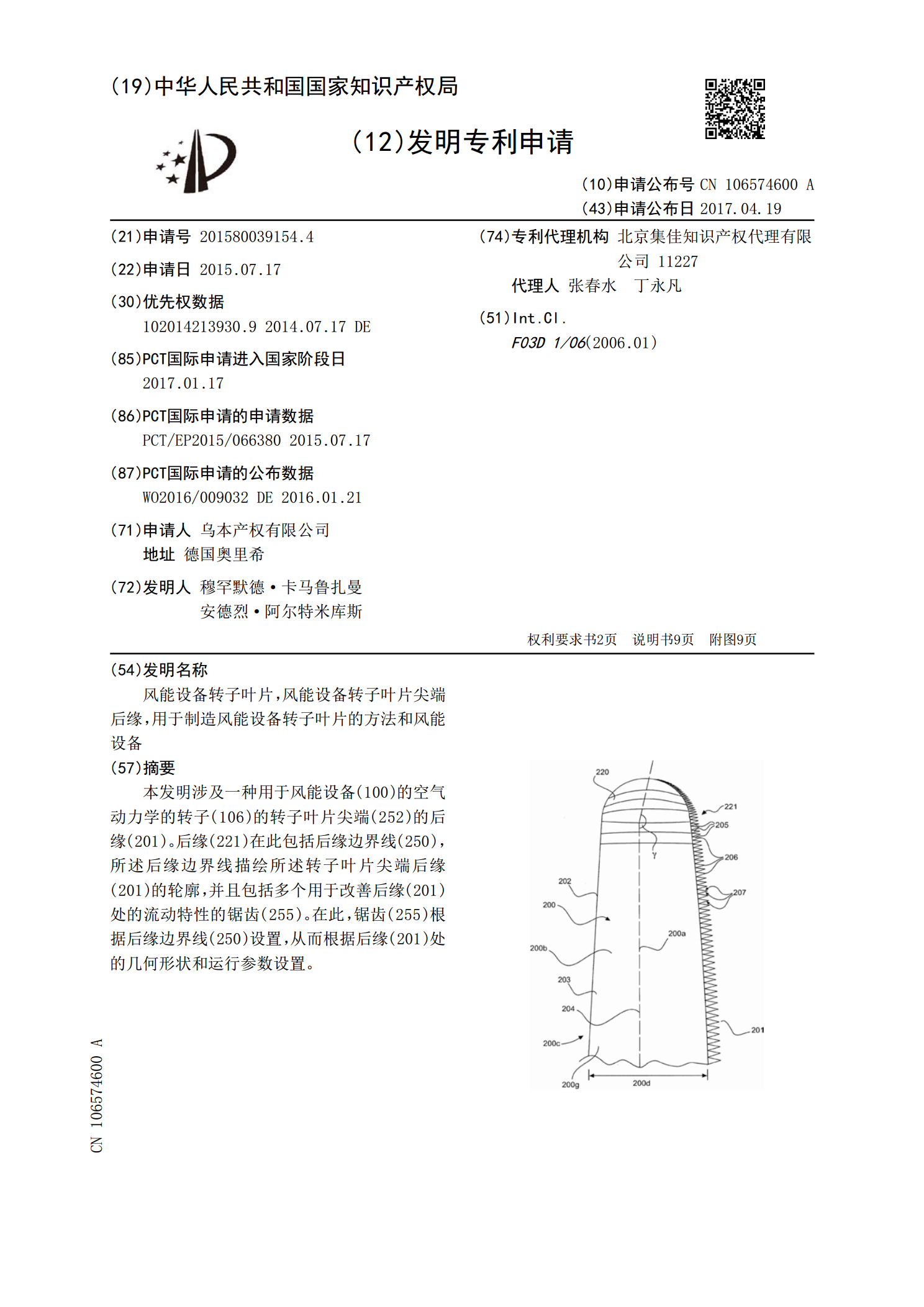
本发明涉及一种用于风能设备(100)的空气动力学的转子(106)的转子叶片尖端(252)的后缘(201)。后缘(221)在此包括后缘边界线(250),所述后缘边界线描绘所述转子叶片尖端后缘(201)的轮廓,并且包括多个用于改善后缘(201)处的流动特性的锯齿(255)。在此,锯齿(255)根据后缘边界线(250)设置,从而根据后缘(201)处的几何形状和运行参数设置。
风能设备转子叶片,转子叶片后缘和用于制造风能设备转子叶片的方法以及风能设备.pdf
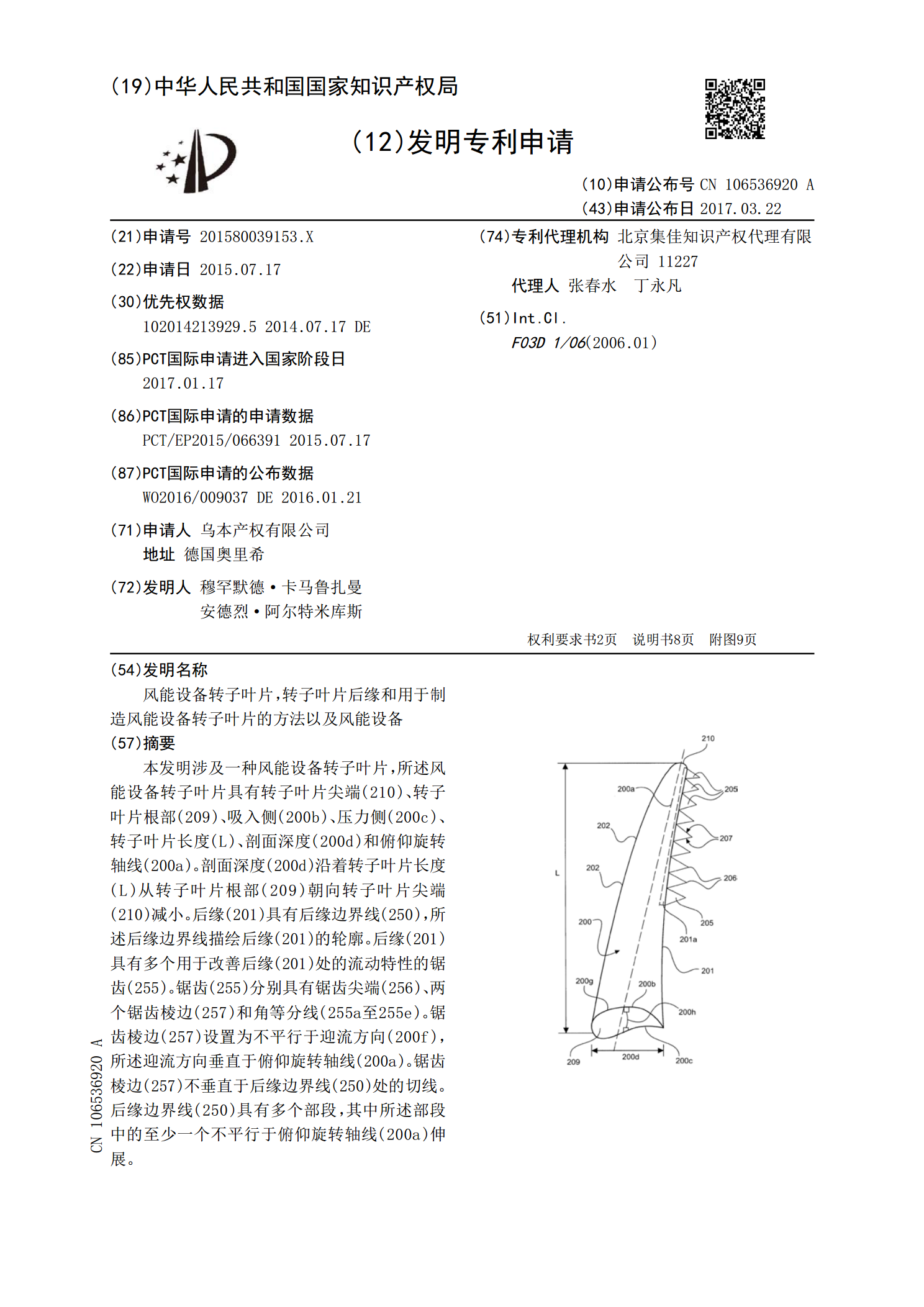
本发明涉及一种风能设备转子叶片,所述风能设备转子叶片具有转子叶片尖端(210)、转子叶片根部(209)、吸入侧(200b)、压力侧(200c)、转子叶片长度(L)、剖面深度(200d)和俯仰旋转轴线(200a)。剖面深度(200d)沿着转子叶片长度(L)从转子叶片根部(209)朝向转子叶片尖端(210)减小。后缘(201)具有后缘边界线(250),所述后缘边界线描绘后缘(201)的轮廓。后缘(201)具有多个用于改善后缘(201)处的流动特性的锯齿(255)。锯齿(255)分别具有锯齿尖端(256)、两个

用于制造热成型和加压淬火的钢板产品的热成型线以及其运行方法.pdf
本发明涉及一种热成型线(1)以及一种用于所述热成型线(1)的运行方法,所述热成型线具有调温站(2)以及热成型和加压淬火模具(3)。根据本发明,设置一种直线输送系统(4),以便通过所述热成型线(1)来输送所述板坯(11)或被成型的钢板产品(13)。