
一种汽车铝合金车轮低压铸造装置.pdf

猫巷****永安

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车铝合金车轮低压铸造装置.pdf
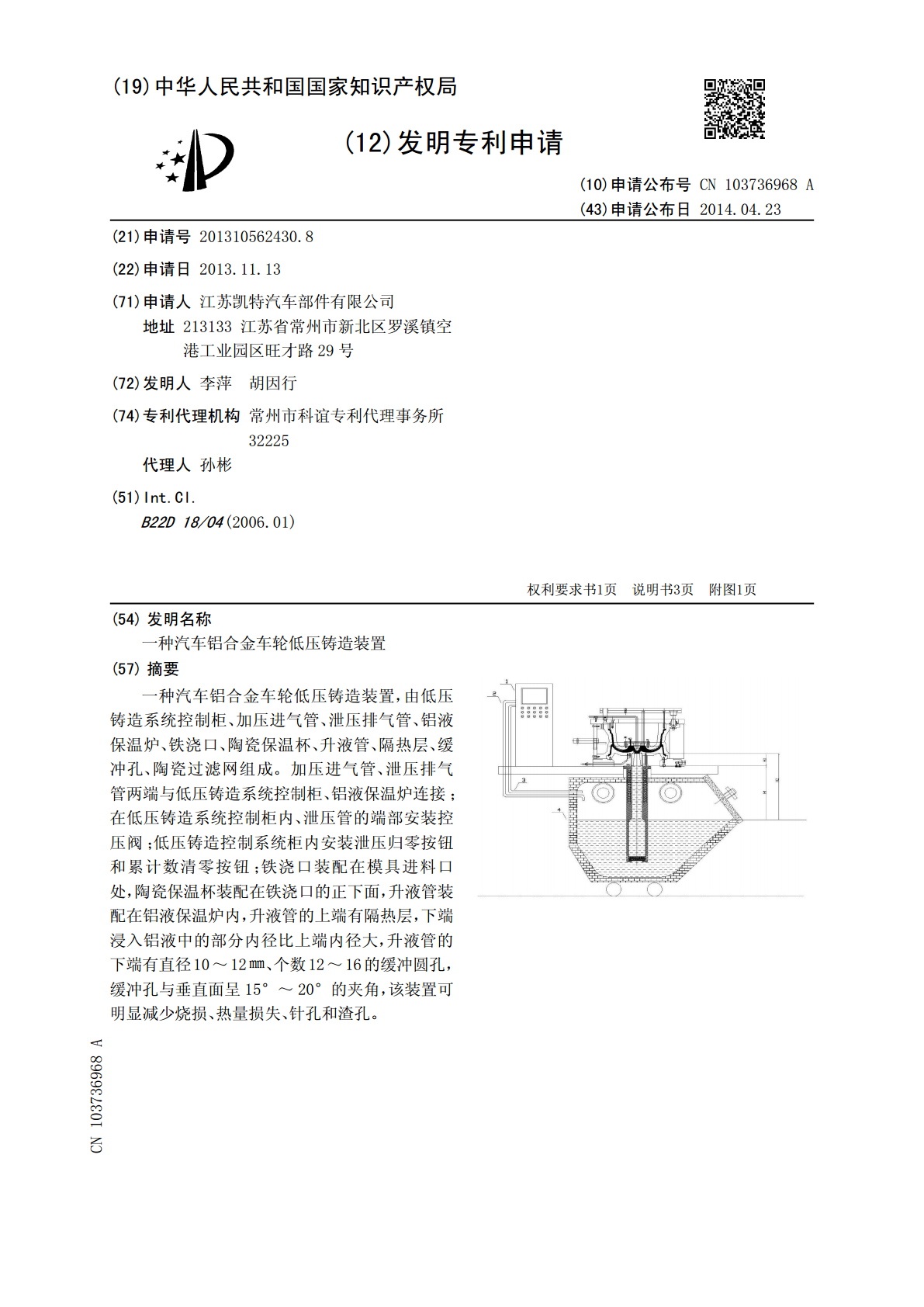
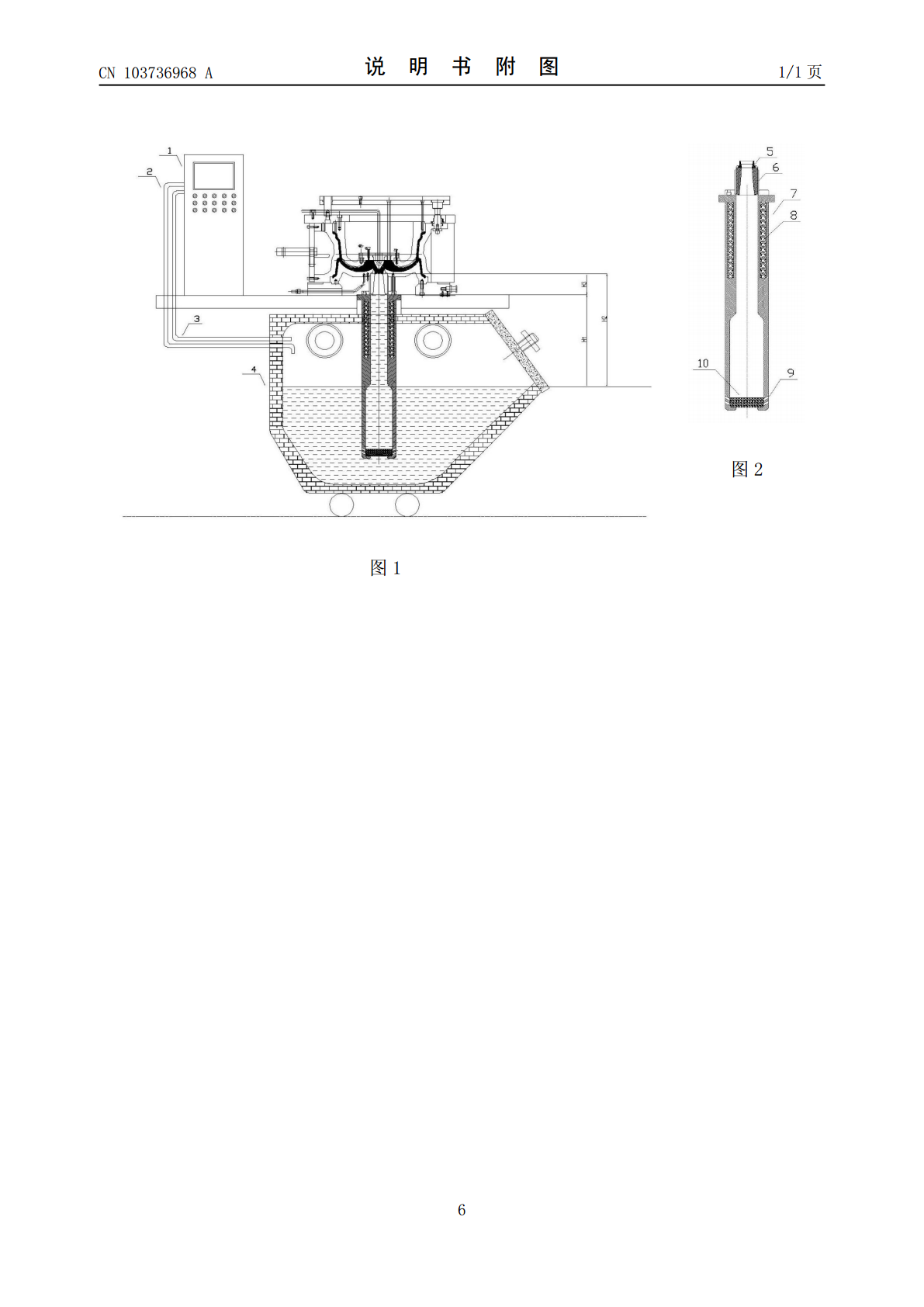
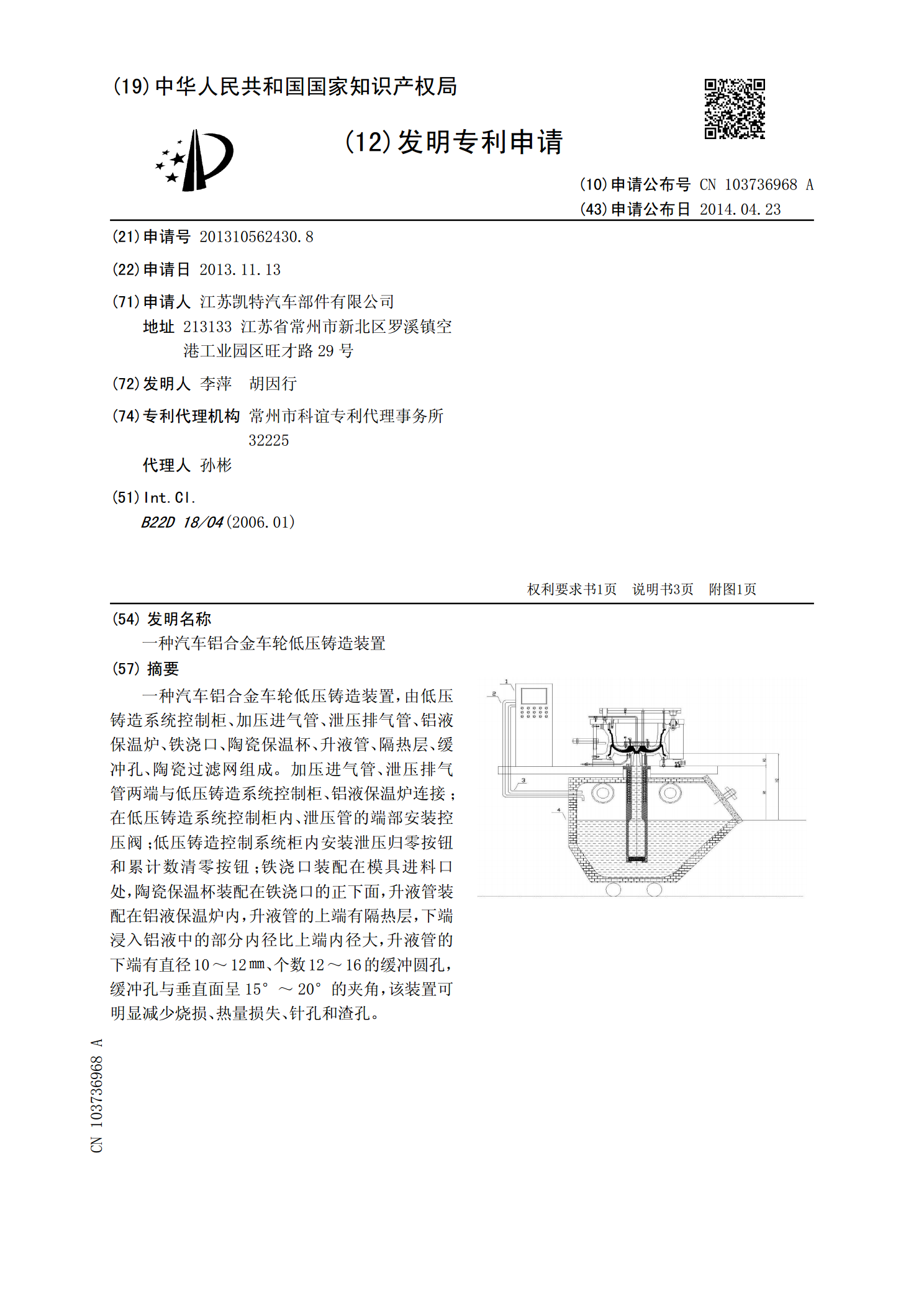
一种汽车铝合金车轮低压铸造装置,由低压铸造系统控制柜、加压进气管、泄压排气管、铝液保温炉、铁浇口、陶瓷保温杯、升液管、隔热层、缓冲孔、陶瓷过滤网组成。加压进气管、泄压排气管两端与低压铸造系统控制柜、铝液保温炉连接;在低压铸造系统控制柜内、泄压管的端部安装控压阀;低压铸造控制系统柜内安装泄压归零按钮和累计数清零按钮;铁浇口装配在模具进料口处,陶瓷保温杯装配在铁浇口的正下面,升液管装配在铝液保温炉内,升液管的上端有隔热层,下端浸入铝液中的部分内径比上端内径大,升液管的下端有直径10~12㎜、个数12~16的缓

一种汽车铝合金车轮铸造装置.pdf
一种汽车铝合金车轮铸造装置,该装置主要为保温炉提供一种节能型密封炉盖,该炉盖分为内盖和外盖二层,内盖、外盖尺寸和内盖、外盖炉口尺寸相同,炉盖内外盖的尺寸为1.3×1.5-1.5×2米;内盖和外盖和保温炉炉口上分别开设8-20个高强螺栓口,高强螺栓将内盖、外盖、保温炉体密封连接,该高强螺栓具有耐高温、耐腐蚀的特点,内盖和外盖之间有硅酸盐石棉板,内盖上设有凹槽,凹槽内有一圈用于密封的盘根,该保温炉炉盖由于在内外层之间采用隔热的硅酸盐石棉板,在内盖上安装了密封盘根,从而避免了保温炉过快的散热导致的热量损失、内外

一种铝合金汽车轮毂的低压铸造方法.pdf
本发明公开了铝合金汽车轮毂的低压铸造方法。本发明方法通过优化合金成分设计,添加适当含量的Al-Ti-B-C细化剂和稀土变质剂,优化了低压铸造工艺参数和热处理参数,从而使得制备的汽车轮毂具有细小均匀的a枝晶和细小均匀的蠕虫状或球状硅组成的组织,提高铝合金汽车轮毂的性能。

一种用于生产铝合金汽车轮毂的智能型低压铸造装置.pdf
本发明涉及一种用于生产铝合金汽车轮毂的智能型低压铸造装置,包括坩埚、控制器、进气管、净化管、模具、升降机构和升液管,坩埚内设有连接管、清洁机构、驱动机构、两个净化机构和两个喷头,净化机构包括转盘、转轴、往复组件、第一框架和两个导向组件,清洁机构包括清洁框和两个清洁组,清洁组件包括连接架、平移单元、曲杆和刮板,该用于生产铝合金汽车轮毂的智能型低压铸造装置通过净化机构带动铝液中的惰性空气气泡移动至各处,吸收铝液中的氢,并带动杂质上浮,净化铝液,不仅如此,通过清洁机构将升液管下方的铝液液面上的杂质移动至别处,保

一种汽车铝合金车轮低压铸造用中转包.pdf
一种汽车铝合金车轮低压铸造用中转包,中转包为800-1000公斤,中转包外壳为铁,其紧挨着铁壳的内部有三层材料构成,即从内而外分别为保温棉、保温纤维板、耐火水泥。先做成铁质外壳,然后在铁壳内贴一层保温棉,在保温棉外面再设一层保温纤维板,在保温纤维板外用耐火泥通过模具浇注成型。该中转包采用旋转叉车转运,在中转包的底部有二根铁杠,该铁杠为空心的,以便于叉车的二个支叉可以穿入,在中转包完成除气除渣精炼后由专业叉车驾驶员以低速转运中转包,至低压铸造机保温炉口后以低速翻转向其中加铝。该中转包更具保温性和安全性。